10. Phay rÃĢnh then, bà i giášĢng cÃīng ngháŧ, cÃīng ty Sotech, http://sotech.vn

KÃnh gáŧi QuÃ― khÃĄch hà ng, Láŧi Äᚧu tiÊn, CÃīng ty TNHH ThÆ°ÆĄng Mᚥi CÃīng Ngháŧ và Dáŧch VáŧĨ Káŧđ Thuášt Miáŧn Nam (Sotech), xin gáŧi táŧi QuÃ― khÃĄch hà ng láŧi chà o trÃĒn tráŧng và láŧi chÚc sáŧĐc kháŧe! CÃīng ty Sotech hoᚥt Äáŧng trong lÄĐnh váŧąc M&E, chuyÊn cung cášĨp cÃĄc dáŧch váŧĨ và sášĢn phášĐm: DáŧCH VáŧĪ: + LášŊp Äáš·t thiášŋt báŧ + Thi cÃīng ÄÆ°áŧng áŧng + LášŊp Äáš·t tank, báŧn, háŧ xáŧ lÃ― nÆ°áŧc + Thi cÃīng sà n thao tÃĄc, cᚧu thang, lan can + Thi cÃīng bášĢo Ãīn, cÃĄch nhiáŧt + Thi cÃīng háŧ tháŧng Äiáŧn + Dáŧch váŧĨ bášĢo trÃŽ SášĒN PHášĻM: + Cung cášĨp vášt tÆ° inox + Cung cášĨp thiášŋt báŧ cÃīng nghiáŧp + Gia cÃīng, chášŋ tᚥo mÃĄy + Cho thuÊ thiášŋt báŧ cÃīng nghiáŧp Cho cÃĄc ngà nh: nÆ°áŧc uáŧng, tháŧąc phášĐm, xáŧ lÃ― nÆ°áŧc, nhà mÃĄy bia, háŧ tháŧng lÃē hÆĄi, và cÃĄc dáŧch váŧĨ khÃĄc theo yÊu cᚧu cáŧ§a QuÃ― khÃĄch hà ng. Váŧi trang thiášŋt báŧ hiáŧn Äᚥi, cÃīng ngháŧ tiÊn tiášŋn và Äáŧi ngÅĐ káŧđ sÆ°, cÃīng nhÃĒn là nh ngháŧ, cÃīng ty Sotech luÃīn ÄÃĄp áŧĐng và tiášŋn táŧi sáŧą tháŧa mÃĢn nhu cᚧu cáŧ§a QuÃ― khÃĄch hà ng váŧ chášĨt lÆ°áŧĢng, giÃĄ cášĢ, tiášŋn Äáŧ bà n giao và dáŧch váŧĨ hášu mÃĢi. CÃīng ty chÚng tÃīi khÃīng ngáŧŦng phÃĄt triáŧn và tháŧąc hiáŧn thà nh cÃīng nhiáŧu dáŧą ÃĄn Äᚧu tÆ° táŧŦ nÆ°áŧc ngoà i cÅĐng nhÆ° trong nÆ°áŧc váŧi cÃĄc Äáŧi tÃĄc tiÊu biáŧu: Pepsico VietNam, Veolia Treatwater & Solution, Japan Engineering Co, Soltec VietNam, Sidel-Italia, Krones-Germany, UnileverâĶ CÃīng ty chÚng tÃīi rášĨt hÃĒn hᚥnh ÄÆ°áŧĢc háŧĢp tÃĄc váŧi cÃĄc ÄÆĄn váŧ, doanh nghiáŧp trong và ngoà i nÆ°áŧc. Chà o máŧŦng cÃĄc bᚥn Äášŋn váŧi Sotech: http://sotech.vn
Convert to study materialsBETA
Transform any presentation into ready-made study materialâselect from outputs like summaries, definitions, and practice questions.





10. Phay rÃĢnh then, bà i giášĢng cÃīng ngháŧ, cÃīng ty Sotech, http://sotech.vn
- 1. 1 BÃI 10 PHAY RášĒNH THEN
- 2. 2 BÃI 10 : PHAY RášĒNH THEN I. CÃC KHÃI NIáŧM Váŧ RášĒNH THEN 1. PhÃĒn loᚥi rášĢnh then 2. YÊu cᚧu káŧđ thuášt khi phay rášĢnh then II. CÃC PHÆŊÆ NG PHÃP PHAY RášĒNH THEN Báš°NG 1. Phay bášąng dao phay ngÃģn 2. phay bášąng dao phay dÄĐa III. KIáŧM TRA RášĒNH THEN IV. CÃC TRÆŊáŧNG HáŧĒP SAI HáŧNG KHI PHAY RášĒNH THEN V. BÃI TᚎP THáŧ°C HÃNH
- 3. 3 CÃC KHÃI NIáŧM I. PHÃN LOáš I THEN Và RášĒNH THEN 1. Then bášąng 2. Then vÃĄt 3. Then bÃĄn nguyáŧt 4. Then hoa II. YÃU CášĶU Káŧļ THUᚎT KHI PHAY RášĒNH THEN 1. Äáŧ chÃnh xÃĄc kÃch thÆ°áŧc gia cÃīng 2. Äáŧ chÃnh xÃĄc hÃnh háŧc 3. Äáŧ chÃnh xÃĄc váŧ trà 4. Äáŧ nhášģn báŧ máš·t
- 4. 4 CÃC PHÆŊÆ NG PHÃP PHAY RášĒNH THEN Báš°NG I. PHAY Báš°NG DAO PHAY NGÃN 1. Dao phay ngÃģn dÃđng phay rášĢnh then 2. GÃĄ tráŧĨc khi phay rášĢnh then 3. PhÆ°ÆĄng phÃĄp canh tÃĒm dao 4. CÃĄc phÆ°ÆĄng phÃĄp Än dao II. PHAY Báš°NG DAO PHAY DÄĻA 1. Dao phay dÄĐa dÃđng phay rášĢnh then 2. phÆ°ÆĄng phÃĄp canh tÃĒm dao
- 5. 5 DAO PHAY NGÃN DÃNG PHAY RášĒNH THEN I. DAO PHAY NGÃN II. KášļP DAO PHAY NGÃN Báš°NG ÄášĶU KášļP ÄÃN HáŧI
- 6. 6 CÃC PHÆŊÆ NG PHÃP Gà TRáŧĪC KHI PHAY RášĒNH THEN I. GÃĄ trÊn ÊtÃī gáŧ nhášđ bášąng bÚa nháŧąa hay bÚa gáŧÊtÃī chuyÊn dÃđng Äáŧ cáš·p tráŧĨc
- 7. 7 CÃC PHÆŊÆ NG PHÃP Gà TRáŧĪC KHI PHAY RášĒNH THEN II. Gà TRáŧĪC TRÃN ÄášĶU PHÃN Äáŧ 1.GÃĄ trÊn hai mÅĐi tÃĒm 2.GÃĄ khÆĄi 3.GÃĄ cáš·p máŧt Äᚧu +máŧt Äᚧu cháŧng tÃĒm 1 gÃĄ tráŧĨc trÊn Äᚧu phÃĒn Äáŧ và hiáŧu cháŧnh Äáŧ song song cáš·p 1Äᚧu khi chi tiášŋt ngášŊn
- 8. 8 PHÆŊÆ NG PHÃP CANH TÃM DAO I. PHÆŊÆ NG PHÃP Táš O HÃNH OVAL II. PHÆŊÆ NG PHÃP Rà CHáš M DAO PP tᚥo hÃŽnh oval D d/2 d L PP rà chᚥm dao Äᚧu dÃē tÃĒm khÃīng là m trᚧy xÆ°áŧc báŧ máš·t phÃīi
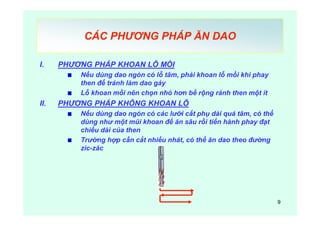
- 9. 9 CÃC PHÆŊÆ NG PHÃP ÄN DAO I. PHÆŊÆ NG PHÃP KHOAN Láŧ MáŧI Nášŋu dÃđng dao ngÃģn cÃģ láŧ tÃĒm, phášĢi khoan láŧ máŧi khi phay then Äáŧ trÃĄnh là m dao gášĢy Láŧ khoan máŧi nÊn cháŧn nháŧ hÆĄn báŧ ráŧng rášĢnh then máŧt Ãt II. PHÆŊÆ NG PHÃP KHÃNG KHOAN Láŧ Nášŋu dÃđng dao ngÃģn cÃģ cÃĄc lÆ°áŧĄi cášŊt pháŧĨ dà i quÃĄ tÃĒm, cÃģ tháŧ dÃđng nhÆ° máŧt mÅĐi khoan Äáŧ Än sÃĒu ráŧi tiášŋn hà nh phay Äᚥt chiáŧu dà i cáŧ§a then TrÆ°áŧng háŧĢp cᚧn cášŊt nhiáŧu nhÃĄt, cÃģ tháŧ Än dao theo ÄÆ°áŧng zic-zÄc
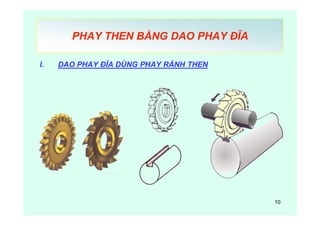
- 10. 10 PHAY THEN Báš°NG DAO PHAY ÄÄĻA I. DAO PHAY ÄÄĻA DÃNG PHAY RášĒNH THEN
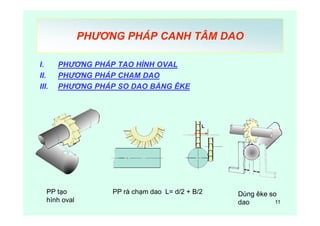
- 11. 11 PHÆŊÆ NG PHÃP CANH TÃM DAO I. PHÆŊÆ NG PHÃP Táš O HÃNH OVAL II. PHÆŊÆ NG PHÃP CHáš M DAO III. PHÆŊÆ NG PHÃP SO DAO Báš°NG ÃKE PP tᚥo hÃŽnh oval DÃđng Êke so dao PP rà chᚥm dao L= d/2 + B/2 L
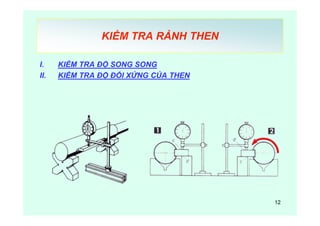
- 12. 12 KIáŧM TRA RášĒNH THEN I. KIáŧM TRA Äáŧ SONG SONG II. KIáŧM TRA Äáŧ ÄáŧI XáŧĻNG CáŧĶA THEN
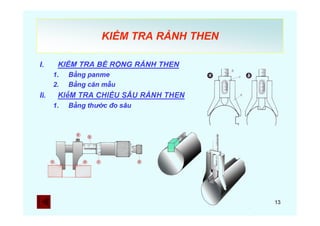
- 13. 13 KIáŧM TRA RášĒNH THEN I. KIáŧM TRA Báŧ RáŧNG RášĒNH THEN 1. Bášąng panme 2. Bášąng cÄn mášŦu II. KIáŧM TRA CHIáŧU SÃU RášĒNH THEN 1. Bášąng thÆ°áŧc Äo sÃĒu
- 14. 14 SAI HáŧNG KHI PHAY RášĒNH THEN I. Báŧ ráŧng rášĢnh báŧ sai 1. Do dao khÃīng ÄÚng 2. Do tráŧĨc chÃnh hay kášđp Äà n háŧi khÃīng Äáŧng tÃĒm II. Chiáŧu sÃĒu then báŧ sai Do Äiáŧu cháŧnh mÃĄy sai III. RášĢnh khÃīng song song váŧi ÄÆ°áŧng tráŧĨc 1. Do ÊtÃī hoáš·c Äᚧu phÃĒn Äáŧ hiáŧu cháŧnh sai 2. Do bÄng mÃĄy báŧ mÃēn IV. RášĢnh then khÃīng Äáŧi xáŧĐng Do canh tÃĒm dao sai
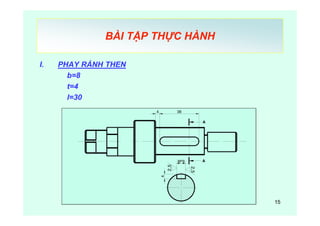
- 15. 15 BÃI TᚎP THáŧ°C HÃNH I. PHAY RášĒNH THEN b=8 t=4 l=30 4 36 8P94 2,5 2,5 A A
- 16. 16 CHUášĻN Báŧ GIA CÃNG I. MÃY PHAY MÃĄy phay ÄáŧĐng II. DAO PHAY Dao phay ngÃģn 2 lÆ°áŧĄi cášŊt ÎĶ8 III. Äáŧ Gà Äᚧu phÃĒn Äáŧ IV. DáŧĪNG CáŧĪ ÄO thÆ°áŧc cáš·p cÄn mášŦu thÆ°áŧc Äo sÃĒu