autoleveller.pptx
?Download as PPTX, PDF?
1 like?34 views

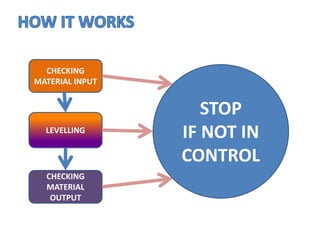
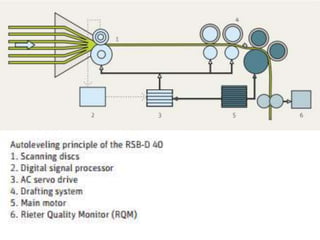
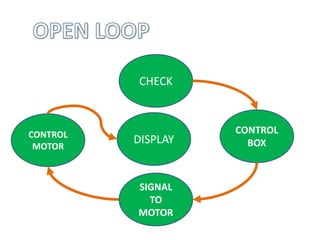
This document discusses uniform weight per unit length systems used in processes like warping to control weight and loss. It can be applied to materials like cotton, polyester blends and waste fibers. It describes how the system works using a sliver feed, measuring system like a finger or disc to sense pressure, rollers and motors controlled by a signal correction system. Parameters like roller clearance and disc thickness must be optimized based on material thickness. The system aims to automatically level weight deviations up to 18% by correcting under or overdraft through servo motor control points compared to the desired hank weight. Settings can be calibrated through a control box interface.










autoleveller.pptx
- 2. UNIFORM WEIGHT PER UNIT LENGTH SAME WEIGHT PER METER LENGTH OF MATERIAL of LAP SLIVER YARN ETC Controls Count CV% Controls uniform weight of the package Controls loss on bottom at Warping stage FUNCTION :- TO MAKE
- 4. WHICH MATERIAL CAN BE APPLIED ON COTTON POLYESTER COTTON BLENDS POLYESTER VISCOSE BLENDS WASTE COTTON FIBRES ETC
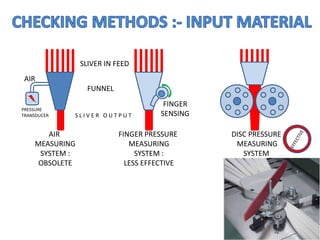
- 6. SLIVER IN FEED FUNNEL S L I V E R O U T P U T AIR PRESSURE TRANSDUCER FINGER SENSING AIR MEASURING SYSTEM : OBSOLETE FINGER PRESSURE MEASURING SYSTEM : LESS EFFECTIVE DISC PRESSURE MEASURING SYSTEM
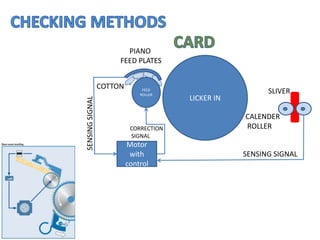
- 7. FEED ROLLER LICKER IN PIANO FEED PLATES COTTON Motor with control CALENDER ROLLER SLIVER SENSING SIGNAL SENSING SIGNAL CORRECTION SIGNAL
- 8. FRONT BOTTOM ROLLER MIDDLE BOTTOM ROLLER BACK BOTTOM ROLLER FRONT DRIVE MOTOR BACK AND MIDDLE PRECISION DRIVE MOTOR
- 11. D ĻC 40, TD -03 TC -03, TD -03 MARZOLI
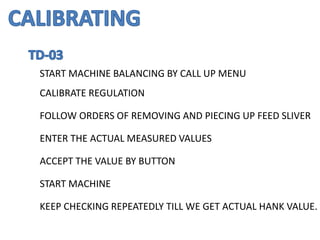
- 15. START MACHINE BALANCING BY CALL UP MENU CALIBRATE REGULATION FOLLOW ORDERS OF REMOVING AND PIECING UP FEED SLIVER ENTER THE ACTUAL MEASURED VALUES ACCEPT THE VALUE BY BUTTON START MACHINE KEEP CHECKING REPEATEDLY TILL WE GET ACTUAL HANK VALUE.
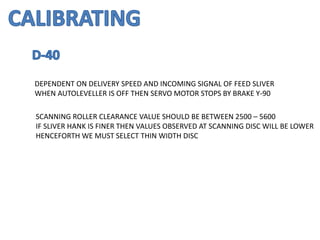
- 16. DEPENDENT ON DELIVERY SPEED AND INCOMING SIGNAL OF FEED SLIVER WHEN AUTOLEVELLER IS OFF THEN SERVO MOTOR STOPS BY BRAKE Y-90 SCANNING ROLLER CLEARANCE VALUE SHOULD BE BETWEEN 2500 ĻC 5600 IF SLIVER HANK IS FINER THEN VALUES OBSERVED AT SCANNING DISC WILL BE LOWER HENCEFORTH WE MUST SELECT THIN WIDTH DISC
- 17. THIN FEED LEADING TO NO SENSING OF MATERIAL REDUCE THE DISC THICHNESS TO SENSE MATERIAL CORRECTLY THICK FEED LEADING TO ERRATIC SENSING OF MATERIAL ?NCREASE THE DISC SIZE TO SENSE MATERIAL CORRECTLY
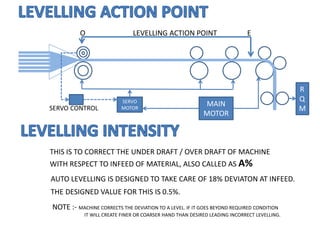
- 18. SERVO MOTOR MAIN MOTOR R Q M SERVO CONTROL LEVELLING ACTION POINT O E THIS IS TO CORRECT THE UNDER DRAFT / OVER DRAFT OF MACHINE WITH RESPECT TO INFEED OF MATERIAL, ALSO CALLED AS A% AUTO LEVELLING IS DESIGNED TO TAKE CARE OF 18% DEVIATON AT INFEED. THE DESIGNED VALUE FOR THIS IS 0.5%. NOTE :- MACHINE CORRECTS THE DEVIATION TO A LEVEL. IF IT GOES BEYOND REQUIRED CONDITION IT WILL CREATE FINER OR COARSER HAND THAN DESIRED LEADING INCORRECT LEVELLING.
- 19. THICK INFEED DESIRED HANK AFTER CORRECTION ACTUAL HANK AFTER CORRECTION INFEED SLIVER THIN INFEED
- 20. DESIRED HANK AFTER CORRECTION ACTUAL HANK AFTER CORRECTION INFEED SLIVER THIN INFEED THICK INFEED
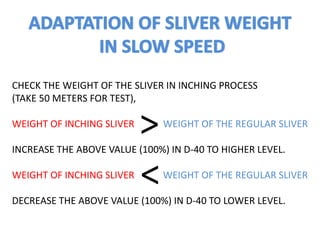
- 21. CHECK THE WEIGHT OF THE SLIVER IN INCHING PROCESS (TAKE 50 METERS FOR TEST), WEIGHT OF INCHING SLIVER WEIGHT OF THE REGULAR SLIVER INCREASE THE ABOVE VALUE (100%) IN D-40 TO HIGHER LEVEL. WEIGHT OF INCHING SLIVER WEIGHT OF THE REGULAR SLIVER DECREASE THE ABOVE VALUE (100%) IN D-40 TO LOWER LEVEL. > <