
![Measurement System Analysis- 24
BŲ░ß╗øc 4 Xem x├®t Precision
ŌĆó BŲ░ß╗øc 4-1 : Kiß╗ām tra khß║Ż n─āng lß║Ęp lß║Īi v├Ā khß║Ż n─āng t├Īi sinh cß╗¦a hß╗ć
thống đo.
2 ngŲ░ß╗Øi ─æo 3 lß║¦n tr├¬n tß╗½ng mß║½u
ŌåÆ C├│ thß╗ā ─æo khß║Ż n─āng lß║Ęp lß║Īi hay t├Īi sinh
[Note] Lß╗▒a chß╗Źn c├Īc mß║½u
Mß║½u n├¬n ─æŲ░ß╗Żc lß╗▒a chß╗Źn tß╗½ qu├Ī tr├¼nh v├Ā phß║Żi ─æß║Īi diß╗ćn cho to├Ān bß╗Ö phß║Īm vi hoß║Īt ─æ├┤ng.
Phß║Īm vi mß║½u > Biß║┐n thi├¬n qu├Ī tr├¼nh Phß║Īm vi mß║½u = Biß║┐t thi├¬n QT Phß║Īm vi mß║½u <
Biến thiên QT
MS (Hß╗ć thß╗æng ─æo) cho c├Īc MS (Hß╗ć thß╗æng ─æo) cho
kß║┐t quß║Ż tß╗æt hŲĪn thß╗▒c tß║┐ cß╗¦a n├│ kß║┐t quß║Ż tß╗ōi hŲĪn thß╗▒c tß║┐ cß╗¦a n├│
Good !!
ŌĆ£BadŌĆØ ŌĆ£BadŌĆØ](https://image.slidesharecdn.com/05-measurmentsystemanalysisv7-231210190102-41763191/85/05-Measurment-System-Analysis-v7-0-ppt-24-320.jpg)













![[Lean sigma] JIDOKA](https://cdn.slidesharecdn.com/ss_thumbnails/jidokanhmk1-02-150205060220-conversion-gate02-thumbnail.jpg?width=560&fit=bounds)
















More Related Content
What's hot (20)
Similar to 05- Measurment System Analysis (v7.0).ppt (20)


















05- Measurment System Analysis (v7.0).ppt
- 1. Ph├ón t├Łch Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng (MSA) ’é¦ MSA cho dß╗» liß╗ću li├¬n tß╗źc ’é¦ MSA cho dß╗» liß╗ću rß╗Øi rß║Īc ’ü▒ C├Īc mß╗źc ti├¬u hß╗Źc tß║Łp ŌŚÅ Hiß╗āu ─æŲ░ß╗Żc lß╗Śi ─æo lŲ░ß╗Øng ŌŚÅ Hiß╗āu ─æŲ░ß╗Żc MSA cho dß╗» liß╗ću biß║┐n thi├¬n ŌŚÅ Hiß╗āu ─æŲ░ß╗Żc MSA cho dß╗» liß╗ću rß╗Øi rß║Īc
- 2. Measurement System Analysis- 2 ’ü▒ ─Éß╗ŗnh ngh─®a Ph├ón t├Łch Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng - MSA (Ph├ón t├Łch Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng) - ─É├Īnh gi├Ī hay thß║®m ─æß╗ŗnh hß╗ć thß╗æng ─æo lŲ░ß╗Øng ─æß╗ā ─æß║Żm bß║Żo sß╗▒ tin cß║Ły cß╗¦a dß╗» liß╗ću. - TrŲ░ß╗øc khi thu thß║Łp dß╗» liß╗ću ─æß╗ā x├Īc ─æß╗ŗnh n─āng lß╗▒c hiß╗ćn tß║Īi (v├Ł dß╗ź ─æŲ░ß╗Øng cŲĪ sß╗¤) cß╗¦a qu├Ī tr├¼nh cß║¦n ─æŲ░ß╗Żc cß║Żi tiß║┐n, ch├║ng ta cß║¦n khß║Żng ─æß╗ŗnh dß╗» liß╗ću ─æŲ░ß╗Żc thu thß║Łp c├│ tin cß║Ły hay kh├┤ng. ’ü▒ Thuß║Łt ngß╗» ’é¦ ─Éo lŲ░ß╗Øng Chß╗ē ─æß╗ŗnh c├Īc gi├Ī trß╗ŗ bß║▒ng sß╗æ cho vß║Łt liß╗ću c┼®ng nhŲ░ thß╗ā hiß╗ćn c├Īc thuß╗Öc t├Łnh chß║»c chß║»n cß╗¦a vß║Łt liß╗ću. - Eisenhart, C.(1963) Hß╗ć thß╗æng ─æo lŲ░ß╗Øng Kh├Īi niß╗ćm bao qu├Īt bao gß╗ōm tß║źt cß║Ż c├Īc hß╗ć thß╗æng thŲ░ß╗Øng d├╣ng ─æß╗ā lß║źy ─æŲ░ß╗Żc gi├Ī trß╗ŗ ─æo, nhŲ░ l├Ā dß╗źng cß╗ź hay phŲ░ŲĪng ph├Īp ─æo, thiß║┐t bß╗ŗ kh├Īc, phß║¦n mß╗üm, m├┤i trŲ░ß╗Øng ─æo, quy tr├¼nh ─æo, ngŲ░ß╗Øi ─æo, .. Ph├ón t├Łch Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng
- 3. Measurement System Analysis- 3 ’ü▒ Sß╗▒ cß║¦n thiß║┐t cho MSA (Ph├ón t├Łch Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng) Trß╗Źng lŲ░ß╗Żng cß╗¦a h├▓n ─æ├Ī n├Āy l├Ā g├¼? Sß╗▒ ─æo lŲ░ß╗Øng ─æ├║ng trß╗¤ th├Ānh dß╗» liß╗ću cŲĪ sß╗¤ cho ra quyß║┐t ─æß╗ŗnh ─æ├║ng. Tß╗Ģng quan vß╗ü Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng 8Kg 10Kg 7Kg ’é¦ Bß╗¤i v├¼ c├Īc hoß║Īt ─æß╗Öng cß║Żi tiß║┐n ─æŲ░ß╗Żc ─æŲ░a ra qua sß╗Ł dß╗źng dß╗» liß╗ću, ph├ón t├Łch thß╗▒c sß╗▒ c├│ ├Į ngh─®a, hay l├Ā sß╗▒ cß║Żi tiß║┐n kh├┤ng thß╗ā xß║Ży ra, nß║┐u dß╗▒ liß╗ću l├Ā kh├┤ng tin cß║Ły. ’é¦ Do ─æ├│, Dß╗» liß╗ću cŲĪ bß║Żn ─æß╗ā ra quyß║┐t ─æß╗ŗnh ch├Łnh l├Ā dß╗» liß╗ću ─æo. ’é¦ Do vß║Ły, ─æ├Īnh gi├Ī hß╗ć thß╗æng ─æo lŲ░ß╗Øng l├Ā ─æiß╗üu cŲĪ bß║Żn nhß║źt v├Ā quan trß╗Źng nhß║źt trong c├Īc hoß║Īt ─æß╗Öng cß║Żi tiß║┐n, c┼®ng nhŲ░ n├│ l├Ā cß║¦n thiß║┐t ─æß╗ā hiß╗āu biß║┐t hß╗ć thß╗æng ─æo lŲ░ß╗Øng, tß║Īo ra dß╗»a liß╗ću, cŲĪ sß╗¤ ─æß╗ā ra quyß║┐t ─æß╗ŗnh.
- 4. Measurement System Analysis- 4 Trong c├Īc v├Ł dß╗ź dŲ░ß╗øi ─æ├óy, hß╗ć thß╗æng ─æo lŲ░ß╗Øng l├Ā g├¼, v├Ā ph├ón t├Łch hß╗ć thß╗æng ─æo lŲ░ß╗Øng n├¬n ─æŲ░ß╗Żc thß╗▒c hiß╗ćn thß║┐ n├Āo? ’é¦ V├Ł dß╗ź 1 C├┤ng ty A muß╗æn t─āng sß╗▒ tß║Łn dß╗źng cß╗¦a kh├Īch h├Āng vß╗øi th├┤ng tin trong Homepage. ─Éß╗ā ─æß║Īt mß╗źc ─æ├Łch, hß╗Ź thi h├Ānh mß╗Öt dß╗▒ ├Īn, bß║▒ng c├Īch ─æß║Ęt sß╗▒ tß║Łn dß╗źng cß╗¦a kh├Īch h├Āng vß╗ü h├¬ thß╗æng IT nhŲ░ l├Ā Y. ’é¦ V├Ł dß╗ź 2 Trong c├┤ng ty B, Sß╗▒ kh├┤ng h├Āi l├▓ng cß╗¦a R&D vß╗øi sß╗▒ hoß║Īch ─æß╗ŗnh v├Ā chiß║┐n lŲ░ß╗Żc sß║Żn phß║®m ─æŲ░ß╗Żc biß║┐t l├Ā ß╗¤ mß╗®c Cao. Do ─æ├│, Quß║Żn l├Į Hß╗ōng trong ph├▓ng chiß║┐n lŲ░ß╗Żc thß╗▒c hiß╗ćn mß╗Öt dß╗▒ ├Īn ─æß╗ā n├óng cao sß╗▒ h├Āi l├▓ng vß╗ü sß╗▒ hoß║Īch ─æß╗ŗnh & chiß║┐n lŲ░ß╗Żc sß║Żn phß║®m. ’é¦ V├Ł dß╗ź 3 Nh├Ā h├Āng C, Chuy├¬n vß╗ü giao ─æß╗ō ─ān, muß╗æn t─āng doanh sß╗æ b├Īnh h├Āng ng├Āy. ─Éß╗ā ─æß║Īt ─æŲ░ß╗Żc ─æiß╗üu n├Āy, Hß╗Ź thß╗▒c hiß╗ćn mß╗Öt dß╗▒ ├Īn giß║Żm thß╗Øi gian Lead time giao ─æß╗ō ─ān, ─æ├óy l├Ā thß╗Øi gian ─æŲ░ß╗Żc t├Łnh tß╗½ l├║c ─æß║Ęt h├Āng tß╗øi l├║c giao h├Āng. ’ü▒ C├Īc v├Ł dß╗ź vß╗ü ph├ón t├Łch hß╗ć thß╗æng ─æo lŲ░ß╗Øng
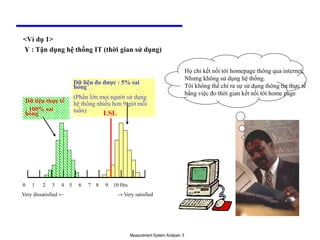
- 5. Measurement System Analysis- 5 0 1 2 3 4 5 6 7 8 9 10 Hrs Very dissatisfied ŌåÉ ŌåÆ Very satisfied Dß╗» liß╗ću thß╗▒c tß║┐ : 100% sai hß╗Ång Dß╗» liß╗ću ─æo ─æŲ░ß╗Żc : 5% sai hß╗Ång (Phß║¦n lß╗øn mß╗Źi ngŲ░ß╗Øi sß╗Ł dß╗źng hß╗ć thß╗æng nhiß╗üu hŲĪn 9 giß╗Ø mß╗Śi tuß║¦n) LSL <V├Ł dß╗ź 1> Y : Tß║Łn dß╗źng hß╗ć thß╗æng IT (thß╗Øi gian sß╗Ł dß╗źng) Hß╗Ź chß╗ē kß║┐t nß╗æi tß╗øi homepage th├┤ng qua internet, NhŲ░ng kh├┤ng sß╗Ł dß╗źng hß╗ć thß╗æng. T├┤i kh├┤ng thß╗ā chß╗ē ra sß╗▒ sß╗Ł dß╗źng th├┤ng tin thß╗▒c tß║┐ bß║▒ng viß╗ćc ─æo thß╗Øi gian kß║┐t nß╗æi tß╗øi home page
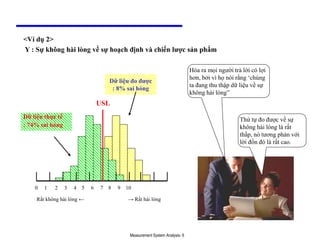
- 6. Measurement System Analysis- 6 <V├Ł dß╗ź 2> Y : Sß╗▒ kh├┤ng h├Āi l├▓ng vß╗ü sß╗▒ hoß║Īch ─æß╗ŗnh v├Ā chiß║┐n lŲ░ß╗Żc sß║Żn phß║®m 0 1 2 3 4 5 6 7 8 9 10 USL Dß╗» liß╗ću ─æo ─æŲ░ß╗Żc : 8% sai hß╗Ång Dß╗» liß╗ću thß╗▒c tß║┐ : 74% sai hß╗Ång Rß║źt kh├┤ng h├Āi l├▓ng ŌåÉ ŌåÆ Rß║źt h├Āi l├▓ng Thß╗® tß╗▒ ─æo ─æŲ░ß╗Żc vß╗ü sß╗▒ kh├┤ng h├Āi l├▓ng l├Ā rß║źt thß║źp, n├│ tŲ░ŲĪng phß║Żn vß╗øi lß╗Øi ─æß╗ōn ─æ├│ l├Ā rß║źt cao. H├│a ra mß╗Źi ngŲ░ß╗Øi trß║Ż lß╗Øi c├│ lß╗Żi hŲĪn, bß╗¤i v├¼ hß╗Ź n├│i rß║▒ng ŌĆśch├║ng ta ─æang thu thß║Łp dß╗» liß╗ću vß╗ü sß╗▒ kh├┤ng h├Āi l├▓ngŌĆØ
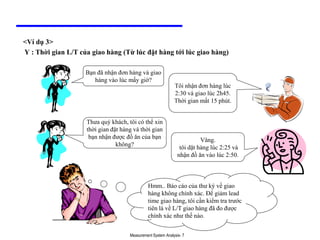
- 7. Measurement System Analysis- 7 <V├Ł dß╗ź 3> Y : Thß╗Øi gian L/T cß╗¦a giao h├Āng (Tß╗½ l├║c ─æß║Ęt h├Āng tß╗øi l├║c giao h├Āng) T├┤i nhß║Łn ─æŲĪn h├Āng l├║c 2:30 v├Ā giao l├║c 2h45. Thß╗Øi gian mß║źt 15 ph├║t. Bß║Īn ─æ├Ż nhß║Łn ─æŲĪn h├Āng v├Ā giao h├Āng v├Āo l├║c mß║źy giß╗Ø? ThŲ░a qu├Į kh├Īch, t├┤i c├│ thß╗ā xin thß╗Øi gian ─æß║Ęt h├Āng v├Ā thß╗Øi gian bß║Īn nhß║Łn ─æŲ░ß╗Żc ─æß╗ō ─ān cß╗¦a bß║Īn kh├┤ng? V├óng. t├┤i dß║Ęt h├Āng l├║c 2:25 v├Ā nhß║Łn ─æß╗ō ─ān v├Āo l├║c 2:50. Hmm.. B├Īo c├Īo cß╗¦a thŲ░ k├Į vß╗ü giao h├Āng kh├┤ng ch├Łnh x├Īc. ─Éß╗ā giß║Żm lead time giao h├Āng, t├┤i cß║¦n kiß╗ām tra trŲ░ß╗øc ti├¬n l├Ā vß╗ü L/T giao h├Āng ─æ├Ż ─æo ─æŲ░ß╗Żc ch├Łnh x├Īc nhŲ░ thß║┐ n├Āo.
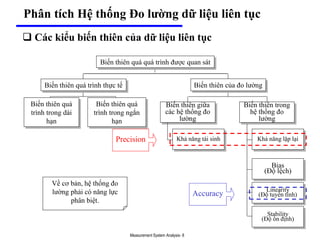
- 8. Measurement System Analysis- 8 Ph├ón t├Łch Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng dß╗» liß╗ću li├¬n tß╗źc Biß║┐n thi├¬n qu├Ī qu├Ī tr├¼nh ─æŲ░ß╗Żc quan s├Īt Biß║┐n thi├¬n qu├Ī tr├¼nh thß╗▒c tß║┐ Khß║Ż n─āng lß║Ęp lß║Īi Bias (─Éß╗Ö lß╗ćch) Stability (─Éß╗Ö ß╗Ģn ─æß╗ŗnh) Khß║Ż n─āng t├Īi sinh Biß║┐n thi├¬n cß╗¦a ─æo lŲ░ß╗Øng ’ü▒ C├Īc kiß╗āu biß║┐n thi├¬n cß╗¦a dß╗» liß╗ću li├¬n tß╗źc Biß║┐n thi├¬n qu├Ī tr├¼nh trong d├Āi hß║Īn Biß║┐n thi├¬n qu├Ī tr├¼nh trong ngß║»n hß║Īn Biß║┐n thi├¬n giß╗»a c├Īc hß╗ć thß╗æng ─æo lŲ░ß╗Øng Biß║┐n thi├¬n trong hß╗ć thß╗æng ─æo lŲ░ß╗Øng Linearity (─Éß╗Ö tuyß║┐n t├Łnh) Accuracy Precision Vß╗ü cŲĪ bß║Żn, hß╗ć thß╗æng ─æo lŲ░ß╗Øng phß║Żi c├│ n─āng lß╗▒c ph├ón biß╗ćt.
- 9. Measurement System Analysis- 9 ’ü▒ C├Īc loß║Īi lß╗Śi cß╗¦a Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng ’é¦ Lß╗Śi cß╗¦a ─æo lŲ░ß╗Øng = Accuracy (hŲ░ß╗øng t├óm) + Precision (Biß║┐n thi├¬n) ’é¦ Accuracy - Chß╗ē ra gi├Ī trß╗ŗ ─æo gß║¦n vß╗øi gi├Ī trß╗ŗ thß╗▒c nhŲ░ thß║┐ n├Āo (kh├Ła cß║Īnh trung b├¼nh) - Ph├ón t├Łch hiß╗ću chuß║®n ─æŲ░ß╗Żc y├¬u cß║¦u ŌåÆ Tß║¦n suß║źt, phŲ░ŲĪng ph├Īp, v├Ā quy tr├¼nh hiß╗ću chuß║®n ’é¦ Precision - Chß╗ē ra sß╗▒ kh├Īc biß╗ćt giß╗»a c├Īc gi├Ī trß╗ŗ ─æo ─æŲ░ß╗Żc (Kh├Ła cß║Īnh biß║┐n thi├¬n) - Ph├ón t├Łch Gage R&R ─æŲ░ß╗Żc y├¬u cß║¦u ŌåÆ cß║Żi tiß║┐n dß╗źng cß╗ź, cß║Żi tiß║┐n v├Ā chuß║®n h├│a phŲ░ŲĪng ph├Īp ─æo. MS product total ’üŁ ’üŁ ’üŁ ’Ć½ ’ĆĮ MS product total 2 2 2 ’ü│ ’ü│ ’ü│ ’Ć½ ’ĆĮ Bias Variation True value Measuremen t value ņĖĪņĀĢ ņśżĒöäņģŗ True value Measurement value
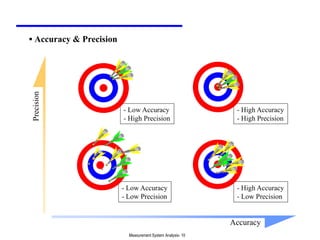
- 10. Measurement System Analysis- 10 - High Accuracy - High Precision - High Accuracy - Low Precision - Low Accuracy - Low Precision - Low Accuracy - High Precision ’é¦ Accuracy & Precision Accuracy Precision
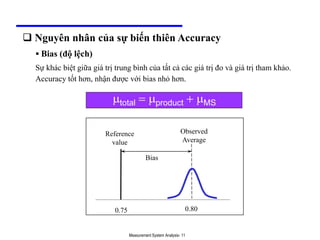
- 11. Measurement System Analysis- 11 ’ü▒ Nguy├¬n nh├ón cß╗¦a sß╗▒ biß║┐n thi├¬n Accuracy ’é¦ Bias (─æß╗Ö lß╗ćch) Sß╗▒ kh├Īc biß╗ćt giß╗»a gi├Ī trß╗ŗ trung b├¼nh cß╗¦a tß║źt cß║Ż c├Īc gi├Ī trß╗ŗ ─æo v├Ā gi├Ī trß╗ŗ tham khß║Żo. Accuracy tß╗æt hŲĪn, nhß║Łn ─æŲ░ß╗Żc vß╗øi bias nhß╗Å hŲĪn. Reference value Observed Average Bias 0.75 0.80 mtotal = mproduct + mMS ’üŁtotal ’ĆĮ ’üŁproduct ’Ć½ ’üŁMS
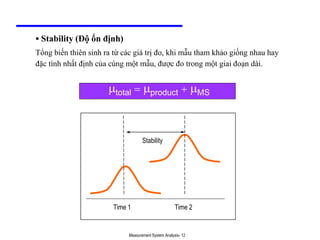
- 12. Measurement System Analysis- 12 ’é¦ Stability (─Éß╗Ö ß╗Ģn ─æß╗ŗnh) Tß╗Ģng biß║┐n thi├¬n sinh ra tß╗½ c├Īc gi├Ī trß╗ŗ ─æo, khi mß║½u tham khß║Żo giß╗æng nhau hay ─æß║Ęc t├Łnh nhß║źt ─æß╗ŗnh cß╗¦a c├╣ng mß╗Öt mß║½u, ─æŲ░ß╗Żc ─æo trong mß╗Öt giai ─æoß║Īn d├Āi. Stability Time 2 Time 1 ’üŁtotal ’ĆĮ ’üŁproduct ’Ć½ ’üŁMS
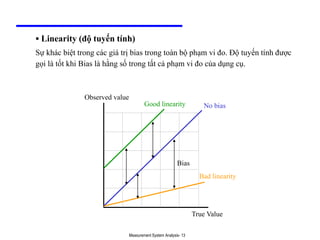
- 13. Measurement System Analysis- 13 ’é¦ Linearity (─æß╗Ö tuyß║┐n t├Łnh) Sß╗▒ kh├Īc biß╗ćt trong c├Īc gi├Ī trß╗ŗ bias trong to├Ān bß╗Ö phß║Īm vi ─æo. ─Éß╗Ö tuyß║┐n t├Łnh ─æŲ░ß╗Żc gß╗Źi l├Ā tß╗æt khi Bias l├Ā hß║▒ng sß╗æ trong tß║źt cß║Ż phß║Īm vi ─æo cß╗¦a dß╗źng cß╗ź. Bad linearity No bias Good linearity True Value Observed value Bias
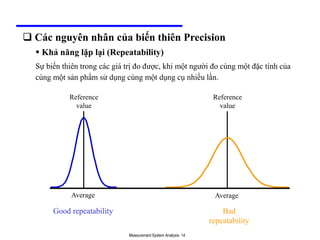
- 14. Measurement System Analysis- 14 ’ü▒ C├Īc nguy├¬n nh├ón cß╗¦a biß║┐n thi├¬n Precision ’é¦ Khß║Ż n─āng lß║Ęp lß║Īi (Repeatability) Sß╗▒ biß║┐n thi├¬n trong c├Īc gi├Ī trß╗ŗ ─æo ─æŲ░ß╗Żc, khi mß╗Öt ngŲ░ß╗Øi ─æo c├╣ng mß╗Öt ─æß║Ęc t├Łnh cß╗¦a c├╣ng mß╗Öt sß║Żn phß║®m sß╗Ł dß╗źng c├╣ng mß╗Öt dß╗źng cß╗ź nhiß╗üu lß║¦n. Reference value Average Average Reference value Good repeatability Bad repeatability
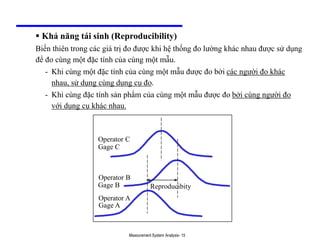
- 15. Measurement System Analysis- 15 ’é¦ Khß║Ż n─āng t├Īi sinh (Reproducibility) Biß║┐n thi├¬n trong c├Īc gi├Ī trß╗ŗ ─æo ─æŲ░ß╗Żc khi hß╗ć thß╗æng ─æo lŲ░ß╗Øng kh├Īc nhau ─æŲ░ß╗Żc sß╗Ł dß╗źng ─æß╗ā ─æo c├╣ng mß╗Öt ─æß║Ęc t├Łnh cß╗¦a c├╣ng mß╗Öt mß║½u. - Khi c├╣ng mß╗Öt ─æß║Ęc t├Łnh cß╗¦a c├╣ng mß╗Öt mß║½u ─æŲ░ß╗Żc ─æo bß╗¤i c├Īc ngŲ░ß╗Øi ─æo kh├Īc nhau, sß╗Ł dß╗źng c├╣ng dß╗źng cß╗ź ─æo. - Khi c├╣ng ─æß║Ęc t├Łnh sß║Żn phß║®m cß╗¦a c├╣ng mß╗Öt mß║½u ─æŲ░ß╗Żc ─æo bß╗¤i c├╣ng ngŲ░ß╗Øi ─æo vß╗øi dß╗źng cß╗ź kh├Īc nhau. Reproducibity Operator A Operator B Operator C Gage C Gage B Gage A
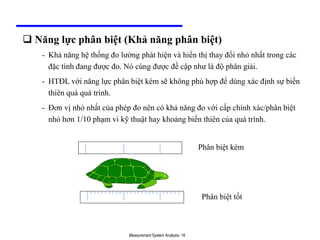
- 16. Measurement System Analysis- 16 ’ü▒ N─āng lß╗▒c ph├ón biß╗ćt (Khß║Ż n─āng ph├ón biß╗ćt) - Khß║Ż n─āng hß╗ć thß╗æng ─æo lŲ░ß╗Øng ph├Īt hiß╗ćn v├Ā hiß╗ān thß╗ŗ thay ─æß╗Ģi nhß╗Å nhß║źt trong c├Īc ─æß║Ęc t├Łnh ─æang ─æŲ░ß╗Żc ─æo. N├│ c├║ng ─æŲ░ß╗Żc ─æß╗ü cß║Łp nhŲ░ l├Ā ─æß╗Ö ph├ón giß║Żi. - HT─ÉL vß╗øi n─āng lß╗▒c ph├ón biß╗ćt k├®m sß║Į kh├┤ng ph├╣ hß╗Żp ─æß╗ā d├╣ng x├Īc ─æß╗ŗnh sß╗▒ biß║┐n thi├¬n qu├Ī qu├Ī tr├¼nh. - ─ÉŲĪn vß╗ŗ nhß╗Å nhß║źt cß╗¦a ph├®p ─æo n├¬n c├│ khß║Ż n─āng ─æo vß╗øi cß║źp ch├Łnh x├Īc/ph├ón biß╗ćt nhß╗Å hŲĪn 1/10 phß║Īm vi kß╗╣ thuß║Łt hay khoß║Żng biß║┐n thi├¬n cß╗¦a qu├Ī tr├¼nh. Ph├ón biß╗ćt k├®m Ph├ón biß╗ćt tß╗æt
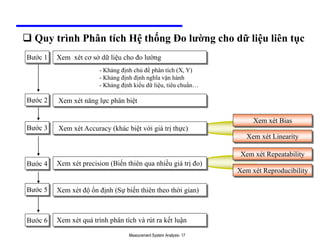
- 17. Measurement System Analysis- 17 ’ü▒ Quy tr├¼nh Ph├ón t├Łch Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng cho dß╗» liß╗ću li├¬n tß╗źc BŲ░ß╗øc 1 BŲ░ß╗øc 2 BŲ░ß╗øc 3 BŲ░ß╗øc 4 BŲ░ß╗øc 5 Xem x├®t cŲĪ sß╗¤ dß╗» liß╗ću cho ─æo lŲ░ß╗Øng Xem x├®t n─āng lß╗▒c ph├ón biß╗ćt Xem x├®t Accuracy (kh├Īc biß╗ćt vß╗øi gi├Ī trß╗ŗ thß╗▒c) Xem x├®t precision (Biß║┐n thi├¬n qua nhiß╗üu gi├Ī trß╗ŗ ─æo) Xem x├®t ─æß╗Ö ß╗Ģn ─æß╗ŗnh (Sß╗▒ biß║┐n thi├¬n theo thß╗Øi gian) - Khß║Żng ─æß╗ŗnh chß╗¦ ─æß╗ü ph├ón t├Łch (X, Y) - Khß║Żng ─æß╗ŗnh ─æß╗ŗnh ngh─®a vß║Łn h├Ānh - Khß║Żng ─æß╗ŗnh kiß╗āu dß╗» liß╗ću, ti├¬u chuß║®nŌĆ” BŲ░ß╗øc 6 Xem x├®t qu├Ī tr├¼nh ph├ón t├Łch v├Ā r├║t ra kß║┐t luß║Łn Xem x├®t Bias Xem x├®t Linearity Xem x├®t Repeatability Xem x├®t Reproducibility
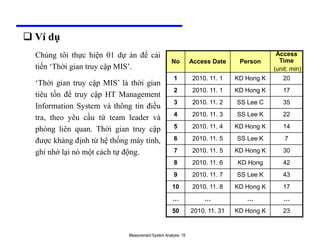
- 18. Measurement System Analysis- 18 ’ü▒ V├Ł dß╗ź Ch├║ng t├┤i thß╗▒c hiß╗ćn 01 dß╗▒ ├Īn ─æß╗ā cß║Żi tiß║┐n ŌĆśThß╗Øi gian truy cß║Łp MISŌĆÖ. ŌĆśThß╗Øi gian truy cß║Łp MISŌĆÖ l├Ā thß╗Øi gian ti├¬u tß╗æn ─æß╗ā truy cß║Łp HT Management Information System v├Ā th├┤ng tin ─æiß╗üu tra, theo y├¬u cß║¦u tß╗½ team leader v├Ā ph├▓ng li├¬n quan. Thß╗Øi gian truy cß║Łp ─æŲ░ß╗Żc khß║Żng ─æß╗ŗnh tß╗½ hß╗ć thß╗æng m├Īy t├Łnh, ghi nhß╗ø lß║Īi n├│ mß╗Öt c├Īch tß╗▒ ─æß╗Öng. No Access Date Person Access Time (unit: min) 1 2010. 11. 1 KD Hong K 20 2 2010. 11. 1 KD Hong K 17 3 2010. 11. 2 SS Lee C 35 4 2010. 11. 3 SS Lee K 22 5 2010. 11. 4 KD Hong K 14 6 2010. 11. 5 SS Lee K 7 7 2010. 11. 5 KD Hong K 30 8 2010. 11. 6 KD Hong 42 9 2010. 11. 7 SS Lee K 43 10 2010. 11. 8 KD Hong K 17 ŌĆ” ŌĆ” ŌĆ” ŌĆ” 50 2010. 11. 31 KD Hong K 23
- 19. Measurement System Analysis- 19 BŲ░ß╗øc 1 Xem x├®t c├Īc cŲĪ sß╗¤ dß╗» liß╗ću cho ─æo lŲ░ß╗Øng - Y cß╗¦a dß╗▒ ├Īn : thß╗Øi gian truy cß║Łp MIS - Kiß╗āu dß╗» liß╗ću : Li├¬n tß╗źc (thß╗Øi gian) - Ti├¬u chuß║®n : 5 ~ 50 ph├║t BŲ░ß╗øc 2 Xem x├®t n─āng lß╗▒c ph├ón giß║Żi - Biß║┐n thi├¬n qu├Ī tr├¼nh : Max (43 min) ŌĆō Min (7 min) = 36 min - ─ÉŲĪn vß╗ŗ ─æo nhß╗Å nhß║źt : 1 ph├║t - N─āng lß╗▒c ph├ón biß╗ćt : 1/36 ŌåÆ Tß╗½ n─āng lß╗▒c ph├ón biß╗ćt tß╗æt hŲĪn 1/10 cß╗¦a biß║┐n thi├¬n qu├Ī tr├¼nh, n─āng lß╗▒c ph├ón biß╗ćt ─æŲ░ß╗Żc ─æß║Żm bß║Żo.
