






































Cap.ii sistemul de prelucrare cnc
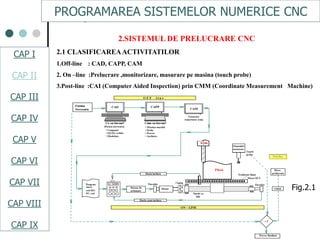
- 1. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.SISTEMUL DE PRELUCRARE CNC 2.1 CLASIFICAREAACTIVITATILOR 1.Off-line : CAD, CAPP, CAM 2. On ŌĆōline :Prelucrare ,monitorizare, masurare pe masina (touch probe) 3.Post-line :CAI (Computer Aided Inspection) prin CMM (Coordinate Measurement Machine) PROGRAMAREA SISTEMELOR NUMERICE CNC Fig.2.1 CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 2. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.1.1 ACTIVITATI OFF-LINE Scop : generarea programului sursa de prelucrare pe masina CNC Etape : 1. Desenul piesei pe baza caruia se genereaza Modelul geometric in 2D/3D, CAD 2.Generarea informatiilor necesare prelucrarii: itinerarul tehnologic, alegerea masinii-unelte, a sculelor, a dispozitivelor si a parametrilor de aschiere, CAPP; 3.Realizarea programului sursa de prelucrare: generarea traiectoriei sculei pe baza informatiilor CAD, CAPP, CAM. Se urmareste: -eliminarea interferentelor sculei cu piesa , dispozitive etc. -minimizarea timpului de prelucrare. CAM important pentru generarea traiectoriilor pe m-u cu 4-5 axe. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 3. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.1.2 ACTIVITATI ON-LINE Scopul: realizarea fizica a piesei In aceasta faza echipamentul CNC citeste programul de prelucrare, il memoreaza si initiaza comenzile pentru deplasarea sculei : -pozitia sculei -contolul vitezei PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 4. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.1.3 ACTIVITATI POST-LINE Scop : compararea geometriei piesei realizate cu a modelului Se desfasoara dupa procesul de prelucrare Activitatea se deruleaza in cadrul CAI. Se utilizeaza o masina de masurat in coordonate CMM STEP NC PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 5. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 6. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.2 COMPONENTELE SISTEMULUI DE ACTIONARE Fig.2.11 Mecanismul de actionare servo cuprinde: -servomotorul -mecanismul pentru transmiterea puterii. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 7. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Mecanismul de actionare arbore principal Fig.2.12 PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 8. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII BUCLE DE CONTROL Fig.2.13 Bucla semi inchisa Reprezinta solutia cea mai raspandita .Encoderul , cu rol de detector de pozitie, evidentiaza pozitia unghiulara a surubului cu bile (SB). PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 9. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Bucla inchisa: Fig.2.14 Presupune utilizarea unui traductor linear pentru masurarea deplasarii lineare a mesei. Precizia surubului cu bile nu influenteaza precizia de pozitionare. PROGRAMAREA SISTEMELOR NUMERICE CNC ╬Ą CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 10. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Bucla hibrida Fig.2.15 Se recomanda in situatiile in care este necesar un castig mai mic ( fara a se putea spori rigiditatea proportional cu greutatea elementelor in miscare sau reduce pierderea de miscare). Cazul masinilor ŌĆōunelte grele. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 11. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.3 COMPONENTELE UNUI SISTEM CNC In general un sistem CNC se compune din trei componente: -unuitatea NC care asigura interfata utilizator si realizeaza controlul pozitiei; -motorul de actionare -unitatea de actionare In sens ingust numai unitatea NC este denumita sistem CNC. Din punct de vedere functional sistemul CNC cuprinde: unitatea MMI (Man Machine Interface), unitatea NCK (Kernel NC) si unitatea PLC (Programmable Logic Control) PROGRAMAREA SISTEMELOR NUMERICE CNC NCK MMI PLC Fig.2.16 CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 12. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII MMI:-asigura interfata utilizator/echipament NC; - executa comenzi de operare a masinii; - afiseaza starea masinii; - realizeaza functii de editare a programului piesa; - comunicare; NCK:- interpreteaza programul; - executa operatiile de interpolare; - realizeaza controlul pozitiei; - compenseaza erorile; - controleaza servosistemul de actionare; PLC:- controleaza secventele de schimbare a sculei; - a vitezei (turatiei); - schimbarea piesei; - asigura semnale pentru porturile IN/OUT; - controleaza comportamentul general al masinii, cu exceptia servoactionarii PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 13. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.3.1 Arhitectura unui sistem CNC din punctul de vedere hardware si software PROGRAMAREA SISTEMELOR NUMERICE CNC Fig.2.17 CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 14. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.3.2 FUNCTII MMI Asigura operarea generala a masiniii de catre operator. Principalele categorii de functii (5): 1.Functii de operare: asigura operarea masinii si afisarea starii acesteia (cota programata, efectuata, rest, corectiile active, parametrii tehnologici nume program/subprogram , regimul de lucru ŌĆōMDI, FRAZA CU FRAZA, AUTOMAT EDITARE ETC) PROGRAMAREA SISTEMELOR NUMERICE CNC Fig.2.19 Fig.2.18 CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 15. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII FUNCTII MMI 2.Functii pentru setarea parametrilor- pentru utilizare interna sunt 3 categorii: -parametrii masina pentru setarea reglarii masinii, a sistemului de actionare, corectii de scula,sistemul de coordinate; -parametrii utilizati in programele de prelucrare; -parametrii de adaptare, utilizati pentru adaptarea sistemului la cerintele utilizatorului. PROGRAMAREA SISTEMELOR NUMERICE CNC Fig.2.20 CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 16. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII FUNCTII MMI 3.Functii de editare program -se utilizeaza pentru editarea/modificarea programelor de prelucrare. Limbajul conversational. 4. Functii de monitorizare si alarma CNC informeaza utilizatorul despre starea Masinii prin monitorizare 5. Functii service sunt utilizate pentru a oferii asistenta utilizatorului. Tele-service, functia DNC. PROGRAMAREA SISTEMELOR NUMERICE CNC Fig.2.21 CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 17. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.3.4 FUNCTII NCK Procesorul central al ECN indeplineste trei functii importante: -controleaza pozitia organelor in miscare - realizeaza interpolarea prin controlul servo-actionarii - interpreteaza codurile din programul de prelucrare. 1. Functia de interpretor. Se realizzeaza in cadrul blocului de introducere a datelor: citirea liniilor din programul sursa, interpretarea lor, memorarea datelor in memoria tampon , dupa verificarea corectitudinii lor, si apoi in memoriile operative (registri ex. N, G, X,ŌĆ”ŌĆ”S,T,M), Memoria tampon asigura continuitatea deplasarii sculei. PROGRAMAREA SISTEMELOR NUMERICE CNC Fig.2.22 CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 18. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII FUNCTII NCK 2.Functia de interpolator.Se citesc datele din buffer si se calculeaza poztia si vitezele pe fiecare axa, rezultatul se memoreaza intr-un buffer de tyipul FIFO prin care se controleaza acceleratiile/deceleratiile. Interpolatorul genereaza un tren de impulsuri corespunzator cu datele traiectoriei. Numarul de impulsuri determina lungimea traiectoriei iar frecventa viteza de deplasare Ex. cursa de 50 mm, 1BLU=0.002 mm v=1m/min.Rezulta; 25000 impulsuri si frecventa 8333 imp./s 3.Functia de control accelerare-decelerare. Este executata prin utilizarea datelor de interpolare.Deoarece la porniri si opriri apar vibratii si socuri. Filtrarile pentru controlul acc/decc. se executa inainte de interpolare datelor si transferul catre control-pozitie. Pentru controlul acceleratiilor/deceleratiilor se realizeaza o filtrare in faza de pornire/oprire. Metoda se numesteaccelerare/decelerare dupa interpolare. Datele de la controlul acceler/deceler. Sunt transmise controlerului de pozitie , de regula de tip PID. 4.Functia de control-pozitie.Datele de la control acc.decc.sunt transferate unitatii de control pozitie.Transferul datelor se face la intervale constante de timp.De regula pentru controlul pozitiei se utilizeaza controlere de tipul PID. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 19. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.3.5 FUNCTII PLC Controlerele logice sunt utiluzate pentru a executa controlul secvential al masinii-unelte. Primele controlere au fost construite cu relee numaratoare diferite ciruite si programatoare de timp. Acum CL contin un numar restrans de dispozitive electrice incluzand ŌĆ”P si memorii capabile sa realizeze functii logice, de numarare, operatii aritmetice, programatoare de timp etc. La punerea sub tensiune a PLC-ului, memoria sistemului controleaza I/O, releele ,numaratoarele, memoreaza programul utilizator si datele ce urmeaza a fi interpretate de ŌĆ”ŌĆ”P. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 20. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC Fig.2.23 CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 21. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII SISTEMUL DE CONTROL Functiile NCK,PLCsi MMI trebuie executate la anumite intervale constante de timp in conformitate cu anumite prioritati . Sistemul CNC este de tipul unui system complex REAL-TIME Pentru a acoperi resursele procesorului este necesar un management adecvt de programare a executiei lor. Prioritatea maxima o are controlul pozitiei, urmata de interpolare, interpretor. Functia MMI are cea mai mica prioritate. Controlul pozitiei se activeaza la fiecare 1 msec., interpolatorul la 2 msec. iar interpretorul la fiecare 4 msec. Primele trei functii au un ciclu constant. MMI cu prioritatea minima, utilizeaza resursele in plus a procesorului dupa terminarea ciclului de executie a primelor trei functii. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 22. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.4 Sistemul numeric de prelucrare CAPI CAPIII CAPV CAPVI CAPVII Fig. 2.24. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 23. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Controlul deplas─ārilor: prin intermediul erorii Fig. 2.25. ╬Ą = aMbMVM + aJ1bJ1VJ1 + a0b0V0 + apbpVp + aRbRVR + aCSbCSVCS + aibiVi + aJ2bJ2VJ2 (2.1) ├Än care: a = 1 sau 0 ; b = -1 sau 1 VM ŌĆō valoarea pozi┼Żiei curente a sculei ├«n raport cu originea ma┼¤inii stabilit─ā prin microcontacte am = bm = 1 VJ1 ŌĆō valoarea jocului de ├«ntoarcere; aJ1 = bJ1 = 1 (se consider─ā numai deplasarea ├«n sensul negativ al axei) ; V0 ŌĆō deplasarea de origine a piesei ├«n raport cu originea ma┼¤inii; a0 = 1 ; b0 = -1 V ŌĆō deplasarea suplimentar─ā de origine prin G92. a = 1 ; b = -1 CAPI CAPIII CAPV CAPVI PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 24. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII VR ŌĆō valoarea cotei de referin┼Ż─ā, cotare incremental─ā, pozi┼Żia momentan─ā a sculei fa┼Ż─ā de OM la ├«nceputul deplas─ārii, se consider─ā ┼¤i convec┼Żia de joc VM VR = VM + aJ1VJ1 C├ónd se ia ├«n calcul VR, a0 = ap = 0 (fiind progr. G91) ┼¤i invers aR = 0 c├ónd se consider─ā V0 ┼¤i Vp; Valoarea bR = -1 ├«ntotdeauna; VCS ŌĆō valoarea corec┼Żiei de scul─ā, aCS = -1 c├ónd este programat─ā G43 (bCS = 1) sau G44 (bCS= -1); VI ŌĆō valoarea cotei programate aI = 1 bI = -1; VJ2 ŌĆō valoarea deplas─ārii suplimentare pentru pozition─āri unidirec┼Żionale, bJ2 = +1; CAPI CAPIII CAPV CAPVI PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 25. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Cand ╬Ą ŌåÆ 0 se initiaz─ā un ciclu de oprire; VR ŌĆō avans rapid; F ŌĆō avans programat; A0 ŌĆō anticipare oprire; ZP ŌĆō zona de reducere parabolic─ā a vitezei de avans; Din relatia (2.1) se poate deduce rela┼Żia: VD = VP ┬▒ VC ┬▒ VCM ┬▒ .............. ├«n care: VD ŌĆō valoarea deplas─ārii organului mobil; VP ŌĆō valoarea programat─ā; VC ŌĆō valoarea corec┼Żiei; VCM ŌĆō valoarea constantelor de ma┼¤in─ā; CAPI CAPIII CAPV CAPVI Fig. 2.26. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 26. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.5.1 Clasificarea ECN ’é¦ posibilit─ā┼Żi de prelucrare: PCP, PL, C; ’é¦ programarea cotelor: absolut (G90), incremental (G91); ’é¦ circuite de comand─ā: bucla ├«nchis─ā, deschis─ā; ’é¦ realizare: hardware, software. Posibilit─ā┼Żi de prelucrare: CAPI CAPIII CAPV CAPVI Fig. 2.28 PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 27. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.5.2 Sisteme de control Sisteme pas cu pas (MPP) Se mai numesc sisteme in bucla deschisa: ’é¦Motorul pas cu pas preia impulsuri(caracterizate prin amplitudine si frecventa) si le converteste in miscare de rotatie; ’é¦Probleme:MPP dezvolta un moment, de regula, scazut in raport de alte motoare,la depasirea lui apare ŌĆ£alunecareaŌĆØ. ’é¦Motorul nu ŌĆ£stieŌĆØ unde se gaseste , stie doar unde trebuie sa ajunga. CAPI CAPIII CAPV CAPVI Fig. 2.29. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 28. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Sistemul servo-motor de control CAPI CAPIII CAPV CAPVI CAPVII Fig. 2.30. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 29. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 2.6 Caracteristici principale ale masinilor CNC: ’é¦ masive, de regula de 4 ori mai grele decat o masina unealta conventionala; ’é¦ motoare de actionare puternice cu posibilitati de aschiere rapida (in concordanta cu sculele moderne).Puterea si turatia sunt de 4 ori mai mari(decat cu m-u conventionale); ’é¦ schimbator automat de scule cu capacitatea de la 8 la sute de scule si sistem de paletizare. ’āśMagazin de scule.(exemplu) CAPI CAPIII CAPV CAPVI Fig. 2.31. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 30. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII CAPI CAPIII CAPV CAPVI Video Schimbarea sculei Dublu clic pe imagine PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 31. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII ’āśSistemul de paletizare: Precizie ridicata, de regula 0,01- 0,001 mm. CAPI CAPIII CAPV CAPVI Fig. 2.32. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 32. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII CAPI CAPIII CAPV CAPVI Video Sistem de paletizare Dublu clic pe imagine PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 33. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII ’āśCum se realizeaza precizia (1): ’é¦ suruburi cu bile: CAPI CAPIII CAPV CAPVI Fig. 2.33. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 34. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII CAPI CAPIII CAPV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC Fig. 2.35.Fig. 2.34. CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 35. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII CAPI CAPIII CAPV CAPVI PROGRAMAREA SISTEMELOR NUMERICE CNC Fig. 2.36. CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 36. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII CAPI CAPIII CAPV CAPVI Video Surub cu bile Dublu clic pe imagine CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX PROGRAMAREA SISTEMELOR NUMERICE CNC
- 37. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII ’āśCum se realizeaza precizia (2): ’é¦ ghidaje de tip tanchete ( elimina sleep-slip-ul) Recirculabile FixeCAPI CAPIII CAPV CAPVI Fig. 2.38. IAMU-BLAJ PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 38. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII ’āśCum se realizeaza precizia (3): ’é¦ traductare de deplasare. CAPI CAPIII CAPV CAPVI Fig. 2.39. Encoder Heidenhain PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 39. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Animation CIM Bibliografie recomandata: -Programarea sistemelor numerice CNC : pg.:4-23 -Bazele programrii numerice: pg.:6-22 -Masini si instalatii in sisteme robotizate: pg.:160-165 ; pg.:185-192 CAPI CAPIII CAPV CAPVI Video CIM PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX