



–ª–µ–∫—Ü–∏—è 15
- 1. –õ–µ–∫—Ü–∏—è 15 –ü–æ—Å–ª–µ —Ñ–æ—Ä–º–æ–≤–∞–Ω–∏—è –∞—Ä–º–∞—Ç—É—Ä–∞ –∏ —Å–≤—è–∑—É—é—â–µ–µ –Ω–∞—Ö–æ–¥—è—Ç—Å—è –ø–æ–¥ –¥–µ–π—Å—Ç–≤–∏–µ–º –≤–Ω—É—Ç—Ä–µ–Ω–Ω–∏—Ö –Ω–∞–ø—Ä—è–∂–µ–Ω–∏–π, –∫–æ—Ç–æ—Ä—ã–µ –º–æ–∂–Ω–æ —Ä–∞–∑–¥–µ–ª–∏—Ç—å –ø–æ –ø—Ä–∏—Ä–æ–¥–µ –∏—Ö –ø—Ä–æ–∏—Å—Ö–æ–∂–¥–µ–Ω–∏—è –Ω–∞ —Ç—Ä–∏ –≤–∏–¥–∞: —Å—Ç—Ä—É–∫—Ç—É—Ä–Ω—ã–µ, —É—Å–∞–¥–æ—á–Ω—ã–µ, —Ç–µ—Ä–º–∏—á–µ—Å–∫–∏–µ
- 2. –°—Ç—Ä—É–∫—Ç—É—Ä–Ω—ã–µ –Ω–∞–ø—Ä—è–∂–µ–Ω–∏—è –≤—ã–∑—ã–≤–∞—é—Ç—Å—è —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–∏–º –Ω–∞—Ç—è–∂–µ–Ω–∏–µ–º –∞—Ä–º–∞—Ç—É—Ä—ã –≤ –ø—Ä–æ—Ü–µ—Å—Å–µ –Ω–∞–º–æ—Ç–∫–∏. –î–æ —Å–Ω—è—Ç–∏—è —Å –æ–ø—Ä–∞–≤–∫–∏ —Å—Ç—Ä—É–∫—Ç—É—Ä–Ω—ã–µ –Ω–∞–ø—Ä—è–∂–µ–Ω–∏—è –¥–µ–π—Å—Ç–≤—É—é—Ç —Ç–æ–ª—å–∫–æ –≤ –≤–æ–ª–æ–∫–Ω–∞—Ö, –≤ —Å–≤—è–∑—É—é—â–µ–º –∏—Ö –Ω–µ—Ç. –£—Å–∞–¥–æ—á–Ω—ã–µ –Ω–∞–ø—Ä—è–∂–µ–Ω–∏—è –≤–æ–∑–Ω–∏–∫–∞—é—Ç –≤ –≤–æ–ª–æ–∫–Ω–∞—Ö –∞—Ä–º–∞—Ç—É—Ä—ã –∏ —Å–≤—è–∑—É—é—â–µ–º –≤—Å–ª–µ–¥—Å—Ç–≤–∏–µ —É–º–µ–Ω—å—à–µ–Ω–∏—è –æ–±—ä–µ–º–∞ (—É—Å–∞–¥–∫–∏) —Å–≤—è–∑—É—é—â–µ–≥–æ –ø—Ä–∏ –µ–≥–æ –æ—Ç–≤–µ—Ä–∂–¥–µ–Ω–∏–∏. –í–µ–ª–∏—á–∏–Ω–∞ —É—Å–∞–¥–∫–∏ –º–æ–∂–µ—Ç –∏–∑–º–µ–Ω—è—Ç—å—Å—è –æ—Ç 2 –¥–æ 30% –≤ –∑–∞–≤–∏—Å–∏–º–æ—Å—Ç–∏ –æ—Ç –ø—Ä–∏—Ä–æ–¥—ã –∫–æ–º–ø–∞—É–Ω–¥–∞. –¢–µ—Ä–º–∏—á–µ—Å–∫–∏–µ –Ω–∞–ø—Ä—è–∂–µ–Ω–∏—è –æ–±—É—Å–ª–æ–≤–ª–µ–Ω—ã —Ä–∞–∑–Ω–æ—Å—Ç—å—é –∫–æ—ç—Ñ—Ñ–∏—Ü–∏–µ–Ω—Ç–æ–≤ –ª–∏–Ω–µ–π–Ω–æ–≥–æ —Ä–∞—Å—à–∏—Ä–µ–Ω–∏—è –∞—Ä–º–∞—Ç—É—Ä—ã –∏ —Å–≤—è–∑—É—é—â–µ–≥–æ –∏ –Ω–µ—Ä–∞–≤–Ω–æ–º–µ—Ä–Ω–æ—Å—Ç—å—é —Ä–∞—Å–ø—Ä–µ–¥–µ–ª–µ–Ω–∏—è —Ç–µ–º–ø–µ—Ä–∞—Ç—É—Ä –≤ –æ–±—ä–µ–º–µ –∏–∑–¥–µ–ª–∏—è.
- 3. Схемы возникновения технологических напряжений: а – структурные, б – усадочные, в – термические; 1 – арматура, 2 – матрица
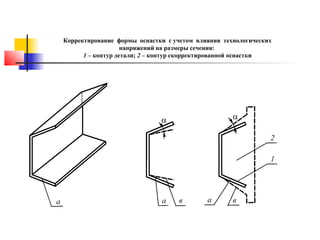
- 4. Корректирование формы оснастки с учетом влияния технологических напряжений на размеры сечения: 1 – контур детали; 2 – контур скорректированной оснастки
- 5. –ü—Ä–∏–µ–º—ã —É–º–µ–Ω—å—à–µ–Ω–∏—è —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–∏—Ö –Ω–∞–ø—Ä—è–∂–µ–Ω–∏–π –ö –ø—Ä–∞–∫—Ç–∏—á–µ—Å–∫–∏–º –ø—Ä–∏–µ–º–∞–º —É–º–µ–Ω—å—à–µ–Ω–∏—è —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–∏—Ö –Ω–∞–ø—Ä—è–∂–µ–Ω–∏–π —Å–ª–µ–¥—É–µ—Ç –æ—Ç–Ω–µ—Å—Ç–∏: ‚àí —Ä–∞–≤–Ω–æ–º–µ—Ä–Ω—ã–π –∏ –º–µ–¥–ª–µ–Ω–Ω—ã–π –Ω–∞–≥—Ä–µ–≤ –∏ –æ—Ö–ª–∞–∂–¥–µ–Ω–∏–µ, –∫–∞–∫ –ø—Ä–∞–≤–∏–ª–æ, –ø–æ —Å—Ç—É–ø–µ–Ω—á–∞—Ç–æ–º—É –∑–∞–∫–æ–Ω—É; ‚àí –∏—Å–ø–æ–ª—å–∑–æ–≤–∞–Ω–∏–µ —Ç–æ–Ω–∫–æ—Å—Ç–µ–Ω–Ω–æ–π –æ—Å–Ω–∞—Å—Ç–∫–∏ —Å –∫–æ—ç—Ñ—Ñ–∏—Ü–∏–µ–Ω—Ç–æ–º –ª–∏–Ω–µ–π–Ω–æ–≥–æ —Ä–∞—Å—à–∏—Ä–µ–Ω–∏—è, –±–ª–∏–∑–∫–∏–º –∫ –∫–æ—ç—Ñ—Ñ–∏—Ü–∏–µ–Ω—Ç—É –∫–æ–º–ø–æ–∑–∏—Ç–∞. –¢–∞–∫–∞—è –æ—Å–Ω–∞—Å—Ç–∫–∞ –Ω–µ –±—É–¥–µ—Ç —Å—Ç–µ—Å–Ω—è—Ç—å –º–∞—Ç–µ—Ä–∏–∞–ª –≤ –ø—Ä–æ—Ü–µ—Å—Å–µ —É—Å–∞–¥–∫–∏ –∏ —Ç–µ–º–ø–µ—Ä–∞—Ç—É—Ä–Ω—ã—Ö –∏–∑–º–µ–Ω–µ–Ω–∏–π –æ–±—ä–µ–º–∞; ‚àí –ø—Ä–∞–≤–∏–ª—å–Ω—ã–π –≤—ã–±–æ—Ä —É–∫–ª–∞–¥–∫–∏ –∞—Ä–º–∞—Ç—É—Ä—ã –≤ –º–∞—Ç—Ä–∏—Ü–µ; ‚àí –∫–æ—Ä—Ä–µ–∫—Ç–∏—Ä–æ–≤–∫—É —Ñ–æ—Ä–º—ã –∏ —Ä–∞–∑–º–µ—Ä–æ–≤ –æ—Å–Ω–∞—Å—Ç–∫–∏ –Ω–∞ –≤–µ–ª–∏—á–∏–Ω—É –ø–æ—Å–ª–µ–¥—É—é—â–∏—Ö –∏–∑–º–µ–Ω–µ–Ω–∏–π —Ñ–æ—Ä–º—ã –∏–∑–¥–µ–ª–∏—è.
- 6. –ü—Ä–∏–µ–º—ã —É–º–µ–Ω—å—à–µ–Ω–∏—è —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–∏—Ö –Ω–∞–ø—Ä—è–∂–µ–Ω–∏–π –ö –ø—Ä–∞–∫—Ç–∏—á–µ—Å–∫–∏–º –ø—Ä–∏–µ–º–∞–º —É–º–µ–Ω—å—à–µ–Ω–∏—è —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–∏—Ö –Ω–∞–ø—Ä—è–∂–µ–Ω–∏–π —Å–ª–µ–¥—É–µ—Ç –æ—Ç–Ω–µ—Å—Ç–∏: ‚àí —Ä–∞–≤–Ω–æ–º–µ—Ä–Ω—ã–π –∏ –º–µ–¥–ª–µ–Ω–Ω—ã–π –Ω–∞–≥—Ä–µ–≤ –∏ –æ—Ö–ª–∞–∂–¥–µ–Ω–∏–µ, –∫–∞–∫ –ø—Ä–∞–≤–∏–ª–æ, –ø–æ —Å—Ç—É–ø–µ–Ω—á–∞—Ç–æ–º—É –∑–∞–∫–æ–Ω—É; ‚àí –∏—Å–ø–æ–ª—å–∑–æ–≤–∞–Ω–∏–µ —Ç–æ–Ω–∫–æ—Å—Ç–µ–Ω–Ω–æ–π –æ—Å–Ω–∞—Å—Ç–∫–∏ —Å –∫–æ—ç—Ñ—Ñ–∏—Ü–∏–µ–Ω—Ç–æ–º –ª–∏–Ω–µ–π–Ω–æ–≥–æ —Ä–∞—Å—à–∏—Ä–µ–Ω–∏—è, –±–ª–∏–∑–∫–∏–º –∫ –∫–æ—ç—Ñ—Ñ–∏—Ü–∏–µ–Ω—Ç—É –∫–æ–º–ø–æ–∑–∏—Ç–∞. –¢–∞–∫–∞—è –æ—Å–Ω–∞—Å—Ç–∫–∞ –Ω–µ –±—É–¥–µ—Ç —Å—Ç–µ—Å–Ω—è—Ç—å –º–∞—Ç–µ—Ä–∏–∞–ª –≤ –ø—Ä–æ—Ü–µ—Å—Å–µ —É—Å–∞–¥–∫–∏ –∏ —Ç–µ–º–ø–µ—Ä–∞—Ç—É—Ä–Ω—ã—Ö –∏–∑–º–µ–Ω–µ–Ω–∏–π –æ–±—ä–µ–º–∞; ‚àí –ø—Ä–∞–≤–∏–ª—å–Ω—ã–π –≤—ã–±–æ—Ä —É–∫–ª–∞–¥–∫–∏ –∞—Ä–º–∞—Ç—É—Ä—ã –≤ –º–∞—Ç—Ä–∏—Ü–µ; ‚àí –∫–æ—Ä—Ä–µ–∫—Ç–∏—Ä–æ–≤–∫—É —Ñ–æ—Ä–º—ã –∏ —Ä–∞–∑–º–µ—Ä–æ–≤ –æ—Å–Ω–∞—Å—Ç–∫–∏ –Ω–∞ –≤–µ–ª–∏—á–∏–Ω—É –ø–æ—Å–ª–µ–¥—É—é—â–∏—Ö –∏–∑–º–µ–Ω–µ–Ω–∏–π —Ñ–æ—Ä–º—ã –∏–∑–¥–µ–ª–∏—è.