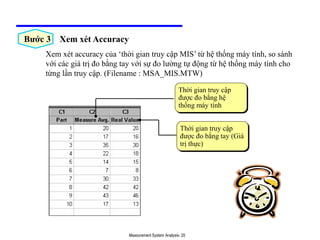
- 20. Measurement System Analysis- 20 BŲ░ß╗øc 3 Xem x├®t Accuracy Xem x├®t accuracy cß╗¦a ŌĆśthß╗Øi gian truy cß║Łp MISŌĆÖ tß╗½ hß╗ć thß╗æng m├Īy t├Łnh, so s├Īnh vß╗øi c├Īc gi├Ī trß╗ŗ ─æo bß║▒ng tay vß╗øi sß╗▒ ─æo lŲ░ß╗Øng tß╗▒ ─æß╗Öng tß╗½ hß╗ć thß╗æng m├Īy t├Łnh cho tß╗½ng lß║¦n truy cß║Łp. (Filename : MSA_MIS.MTW) Thß╗Øi gian truy cß║Łp ─æŲ░ß╗Żc ─æo bß║▒ng hß╗ć thß╗æng m├Īy t├Łnh Thß╗Øi gian truy cß║Łp ─æŲ░ß╗Żc ─æo bß║▒ng tay (Gi├Ī trß╗ŗ thß╗▒c)
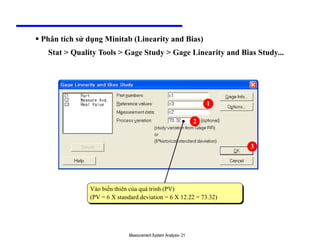
- 21. Measurement System Analysis- 21 ’é¦ Ph├ón t├Łch sß╗Ł dß╗źng Minitab (Linearity and Bias) Stat > Quality Tools > Gage Study > Gage Linearity and Bias Study... 1 2 3 V├Āo biß║┐n thi├¬n cß╗¦a qu├Ī trinh (PV) (PV = 6 X standard deviation = 6 X 12.22 = 73.32)
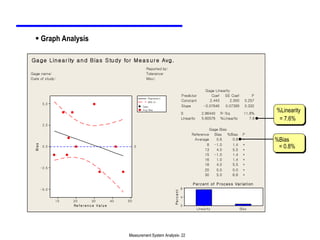
- 22. Measurement System Analysis- 22 Re f e r e n c e V a lu e Bi a s 50 40 30 20 10 5.0 2.5 0.0 -2.5 -5.0 0 Regression 95% CI Data Avg Bias P e r c e n t Bias Linearity 8 4 0 Constant 2.443 2.000 0.257 Slope -0.07646 0.07399 0.332 Predictor Coef SE Coef P Gage Linearity S 2.86440 R-Sq 11.8% Linearity 5.60576 %Linearity 7.6 Average 0.6 0.8 * 8 -1.0 1.4 * 13 4.0 5.5 * 15 -1.0 1.4 * 16 1.0 1.4 * 18 4.0 5.5 * 20 0.0 0.0 * 30 5.0 6.8 * Reference Bias %Bias P Gage Bias Gage name: Date of study: Reported by: Tolerance: Misc: Percent of Process Variation Gage Linearity and Bias Study for Meas ure Avg. ’é¦ Graph Analysis %Linearity = 7.6% %Bias = 0.8%
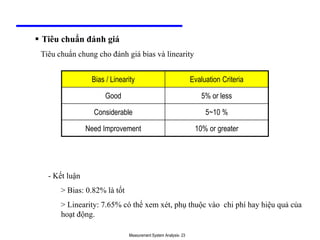
- 23. Measurement System Analysis- 23 ’é¦ Ti├¬u chuß║®n ─æ├Īnh gi├Ī Ti├¬u chuß║®n chung cho ─æ├Īnh gi├Ī bias v├Ā linearity Bias / Linearity Evaluation Criteria Good 5% or less Considerable 5~10 % Need Improvement 10% or greater - Kß║┐t luß║Łn > Bias: 0.82% l├Ā tß╗æt > Linearity: 7.65% c├│ thß╗ā xem x├®t, phß╗ź thuß╗Öc v├Āo chi ph├Ł hay hiß╗ću quß║Ż cß╗¦a hoß║Īt ─æß╗Öng.
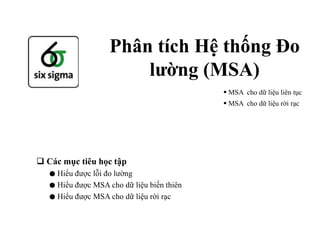
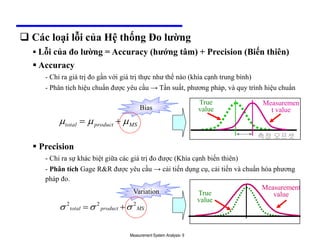
- 24. Measurement System Analysis- 24 BŲ░ß╗øc 4 Xem x├®t Precision ŌĆó BŲ░ß╗øc 4-1 : Kiß╗ām tra khß║Ż n─āng lß║Ęp lß║Īi v├Ā khß║Ż n─āng t├Īi sinh cß╗¦a hß╗ć thß╗æng ─æo. 2 ngŲ░ß╗Øi ─æo 3 lß║¦n tr├¬n tß╗½ng mß║½u ŌåÆ C├│ thß╗ā ─æo khß║Ż n─āng lß║Ęp lß║Īi hay t├Īi sinh [Note] Lß╗▒a chß╗Źn c├Īc mß║½u Mß║½u n├¬n ─æŲ░ß╗Żc lß╗▒a chß╗Źn tß╗½ qu├Ī tr├¼nh v├Ā phß║Żi ─æß║Īi diß╗ćn cho to├Ān bß╗Ö phß║Īm vi hoß║Īt ─æ├┤ng. Phß║Īm vi mß║½u > Biß║┐n thi├¬n qu├Ī tr├¼nh Phß║Īm vi mß║½u = Biß║┐t thi├¬n QT Phß║Īm vi mß║½u < Biß║┐n thi├¬n QT MS (Hß╗ć thß╗æng ─æo) cho c├Īc MS (Hß╗ć thß╗æng ─æo) cho kß║┐t quß║Ż tß╗æt hŲĪn thß╗▒c tß║┐ cß╗¦a n├│ kß║┐t quß║Ż tß╗ōi hŲĪn thß╗▒c tß║┐ cß╗¦a n├│ Good !! ŌĆ£BadŌĆØ ŌĆ£BadŌĆØ
- 25. Measurement System Analysis- 25 ŌĆó BŲ░ß╗øc 4-2 : ─Éo mß║½u ─æ├Ż chß╗Źn - Thß╗® tß╗▒ ─æo l├Ā ngß║½u nhi├¬n - ─Éß║Żm bß║Żo sß╗▒ ─æo lŲ░ß╗Øng l├Ā blind, kh├┤ng n├¬n ─æß╗ā nhß╗»ng ngŲ░ß╗Øi tham gia ─æo ─æŲ░ß╗Żc biß║┐t l├Ā hß╗Ź ─æang trong qu├Ī tr├¼nh thß╗▒c nghiß╗ćm ─æo lŲ░ß╗Øng. -Lß║Ęp lß║Īi tß║źt cß║Ż c├Īc ph├®p ─æo.
- 26. Measurement System Analysis- 26 ŌĆó BŲ░ß╗øc 4-3 Minitab Analysis ŌĆō Gage R&R Study ŃĆÉ 1 ŃĆæ Enter data (File name: GR&r.MTW) V├Āo dß╗» liß╗ću theo dß║Īng xß║┐p chß╗ōng
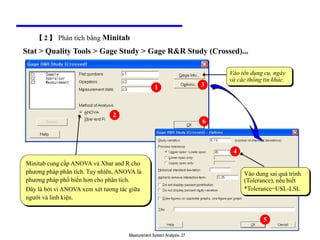
- 27. Measurement System Analysis- 27 ŃĆÉ 2 ŃĆæ Ph├ón t├Łch bß║▒ng Minitab Stat > Quality Tools > Gage Study > Gage R&R Study (Crossed)... 1 2 3 4 5 6 V├Āo dung sai qu├Ī tr├¼nh (Tolerance), nß║┐u biß║┐t *Tolerance=USL-LSL Minitab cung cß║źp ANOVA v├Ā Xbar and R cho phŲ░ŲĪng ph├Īp ph├ón t├Łch. Tuy nhi├¬n, ANOVA l├Ā phŲ░ŲĪng ph├Īp phß╗Ģ biß║┐n hŲĪn cho ph├ón t├Łch. ─É├óy l├Ā bß╗¤i v├¼ ANOVA xem x├®t tŲ░ŲĪng t├Īc giß╗»a ngŲ░ß╗Øi v├Ā linh kiß╗ćn. V├Āo t├¬n dß╗źng cß╗ź, ng├Āy v├Ā c├Īc th├┤ng tin kh├Īc.
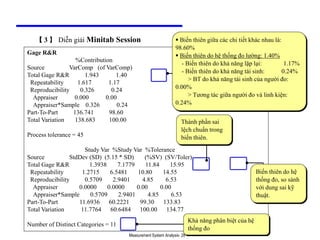
- 28. Measurement System Analysis- 28 Gage R&R %Contribution Source VarComp (of VarComp) Total Gage R&R 1.943 1.40 Repeatability 1.617 1.17 Reproducibility 0.326 0.24 Appraiser 0.000 0.00 Appraiser*Sample 0.326 0.24 Part-To-Part 136.741 98.60 Total Variation 138.683 100.00 Process tolerance = 45 Study Var %Study Var %Tolerance Source StdDev (SD) (5.15 * SD) (%SV) (SV/Toler) Total Gage R&R 1.3938 7.1779 11.84 15.95 Repeatability 1.2715 6.5481 10.80 14.55 Reproducibility 0.5709 2.9401 4.85 6.53 Appraiser 0.0000 0.0000 0.00 0.00 Appraiser*Sample 0.5709 2.9401 4.85 6.53 Part-To-Part 11.6936 60.2221 99.30 133.83 Total Variation 11.7764 60.6484 100.00 134.77 Number of Distinct Categories = 11 ŃĆÉ 3 ŃĆæ Diß╗ģn giß║Żi Minitab Session Khß║Ż n─āng ph├ón biß╗ćt cß╗¦a hß╗ć thß╗æng ─æo Th├Ānh phß║¦n sai lß╗ćch chuß║®n trong biß║┐n thi├¬n. ’é¦ Biß║┐n thi├¬n giß╗»a c├Īc chi tiß║┐t kh├Īc nhau l├Ā: 98.60% ’é¦ Biß║┐n thi├¬n do hß╗ć thß╗æng ─æo lŲ░ß╗Øng: 1.40% - Biß║┐n thi├¬n do khß║Ż n─āng lß║Ęp lß║Īi: 1.17% - Biß║┐n thi├¬n do khß║Ż n─āng t├Īi sinh: 0.24% > BT do khß║Ż n─āng t├Īi sinh cß╗¦a ngŲ░ß╗Øi ─æo: 0.00% > TŲ░ŲĪng t├Īc giß╗»a ngŲ░ß╗Øi ─æo v├Ā linh kiß╗ćn: 0.24% Biß║┐n thi├¬n do hß╗ć thß╗æng ─æo, so s├Īnh vß╗øi dung sai kß╗╣ thuß║Łt.
