Weld defects
•Download as PPT, PDF•
3 likes•843 views

1. The document provides important code requirements and practices related to welding, including checking seam numbers, cable connections, preheat temperatures, cleaning the welding area, and using the correct electrodes and techniques for different materials. 2. It discusses welding defects like porosities, slag inclusions, lack of fusion, cracks and their potential causes such as improper cleaning, preheat, techniques, or materials. 3. Recommendations are provided to avoid defects like ensuring proper techniques and parameters according to the welding procedure specification, maintaining cleanliness, using the correct electrodes and preheat/interpass temperatures.







Weld defects
- 1. 1 IMPORTANT CODE REQUIREMENT AND PRACTICES RELATED TO WELDING 2. Checkthe seamnumberon the job. ( A ) BEFORE STARTING WELDING 1. Forspecific seam: Refershop weld plan, WPS and test plan.
- 2. 2 ( A ) BEFORE STARTING WELDING 6. Checkcable connections and earthing. IMPORTANT CODE REQUIREMENT AND PRACTICES RELATED TO WELDING 8. Provide run - in, run - out plates forL - seams. 25 mm 25 mm 25 mm25 mm 7. Clean WEP+25 mmon eitherside. Remove rust , paint, oil etc.
- 3. 3 11. Use SS wire brush /wire wheel forSS, Inconels , Monels and Cupro-nickels. Do not use grinding wheels used on CS. 9. Get temperature sticks for preheat & interpass. Temperature > Preheat < Interpass 25 mm 25 mm BURNER 10. Checkpreheat at least 25 mm away fromWEPon both sides. IMPORTANT CODE REQUIREMENT AND PRACTICES RELATED TO WELDING
- 4. 4 IMPORTANT CODE REQUIREMENT AND PRACTICES RELATED TO WELDING 2. Weaving < 3 x Electrode diameter. ( B) WHILE WELDING 1. Tacks and temporary cleats - Use specified electrodes and preheats - Qualified Welder - No hammering 4. SMAWElectrode left overafter4 hrs - return to stores. 3. No stray arcing on job.
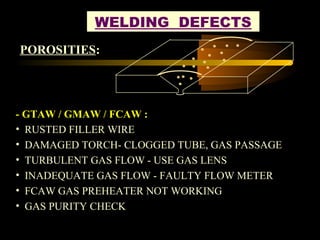
- 5. 7 • WELD JOINT NOT CLEAN • LOWER PREHEAT TEMPERATURE WELDING DEFECTS POROSITIES: • STRONG WIND FLOW ON ARC
- 6. 8 - GTAW / GMAW / FCAW : • RUSTED FILLER WIRE • DAMAGED TORCH- CLOGGED TUBE, GAS PASSAGE • TURBULENT GAS FLOW - USE GAS LENS • INADEQUATE GAS FLOW - FAULTY FLOW METER • FCAW GAS PREHEATER NOT WORKING • GAS PURITY CHECK WELDING DEFECTS POROSITIES:
- 7. 9 • IMPROPER INTERPASS CLEANING • POOR BEAD FINISH- ROUGH, LUMPY BEADS NOT DRESSED BEFORE WELDING • FAULTY RESTART - LUMP AT STARING POINT - TO BE GROUND • WELDING PARAMETERS (I,V, T.S) NOT AS PER WPS • WRONG BEAD PLACEMENT SLAG INCLUSIONS: WELDING DEFECTS
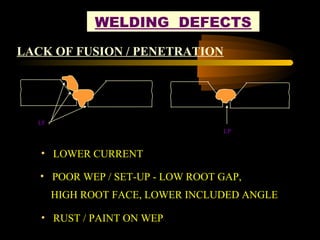
- 8. 10 • LOWER CURRENT WELDING DEFECTS LACK OF FUSION / PENETRATION LF LP • POOR WEP / SET-UP - LOW ROOT GAP, HIGH ROOT FACE, LOWER INCLUDED ANGLE • RUST / PAINT ON WEP
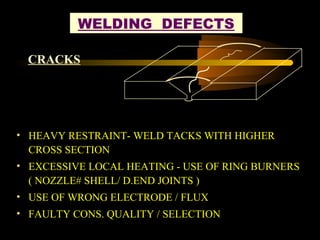
- 9. 11 • UNBAKED ELECTRODES / FLUXES • LOW PREHEAT • INSUFFICIENT POST HEATING • UNCLEAN WELD JOINTS WELDING DEFECTS CRACKS
- 10. 12 • HEAVY RESTRAINT- WELD TACKS WITH HIGHER CROSS SECTION • EXCESSIVE LOCAL HEATING - USE OF RING BURNERS ( NOZZLE# SHELL/ D.END JOINTS ) • USE OF WRONG ELECTRODE / FLUX • FAULTY CONS. QUALITY / SELECTION WELDING DEFECTS CRACKS