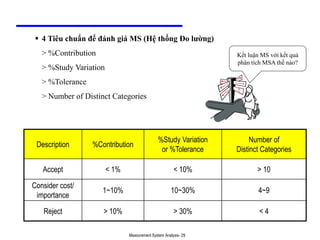
- 29. Measurement System Analysis- 29 Description %Contribution %Study Variation or %Tolerance Number of Distinct Categories Accept < 1% < 10% > 10 Consider cost/ importance 1~10% 10~30% 4~9 Reject > 10% > 30% < 4 ’é¦ 4 Ti├¬u chuß║®n ─æß╗ā ─æ├Īnh gi├Ī MS (Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng) > %Contribution > %Study Variation > %Tolerance > Number of Distinct Categories Kß║┐t luß║Łn MS vß╗øi kß║┐t quß║Ż ph├ón t├Łch MSA thß║┐ n├Āo?
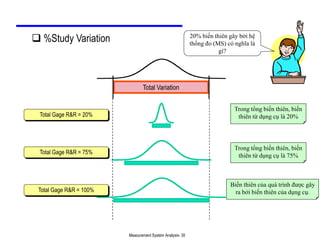
- 30. Measurement System Analysis- 30 Total Variation Total Gage R&R = 20% Total Gage R&R = 75% Total Gage R&R = 100% 20% biß║┐n thi├¬n g├óy bß╗¤i hß╗ć thß╗æng ─æo (MS) c├│ ngh─®a l├Ā g├¼? Biß║┐n thi├¬n cß╗¦a qu├Ī tr├¼nh ─æŲ░ß╗Żc g├óy ra bß╗¤i biß║┐n thi├¬n cß╗¦a dß╗źng cß╗ź. Trong tß╗Ģng biß║┐n thi├¬n, biß║┐n thi├¬n tß╗½ dß╗źng cß╗ź l├Ā 75% Trong tß╗Ģng biß║┐n thi├¬n, biß║┐n thi├¬n tß╗½ dß╗źng cß╗ź l├Ā 20% ’ü▒ %Study Variation
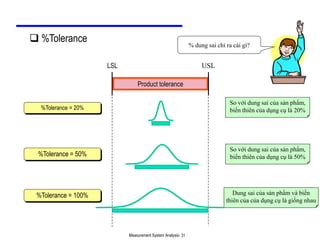
- 31. Measurement System Analysis- 31 Product tolerance LSL USL % dung sai chß╗ē ra c├Īi g├¼? %Tolerance = 20% %Tolerance = 50% %Tolerance = 100% Dung sai cß╗¦a sß║Żn phß║®m v├Ā biß║┐n thi├¬n cß╗¦a cß╗¦a dß╗źng cß╗ź l├Ā giß╗æng nhau So vß╗øi dung sai cß╗¦a sß║Żn phß║®m, biß║┐n thi├¬n cß╗¦a dß╗źng cß╗ź l├Ā 50% So vß╗øi dung sai cß╗¦a sß║Żn phß║®m, biß║┐n thi├¬n cß╗¦a dß╗źng cß╗ź l├Ā 20% ’ü▒ %Tolerance
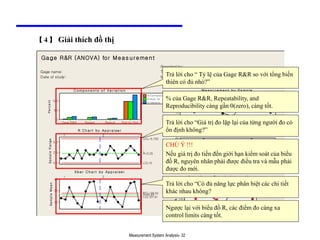
- 32. Measurement System Analysis- 32 Pe rc e n t Part-to-Part Reprod Repeat Gage R&R 100 50 0 % Contribution % Study Var % Tolerance Sa m p l e R a n g e 5.0 2.5 0.0 _ R=2.25 UCL=5.792 LCL=0 1 2 Sa m p l e M e a n 45 30 15 _ _ X=24.22 UCL=26.52 LCL=21.91 1 2 Sampl e 10 9 8 7 6 5 4 3 2 1 45 30 15 A pprai s er 2 1 45 30 15 Sampl e A v e ra g e 10 9 8 7 6 5 4 3 2 1 45 30 15 1 2 Appraiser Gage name: Date of study: Reported by: Tolerance: Misc: C ompon e n t s of Va r ia t ion R C h a r t by Appr a ise r Xba r C h a r t by Appr a ise r M e a su r e me n t by Sa mple M e a su r e me n t by Appr a ise r Appr a ise r * Sa mple In t e r a c t ion Gage R&R (ANOVA) for Meas urement ŃĆÉ 4 ŃĆæ Giß║Żi th├Łch ─æß╗ō thß╗ŗ Trß║Ż lß╗Øi cho ŌĆ£ Tß╗Ę lß╗ć cß╗¦a Gage R&R so vß╗øi tß╗Ģng biß║┐n thi├¬n c├│ ─æß╗¦ nhß╗Å?ŌĆØ % cß╗¦a Gage R&R, Repeatability, and Reproducibility c├Āng gß║¦n 0(zero), c├Āng tß╗æt. Trß║Ż lß╗Øi cho ŌĆ£Gi├Ī trß╗ŗ ─æo lß║Ęp lß║Īi cß╗¦a tß╗½ng ngŲ░ß╗Øi ─æo c├│ ß╗Ģn ─æß╗ŗnh kh├┤ng?ŌĆØ CH├Ü ├Ø !!! Nß║┐u gi├Ī trß╗ŗ ─æo tiß║┐n ─æß║┐n giß╗øi hß║Īn kiß╗ām so├Īt cß╗¦a biß╗āu ─æß╗ō R, nguy├¬n nh├ón phß║Żi ─æŲ░ß╗Żc ─æiß╗üu tra v├Ā mß║½u phß║Żi ─æŲ░ß╗Żc ─æo mß╗øi. Trß║Ż lß╗Øi cho ŌĆ£C├│ ─æß╗¦ n─āng lß╗▒c ph├ón biß╗ćt c├Īc chi tiß║┐t kh├Īc nhau kh├┤ng? NgŲ░ß╗Żc lß║Īi vß╗øi biß╗āu ─æß╗ō R, c├Īc ─æiß╗ām ─æo c├Āng xa control limits c├Āng tß╗æt.
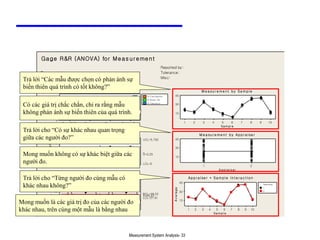
- 33. Measurement System Analysis- 33 Pe rc e n t Part-to-Part Reprod Repeat Gage R&R 100 50 0 % Contribution % Study Var % Tolerance Sa m p l e R a n g e 5.0 2.5 0.0 _ R=2.25 UCL=5.792 LCL=0 1 2 Sa m p l e M e a n 45 30 15 _ _ X=24.22 UCL=26.52 LCL=21.91 1 2 Sampl e 10 9 8 7 6 5 4 3 2 1 45 30 15 A pprai s er 2 1 45 30 15 Sampl e A v e ra g e 10 9 8 7 6 5 4 3 2 1 45 30 15 1 2 Appraiser Gage name: Date of study: Reported by: Tolerance: Misc: C ompon e n t s of Va r ia t ion R C h a r t by Appr a ise r Xba r C h a r t by Appr a ise r M e a su r e me n t by Sa mple M e a su r e me n t by Appr a ise r Appr a ise r * Sa mple In t e r a c t ion Gage R&R (ANOVA) for Meas urement Trß║Ż lß╗Øi ŌĆ£C├Īc mß║½u ─æŲ░ß╗Żc chß╗Źn c├│ phß║Żn ├Īnh sß╗▒ biß║┐n thi├¬n qu├Ī tr├¼nh c├│ tß╗æt kh├┤ng?ŌĆØ C├│ c├Īc gi├Ī trß╗ŗ chß║»c chß║»n, chß╗ē ra rß║▒ng mß║½u kh├┤ng phß║Żn ├Īnh sß╗▒ biß║┐n thi├¬n cß╗¦a qu├Ī tr├¼nh. Trß║Ż lß╗Øi cho ŌĆ£C├│ sß╗▒ kh├Īc nhau quan trß╗Źng giß╗»a c├Īc ngŲ░ß╗Øi ─æo?ŌĆØ Mong muß╗æn kh├┤ng c├│ sß╗▒ kh├Īc biß╗ćt giß╗»a c├Īc ngŲ░ß╗Øi ─æo. Trß║Ż lß╗Øi cho ŌĆ£Tß╗½ng ngŲ░ß╗Øi ─æo c├╣ng mß║½u c├│ kh├Īc nhau kh├┤ng?ŌĆØ Mong muß╗æn l├Ā c├Īc gi├Ī trß╗ŗ ─æo cß╗¦a c├Īc ngŲ░ß╗Øi ─æo kh├Īc nhau, tr├¬n c├╣ng mß╗Öt mß║½u l├Ā bß║▒ng nhau
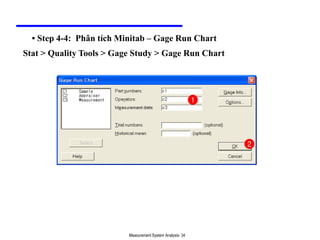
- 34. Measurement System Analysis- 34 ŌĆó Step 4-4: Ph├ón t├Łch Minitab ŌĆō Gage Run Chart Stat > Quality Tools > Gage Study > Gage Run Chart 1 2
- 35. Measurement System Analysis- 35 - Giß║Żi th├Łch ─æß╗ō thß╗ŗ > ─Éß╗ō thß╗ŗ hiß╗ān thß╗ŗ khß║Ż n─āng t├Īi sinh v├Ā khß║Ż n─āng lß║Ęp lß║Īi bß╗¤i ngŲ░ß╗Øi ─æo v├Ā sß║Żn phß║®m. > N├│ dß╗ģ d├Āng ph├Īt hiß╗ćn ra c├Īc th├│i quen ─æo lŲ░ß╗Øng cß╗¦a ngŲ░ß╗Øi ─æo cß╗ź thß╗ā, vß║źn ─æß╗ü xß║Ży ra khi ─æo mß║½u cß╗ź thß╗ā.. > ─ÉŲ░ß╗Øng n├®t ─æß╗®t ß╗¤ giß╗»a chß╗ē ra trung b├¼nh cß╗¦a tß║źt cß║Ż c├Īc gi├Ī trß╗ŗ ─æo. A ppra is e r Me a s u r e me n t Mean 40 30 20 10 40 30 20 10 Mean 1 2 3 4 5 6 7 8 9 10 1 2 Appraiser Gage name: Date of study: Reported by: Tolerance: Misc: Panel variable: Sample Gage Run Chart of Meas urement by Sample, Apprais er
- 36. Measurement System Analysis- 36 ŌĆó BŲ░ß╗øc 4-5: C├Īc h├Ānh ─æß╗Öng khß║»c phß╗źc khi kß║┐t quß║Ż ph├ón t├Łch l├Ā kh├┤ng tß╗æt - Xem x├®t xem ph├ón t├Łch ─æŲ░ß╗Żc thß╗▒c hiß╗ćn th├Łch hß╗Żp > Mß║½u ─æŲ░ß╗Żc chß╗Źn c├│ ─æß║Īi diß╗ćn cho to├Ān bß╗Ö biß║┐n thi├¬n kh├┤ng? > C├Īc nh├ón tß╗æ kh├┤ng b├¼nh thŲ░ß╗Øng, c├│ xuß║źt hiß╗ćn khi thß╗▒c hiß╗ćn thß╗▒c nghiß╗ćm? > C├│ sß╗▒ tŲ░ŲĪng t├Īc n├Āo giß╗»a ngŲ░ß╗Øi v├Ā mß║½u kh├┤ng? > N├│ c├│ vß║źn ─æß╗ü khi lß║Ęp lß║Īi? N├│ c├│ vß║źn ─æß╗ü khi t├Īi sinh? - Nß║┐u hß╗ć thß╗æng ─æo kh├┤ng c├│ khß║Ż n─āng ph├ón biß╗ćt sß╗▒ biß║┐n thi├¬n cß╗¦a mß║½u, bß║Īn cß║¦n thß╗▒c hiß╗ćn ph├ón t├Łch xem n├│ c├│ khß║Ż n─āng ─æo mß║½u so vß╗øi ti├¬u chuß║®n (N├│ c├│ ph├ón biß╗ćt ─æŲ░ß╗Żc h├Āng tß╗æt, xß║źu hay kh├┤ng?) - Nß║┐u nguß╗ōn biß║┐n thi├¬n chiß║┐m Ų░u thß║┐ l├Ā khß║Ż n─āng lß║Ęp lß║Īi (gage), bß║Īn cß║¦n thay thß║┐, sß╗Ła chß╗»a hay ─æiß╗üu chß╗ēnh dß╗źng cß╗ź. - Nß║┐u nguß╗ōn biß║┐n thi├¬n chiß║┐m Ų░u thß║┐ l├Ā khß║Ż n─āng t├Īi sinh, bß║Īn cß║¦n ─æiß╗üu tra xu hŲ░ß╗øng cß╗¦a ngŲ░ß╗Øi ─æo, bß╗¤i v├¼ n├│ thŲ░ß╗Øng g├óy ra bß╗¤i xu hŲ░ß╗øng cß╗¦a ngŲ░ß╗Øi ─æo. - Nß║┐u n├│ l├Ā vß║źn ─æß╗ü tß╗Ģng hß╗Żp, bß║Īn cß║¦n xem x├®t lß║Īi SOP bß╗¤i v├¼ n├│ thŲ░ß╗Øng g├óy ra bß╗¤i SOP.
- 37. Measurement System Analysis- 37 BŲ░ß╗øc 5 Xem x├®t sß╗▒ ß╗Ģn ─æß╗ŗnh Sß╗▒ ß╗Ģn ─æß╗ŗnh l├Ā khi c├Īc gi├Ī trß╗ŗ ─æo ─æŲ░ß╗Żc c├│ duy tr├¼ kh├┤ng ─æß╗Ģi trong mß╗Öt khoß║Żng thß╗Øi gian d├Āi hay kh├┤ng. Ti├¬u chuß║®n ─æ├Īnh gi├Ī giß╗æng nhŲ░ l├Ā cß╗¦a accuracy. BŲ░ß╗øc 6 Kß║┐t luß║Łn Xem x├®t to├Ān diß╗ćn xem c├│ bß║źt kß╗│ mß║½u thuß║½n vß╗ü mß║Ęt logic trong ph├ón t├Łch hß╗ć thß╗æng ─æo lŲ░ß╗Øng. ŌĆ£B├óy giß╗Ø dß╗» liß╗ću ─æo ─æŲ░ß╗Żc tß╗½ hß╗ć thß╗æng cß╗¦a ch├║ng ta ─æ├Ż tin cß║Ły chŲ░a?
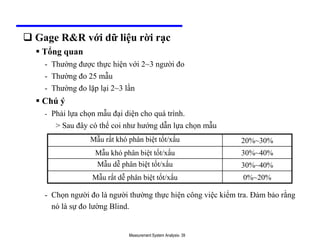
- 38. Measurement System Analysis- 38 Ph├ón t├Łch Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng vß╗øi dß╗» liß╗ću rß╗Øi rß║Īc ’ü▒ Ph├ón t├Łch Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng vß╗øi dß╗» liß╗ću rß╗Øi rß║Īc Mß╗Öt ph├ón t├Łch ─æ├Īnh gi├Ī, gi├Ī trß╗ŗ ─æo nhß║Łn ─æŲ░ß╗Żc cß╗¦a dß╗» liß╗ću rß╗Øi rß║Īc (v├Ł dß╗ź. Tß╗æt/ xß║źu) vß╗ü mß╗®c ─æß╗Ö accurate v├Ā precise tß╗æt nhŲ░ thß║┐ n├Āo ’ü▒ Mß╗źc ─æ├Łch - Quyß║┐t ─æß╗ŗnh, xem ngŲ░ß╗Øi kiß╗ām tra ra quyß║┐t ─æß╗ŗnh ch├Łnh x├Īc kh├┤ng, dß╗▒a tr├¬n c├╣ng ti├¬u chuß║®n, kh├┤ng ph├ón biß╗ćt thiß║┐t bß╗ŗ hay ca l├Ām viß╗ćcŌĆ” - Khß║Żng ─æß╗ŗnh sß╗▒ ─æß╗ōng nhß║źt cß╗¦a ngŲ░ß╗Øi kiß╗ām tra - ─Éß╗ā x├Īc nhß║Łn xem c├Īc quyß║┐t ─æß╗ŗnh cß╗¦a ngŲ░ß╗Øi kiß╗ām tra c├│ tŲ░ŲĪng ß╗®ng vß╗øi gi├Ī trß╗ŗ thß╗▒c hay kh├┤ng? - X├Īc ─æß╗ŗnh c├Īc khu vß╗▒c y├¬u cß║¦u ─æ├Āo tß║Īo th├¬m hay chuß║®n h├│a quy tr├¼nhŌĆ”
- 39. Measurement System Analysis- 39 ’ü▒ Gage R&R vß╗øi dß╗» liß╗ću rß╗Øi rß║Īc ’é¦ Tß╗Ģng quan - ThŲ░ß╗Øng ─æŲ░ß╗Żc thß╗▒c hiß╗ćn vß╗øi 2~3 ngŲ░ß╗Øi ─æo - ThŲ░ß╗Øng ─æo 25 mß║½u - ThŲ░ß╗Øng ─æo lß║Ęp lß║Īi 2~3 lß║¦n ’é¦ Ch├║ ├Į - Phß║Żi lß╗▒a chß╗Źn mß║½u ─æß║Īi diß╗ćn cho qu├Ī tr├¼nh. > Sau ─æ├óy c├│ thß╗ā coi nhŲ░ hŲ░ß╗øng dß║½n lß╗▒a chß╗Źn mß║½u - Chß╗Źn ngŲ░ß╗Øi ─æo l├Ā ngŲ░ß╗Øi thŲ░ß╗Øng thß╗▒c hiß╗ćn c├┤ng viß╗ćc kiß╗ām tra. ─Éß║Żm bß║Żo rß║▒ng n├│ l├Ā sß╗▒ ─æo lŲ░ß╗Øng Blind. Mß║½u rß║źt kh├│ ph├ón biß╗ćt tß╗æt/xß║źu 20%~30% Mß║½u kh├│ ph├ón biß╗ćt tß╗æt/xß║źu 30%~40% Mß║½u dß╗ģ ph├ón biß╗ćt tß╗æt/xß║źu 30%~40% Mß║½u rß║źt dß╗ģ ph├ón biß╗ćt tß╗æt/xß║źu 0%~20%
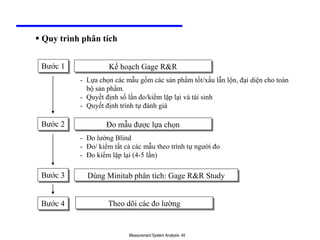
- 40. Measurement System Analysis- 40 BŲ░ß╗øc 1 Kß║┐ hoß║Īch Gage R&R ’é¦ Quy tr├¼nh ph├ón t├Łch BŲ░ß╗øc 2 BŲ░ß╗øc 3 BŲ░ß╗øc 4 ─Éo mß║½u ─æŲ░ß╗Żc lß╗▒a chß╗Źn D├╣ng Minitab ph├ón t├Łch: Gage R&R Study Theo d├Ąi c├Īc ─æo lŲ░ß╗Øng - Lß╗▒a chß╗Źn c├Īc mß║½u gß╗ōm c├Īc sß║Żn phß║®m tß╗æt/xß║źu lß║½n lß╗Ön, ─æß║Īi diß╗ćn cho to├Ān bß╗Ö sß║Żn phß║®m. - Quyß║┐t ─æß╗ŗnh sß╗æ lß║¦n ─æo/kiß╗ām lß║Ęp lß║Īi v├Ā t├Īi sinh - Quyß║┐t ─æß╗ŗnh tr├¼nh tß╗▒ ─æ├Īnh gi├Ī - ─Éo lŲ░ß╗Øng Blind - ─Éo/ kiß╗ām tß║źt cß║Ż c├Īc mß║½u theo tr├¼nh tß╗▒ ngŲ░ß╗Øi ─æo - ─Éo kiß╗ām lß║Ęp lß║Īi (4-5 lß║¦n)
- 41. Measurement System Analysis- 41 ’ü▒ V├Ł dß╗ź Mß╗Öt dß╗▒ ├Īn cß║Żi tiß║┐n tß╗Ę lß╗ć sai hß╗Ång cß╗¦a mß╗Öt qu├Ī tr├¼nh sß║Żn xuß║źt m├Ān h├¼nh CRT sß║Į ─æŲ░ß╗Żc thß╗▒c hiß╗ćn. Hß╗ć thß╗æng ─æo lŲ░ß╗Øng ─æŲ░ß╗Żc ─æ├Īnh gi├Ī theo tr├¼nh tß╗▒ ─æ├Īnh gi├Ī qu├Ī tr├¼nh kiß╗ām cuß╗æi l├Ā ch├Łnh x├Īc hay kh├┤ng, khi quyß║┐t ─æß╗ŗnh c├Īc m├Ān h├¼nh tß╗æt hay xß║źu.
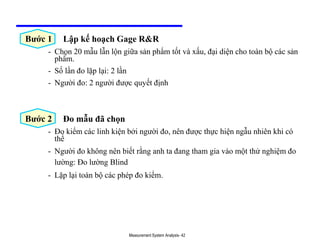
- 42. Measurement System Analysis- 42 BŲ░ß╗øc 1 Lß║Łp kß║┐ hoß║Īch Gage R&R - Chß╗Źn 20 mß║½u lß║½n lß╗Ön giß╗»a sß║Żn phß║®m tß╗æt v├Ā xß║źu, ─æß║Īi diß╗ćn cho to├Ān bß╗Ö c├Īc sß║Żn phß║®m. - Sß╗æ lß║¦n ─æo lß║Ęp lß║Īi: 2 lß║¦n - NgŲ░ß╗Øi ─æo: 2 ngŲ░ß╗Øi ─æŲ░ß╗Żc quyß║┐t ─æß╗ŗnh BŲ░ß╗øc 2 ─Éo mß║½u ─æ├Ż chß╗Źn - ─Éo kiß╗ām c├Īc linh kiß╗ćn bß╗¤i ngŲ░ß╗Øi ─æo, n├¬n ─æŲ░ß╗Żc thß╗▒c hiß╗ćn ngß║½u nhi├¬n khi c├│ thß╗ā - NgŲ░ß╗Øi ─æo kh├┤ng n├¬n biß║┐t rß║▒ng anh ta ─æang tham gia v├Āo mß╗Öt thß╗Ł nghiß╗ćm ─æo lŲ░ß╗Øng: ─Éo lŲ░ß╗Øng Blind - Lß║Ęp lß║Īi to├Ān bß╗Ö c├Īc ph├®p ─æo kiß╗ām.
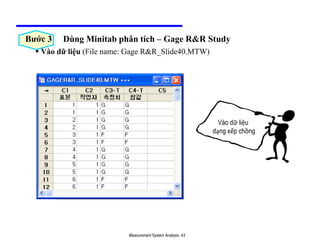
- 43. Measurement System Analysis- 43 BŲ░ß╗øc 3 D├╣ng Minitab ph├ón t├Łch ŌĆō Gage R&R Study ’é¦ V├Āo dß╗» liß╗ću (File name: Gage R&R_║▌║▌▀Ż40.MTW) V├Āo dß╗» liß╗ću dß║Īng xß║┐p chß╗ōng
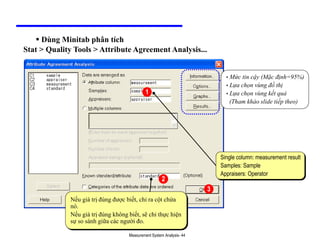
- 44. Measurement System Analysis- 44 1 3 Single column: measurement result Samples: Sample Appraisers: Operator 2 ŌĆó Mß╗®c tin cß║Ły (Mß║Ęc ─æß╗ŗnh=95%) ŌĆó Lß╗▒a chß╗Źn v├╣ng ─æß╗ō thß╗ŗ ŌĆó Lß╗▒a chß╗Źn v├╣ng kß║┐t quß║Ż (Tham khß║Żo slide tiß║┐p theo) ’é¦ D├╣ng Minitab ph├ón t├Łch Stat > Quality Tools > Attribute Agreement Analysis... Nß║┐u gi├Ī trß╗ŗ ─æ├║ng ─æŲ░ß╗Żc biß║┐t, chß╗ē ra cß╗Öt chß╗®a n├│. Nß║┐u gi├Ī trß╗ŗ ─æ├║ng kh├┤ng biß║┐t, sß║Į chß╗ē thß╗▒c hiß╗ćn sß╗▒ so s├Īnh giß╗»a c├Īc ngŲ░ß╗Øi ─æo.
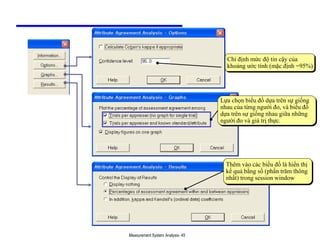
- 45. Measurement System Analysis- 45 Chß╗ē ─æß╗ŗnh mß╗®c ─æß╗Ö tin cß║Ły cß╗¦a khoß║Żng Ų░ß╗øc t├Łnh (mß║Ęc ─æß╗ŗnh =95%) Lß╗▒a chß╗Źn biß╗āu ─æß╗ō dß╗▒a tr├¬n sß╗▒ giß╗æng nhau cß╗¦a tß╗½ng ngŲ░ß╗Øi ─æo, v├Ā biß╗āu ─æß╗ō dß╗▒a tr├¬n sß╗▒ giß╗æng nhau giß╗»a nhß╗»ng ngŲ░ß╗Øi ─æo v├Ā gi├Ī trß╗ŗ thß╗▒c. Th├¬m v├Āo c├Īc biß╗āu ─æß╗ō l├Ā hiß╗ān thß╗ŗ kß║┐ quß║Ż bß║▒ng sß╗æ (phß║¦n tr─ām th├┤ng nhß║źt) trong session window
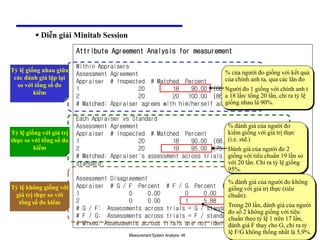
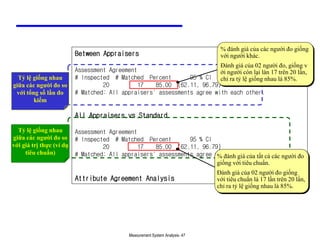
- 46. Measurement System Analysis- 46 Attribute Agreement Analysis for measurement Within Appraisers Assessment Agreement Appraiser # Inspected # Matched Percent 95 % CI 1 20 18 90.00 (68.30, 98.77) 2 20 20 100.00 (86.09, 100.00) # Matched: Appraiser agrees with him/herself across trials. Each Appraiser vs Standard Assessment Agreement Appraiser # Inspected # Matched Percent 95 % CI 1 20 18 90.00 (68.30, 98.77) 2 20 19 95.00 (75.13, 99.87) # Matched: Appraiser's assessment across trials agrees with the known standard. Assessment Disagreement Appraiser # G / F Percent # F / G Percent # Mixed Percent 1 0 0.00 0 0.00 2 10.00 2 0 0.00 1 5.88 0 0.00 # G / F: Assessments across trials = G / standard = F. # F / G: Assessments across trials = F / standard = G. # Mixed: Assessments across trials are not identical. ’é¦ Diß╗ģn giß║Żi Minitab Session Tß╗Ę lß╗ć giß╗æng nhau giß╗»a c├Īc ─æ├Īnh gi├Ī lß║Ęp lß║Īi so vß╗øi tß╗Ģng sß╗æ ─æo kiß╗ām Tß╗Ę lß╗ć giß╗æng vß╗øi gi├Ī trß╗ŗ thß╗▒c so vß╗øi tß╗Ģng sß╗æ ─æo kiß╗ām Tß╗Ę lß╗ć kh├┤ng giß╗æng vß╗øi gi├Ī trß╗ŗ thß╗▒c so vß╗øi tß╗Ģng sß╗æ ─æo kiß╗ām % cß╗¦a ngŲ░ß╗Øi ─æo giß╗æng vß╗øi kß║┐t quß║Ż cß╗¦a ch├Łnh anh ta, qua c├Īc lß║¦n ─æo NgŲ░ß╗Øi ─æo 1 giß╗æng vß╗øi ch├Łnh anh t a 18 lß║¦n/ tß╗Ģng 20 lß║¦n, chß╗ē ra tß╗Ę lß╗ć giß╗æng nhau l├Ā 90%. % ─æ├Īnh gi├Ī cß╗¦a ngŲ░ß╗Øi ─æo kiß╗ām giß╗æng vß╗øi gi├Ī trß╗ŗ thß╗▒c (i.e. std.) ─É├Īnh gi├Ī cß╗¦a ngŲ░ß╗Øi ─æo 2 giß╗æng vß╗øi ti├¬u chuß║®n 19 lß║¦n so vß╗øi 20 lß║¦n. Chß╗ē ra tß╗Ę lß╗ć giß╗æng 95%. % ─æ├Īnh gi├Ī cß╗¦a ngŲ░ß╗Øi ─æo kh├┤ng giß╗æng vß╗øi gi├Ī trß╗ŗ thß╗▒c (ti├¬u chuß║®n). Trong 20 lß║¦n, ─æ├Īnh gi├Ī cß╗¦a ngŲ░ß╗Øi ─æo sß╗æ 2 kh├┤ng giß╗æng vß╗øi ti├¬u chuß║®n theo tß╗Ę lß╗ć 1 tr├¬n 17 lß║¦n, ─æ├Īnh gi├Ī F thay cho G, chß╗ē ra tß╗Ę lß╗ć F/G kh├┤ng thß╗æng nhß║źt l├Ā 5,9%.
- 47. Measurement System Analysis- 47 Between Appraisers Assessment Agreement # Inspected # Matched Percent 95 % CI 20 17 85.00 (62.11, 96.79) # Matched: All appraisers' assessments agree with each other. All Appraisers vs Standard Assessment Agreement # Inspected # Matched Percent 95 % CI 20 17 85.00 (62.11, 96.79) # Matched: All appraisers' assessments agree with the known standard. Attribute Agreement Analysis Tß╗Ę lß╗ć giß╗æng nhau giß╗»a c├Īc ngŲ░ß╗Øi ─æo so vß╗øi tß╗Ģng sß╗æ lß║¦n ─æo kiß╗ām Tß╗Ę lß╗ć giß╗æng nhau giß╗»a c├Īc ngŲ░ß╗Øi ─æo so vß╗øi gi├Ī trß╗ŗ thß╗▒c (v├Ł dß╗ź ti├¬u chuß║®n) % ─æ├Īnh gi├Ī cß╗¦a c├Īc ngŲ░ß╗Øi ─æo giß╗æng vß╗øi ngŲ░ß╗Øi kh├Īc. ─É├Īnh gi├Ī cß╗¦a 02 ngŲ░ß╗Øi ─æo, giß╗æng v ß╗øi ngŲ░ß╗Øi c├▓n lß║Īi l├Ān 17 tr├¬n 20 lß║¦n, chß╗ē ra tß╗Ę lß╗ć giß╗æng nhau l├Ā 85%. % ─æ├Īnh gi├Ī cß╗¦a tß║źt cß║Ż c├Īc ngŲ░ß╗Øi ─æo giß╗æng vß╗øi ti├¬u chuß║®n. ─É├Īnh gi├Ī cß╗¦a 02 ngŲ░ß╗Øi ─æo giß╗æng vß╗øi ti├¬u chuß║®n l├Ā 17 lß║¦n tr├¬n 20 lß║¦n, chß╗ē ra tß╗Ę lß╗ć giß╗æng nhau l├Ā 85%.
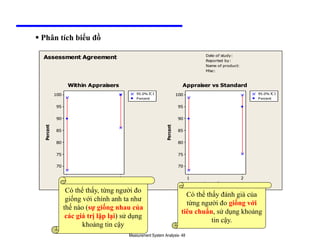
- 48. Measurement System Analysis- 48 Appraiser Percent 2 1 100 95 90 85 80 75 70 95.0% ?C I Percent Appraiser Percent 2 1 100 95 90 85 80 75 70 95.0% ?C I Percent Date of study: Reported by: Name of product: Misc: Assessment Agreement Within Appraisers Appraiser vs Standard ’é¦ Ph├ón t├Łch biß╗āu ─æß╗ō C├│ thß╗ā thß║źy ─æ├Īnh gi├Ī cß╗¦a tß╗½ng ngŲ░ß╗Øi ─æo giß╗æng vß╗øi ti├¬u chuß║®n, sß╗Ł dß╗źng khoß║Żng tin cß║Ły. C├│ thß╗ā thß║źy, tß╗½ng ngŲ░ß╗Øi ─æo giß╗æng vß╗øi ch├Łnh anh ta nhŲ░ thß║┐ n├Āo (sß╗▒ giß╗æng nhau cß╗¦a c├Īc gi├Ī trß╗ŗ lß║Ęp lß║Īi) sß╗Ł dß╗źng khoß║Żng tin cß║Ły
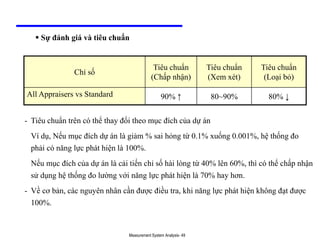
- 49. Measurement System Analysis- 49 - Ti├¬u chuß║®n tr├¬n c├│ thß╗ā thay ─æß╗Ģi theo mß╗źc ─æ├Łch cß╗¦a dß╗▒ ├Īn V├Ł dß╗ź, Nß║┐u mß╗źc ─æ├Łch dß╗▒ ├Īn l├Ā giß║Żm % sai hß╗Ång tß╗½ 0.1% xuß╗æng 0.001%, hß╗ć thß╗æng ─æo phß║Żi c├│ n─āng lß╗▒c ph├Īt hiß╗ćn l├Ā 100%. Nß║┐u mß╗źc ─æ├Łch cß╗¦a dß╗▒ ├Īn l├Ā cß║Żi tiß║┐n chß╗ē sß╗æ h├Āi l├▓ng tß╗½ 40% l├¬n 60%, th├¼ c├│ thß╗ā chß║źp nhß║Łn sß╗Ł dß╗źng hß╗ć thß╗æng ─æo lŲ░ß╗Øng vß╗øi n─āng lß╗▒c ph├Īt hiß╗ćn l├Ā 70% hay hŲĪn. - Vß╗ü cŲĪ bß║Żn, c├Īc nguy├¬n nh├ón cß║¦n ─æŲ░ß╗Żc ─æiß╗üu tra, khi n─āng lß╗▒c ph├Īt hiß╗ćn kh├┤ng ─æß║Īt ─æŲ░ß╗Żc 100%. Chß╗ē sß╗æ Ti├¬u chuß║®n (Chß║źp nhß║Łn) Ti├¬u chuß║®n (Xem x├®t) Ti├¬u chuß║®n (Loß║Īi bß╗Å) All Appraisers vs Standard 90% Ōåæ 80~90% 80% Ōåō ’é¦ Sß╗▒ ─æ├Īnh gi├Ī v├Ā ti├¬u chuß║®n
- 50. Measurement System Analysis- 50 BŲ░ß╗øc 4 Theo d├Ąi c├Īc ─æo lŲ░ß╗Øng - Nß║┐u c├│ sß╗▒ sai lß╗ćch ─æo kiß╗ām xß║Ży ra trong bß║Żn th├ón 01 ngŲ░ß╗Øi ─æo kiß╗ām? Cß║¦n xem x├®t ti├¬u chuß║®n cß╗¦a ngŲ░ß╗Øi ─æo ─æß╗ā ra kß║┐t luß║Łn, quy tr├¼nh ─æo kiß╗ām, ─æ├Āo tß║Īo, m├┤i trŲ░ß╗Øng, ─æß║Ęc t├ŁnhŌĆ” - Nß║┐u sß╗▒ sai lß╗ćch ─æo kiß╗ām xß║Ży ra giß╗»a c├Īc ngŲ░ß╗Øi ─æo? Cß║¦n xem x├®t sß║Żn phß║®m m├Ā ─æ├Ż xß║Ży ra sai lß╗ćch Cß║¦n xem x├®t sß╗▒ kh├Īc biß╗ćt vß╗ü m├┤i trŲ░ß╗Øng giß╗»a c├Īc ngŲ░ß╗Øi ─æo, ti├¬u chuß║®n, quy tr├¼nh ─æo kiß╗ām, ─æ├Āo tß║Īo,.. - Nß║┐u xuß║źt hiß╗ćn sai lß╗ćch giß╗»a ngŲ░ß╗Øi ─æo v├Ā gi├Ī trß╗ŗ thß╗▒c (v├Ł dß╗ź ti├¬u chuß║®n)? Cß║¦n xem x├®t mß╗æi quan hß╗ć giß╗»a gi├Ī trß╗ŗ thß╗▒c ti├¬u chuß║®n v├Ā ngŲ░ß╗Øi ─æo kiß╗ām - Phß║Żi x├Īc ─æß╗ŗnh ch├Łnh x├Īc nguy├¬n nh├ón cß╗¦a vß║źn ─æß╗ü, thß╗▒c hiß╗ćn ─æo sß╗▒ cß║Żi tiß║┐n cß╗¦a vß║źn ─æß╗ü v├Ā sau ─æ├│ ph├ón t├Łch lß║Īi hß╗ć thß╗æng ─æo lŲ░ß╗Øng ─æß╗ā khß║Żng ─æß╗ŗnh n├│ tß║Īi mß╗®c ─æß╗Ö c├│ thß╗ā chß║źp nhß║Łn ─æŲ░ß╗Żc.
- 51. Measurement System Analysis- 51 C├Īc trŲ░ß╗Øng hß╗Żp ngoß║Īi trß╗½ ’ü▒ Trong trŲ░ß╗Øng hß╗Żp kh├┤ng ─æß╗¦ mß║½u Khi chß╗ē c├│ 01 mß║½u, sß╗Ł dß╗źng c├Īc mß║½u thay thß║┐, c├│ xem x├®t ─æß║┐n c├Īc ti├¬u chuß║®nŌĆ” vd) Ch├║ng ta kh├┤ng nhß║źt thiß║┐t phß║Żi sß╗Ł dß╗źng ngŲ░ß╗Øi thß╗▒c ─æß╗ā kiß╗ām tra accuracy & precision cß╗¦a dß╗źng cß╗ź ─æo chiß╗üu cao. Mannequin c├│ thß╗ā ─æŲ░ß╗Żc d├╣ng ─æß╗ā thay thß║┐. ’ü▒ Trong trŲ░ß╗Øng hß╗Żp thß╗▒c nghiß╗ćm ph├Ī hß╗¦y Cß╗æ gß║»ng t├¼m c├Īc ─æß║Ęc t├Łnh thay thß║┐ th├Łch hß╗Żp. ’ü▒ Trong trŲ░ß╗Øng hß╗Żp ─æo lŲ░ß╗Øng lß║Ęp lß║Īi dŲ░ß╗øi c├╣ng mß╗Öt ─æiß╗üu kiß╗ćn l├Ā kh├┤ng thß╗ā Chß╗ē kiß╗ām tra khß║Ż n─āng t├Īi sinh th├┤i vd) Thß╗Øi gian bay cß╗¦a m├Īy bay giß║źy Tß╗½ ─æiß╗üu kiß╗ćn ─æa dß║Īng cß╗¦a mß╗Śi lß║¦n trß╗▒c th─āng giß║źy ─æŲ░ß╗Żc n├óng trong kh├┤ng kh├Ł, hß║¦u nhŲ░ kh├┤ng thß╗ā lß║Ęp lß║Īi c├Īc ph├®p ─æo dŲ░ß╗øi c├╣ng mß╗Öt m├┤i trŲ░ß╗Øng Do vß║Ły, trong trŲ░ß╗Øng hß╗Żp n├Āy, khß║Ż n─āng t├Īi sinh giß╗»a c├Īc ngŲ░ß╗Øi ─æo, c├│ thß╗ā l├Ā ph├ón t├Łch bß╗¤i nhiß╗üu ─æo trong c├╣ng mß╗Öt thß╗Øi gian.
- 52. Measurement System Analysis- 52 T├│m tß║»t ’ü▒ Ph├ón t├Łch Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng ─É├Īnh gi├Ī hay thß║®m ─æß╗ŗnh hß╗ć thß╗æng ─æo lŲ░ß╗Øng ─æß╗ā ─æß║Żm bß║Żo sß╗▒ tin cß║Ły cß╗¦a dß╗» liß╗ću. TrŲ░ß╗øc khi thu thß║Łp dß╗» liß╗ću ─æß╗ā x├Īc ─æß╗ŗnh n─āng lß╗▒c hiß╗ćn tß║Īi (vd. ─æŲ░ß╗Øng cŲĪ sß╗¤) cß╗¦a qu├Ī tr├¼nh, cß║¦n cß║Żi tiß║┐n, cß║¦n khß║Żng ─æß╗ŗnh dß╗» liß╗ću ─æŲ░ß╗Żc thu thß║Łp c├│ tin cß║Ły kh├┤ng. ’ü▒ Biß║┐n thi├¬n tß╗½ Hß╗ć thß╗æng ─Éo lŲ░ß╗Øng Biß║┐n thi├¬n giß╗»a c├Īc hß╗ć thß╗æng ─æo lŲ░ß╗Øng Biß║┐n thi├¬n trong hß╗ć thß╗æng ─æo lŲ░ß╗Øng Precision Reproducibility (Khß║Ż n─āng lß║Ęp lß║Īi) Repeatability (Khß║Ż n─āng t├Īi sinh) Accuracy Bias- ─Éß╗Ö lß╗ćch Linearity- ─Éß╗Ö tuyß║┐n t├Łnh Stability- ─Éß╗Ö ß╗Ģn ─æß╗ŗnh