








![CAPI
CAPII
CAPIII
CAPV
CAP IV
CAPVI
CAPVII
PROGRAMAREA SISTEMELOR NUMERICE CNC
OPERATII ARITMETICE SI LOGICE
Functia Format Observatii
Suma #i=#j+#k;
Diferenta #i=#j - #k;
Produs #i=#j*#k;
Divizare #i=#j/#k;
Sin #i=SIN[#j]; unghiurile sunt
Cos #i=COS[#j]; indicate in grade
Tangenta #i=TAN[#j]; si minute:
Arcsin #i=ASIN[#j]; 90š si 30â se
Arccos #i=ACOS[#j]; scrie: 90.5
Arctangenta #i=ATAN[#j];
Radacina patrata #i=SQRT[#j];
Valoare absoluta #i=ABS[#j];
Rotunjire #i=ROUND[#j];
Logaritm natural #i=LN[#j];
Functia exponentiala #i=EXP[#j];
OR #i=#j OR #k;
XOR #i=#j XOR #k;
AND #i=#j AND #k;
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX](https://image.slidesharecdn.com/cap-160813224634/85/Cap-vi-subprograme-13-320.jpg)
![CAPI
CAPII
CAPIII
CAPV
CAP IV
CAPVI
CAPVII
PROGRAMAREA SISTEMELOR NUMERICE CNC
INSTRUCTIUNI MACRO SI NC
Urmatoarele blocuri intra in categoria MACRO:
- blocurile care contin operatii aritmetice si logice
- blocurile care contin intructiuni de control (ex. GÎĶTÎĶ, DÎĶ, END, etc.)
- blocurile care contin comenzi pentru apelarea macrourilor (G65, G66, G67 sau
alte coduri G si M)
Celelalte tipuri de blocuri intra in categoria instructiuni NC.
CONTROLUL FLUXULUI INFORMATIONAL
Fluxul informational dintr-un program NC poate fi controlat prin instructiunile:
GÎĶTÎĶ (salt neconditionat)
IF (salt conditionat: IFâĶ, THENâĶ)
WHILE (repetari WHILE)
Exemple:
o GÎĶTÎĶ 1;
GÎĶTÎĶ 10;
o conditie IF [#1 GT 10] GÎĶTÎĶ 2 conditie satisfacuta
nesatisfacuta Procesare
N2 G00 G91 X10.0
IF [#1 EQ #2] THEN #3=0
Daca #1=#2, #3=0
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX](https://image.slidesharecdn.com/cap-160813224634/85/Cap-vi-subprograme-14-320.jpg)

![CAPI
CAPII
CAPIII
CAPV
CAP IV
CAPVI
CAPVII
PROGRAMAREA SISTEMELOR NUMERICE CNC
o WHILE [expresie conditionata] DO m; (m=1,2,3)
Daca conditia daca conditia
nu este Procesare
este satisfacuta
satisfacuta
End m;
âĶ
Exemplu de program
0 0001;
#1=0;
#2=1;
WHILE [ #2 LE 10] DO 1;
#1=#1+#2;
#2=#2+1;
END 1;
M30;
Programul indica suma totala a numerelor de la 1 la 10.
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX](https://image.slidesharecdn.com/cap-160813224634/85/Cap-vi-subprograme-16-320.jpg)


![CAPI
CAPII
CAPIII
CAPV
CAP IV
CAPVI
CAPVII
APELARE MACROU
G 65 (apelare nemodala)
G 66 (apelare modala)
G67 (anulare modala)
G65 Pp L l <specificatie, argument>;
P â numarul programului ce se apeleaza
L â numarul de repetari
argument â date ce se asigneaza macroului
O 001;
âĶ
G65 P9010 L2 A1.0 B2.0
âĶ
âĶ
M30
O 9010;
#3=#1+#2
IF[#3GT360] GOTO 9;
G00 G91 X#3;
N9 M99;
La programarea adresei G65 este apelat macroul definit de adresa P (apelare
nemodala)
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX](https://image.slidesharecdn.com/cap-160813224634/85/Cap-vi-subprograme-19-320.jpg)




![CAPI
CAPII
CAPIII
CAPV
CAP IV
CAPVI
CAPVII
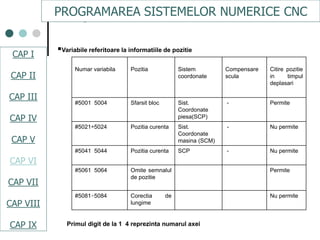
Exemplu: Ciclu de gaurire, gauri dispuse in structura circulara
Formatul de operare :
G65 P9100 Xx Yy Zz Rr Ff Ii Aa Bb
Hh
X â coordonata X a centrului
cercului
Y - coordonata Y a centrului cercului
Z â adancimea gaurii
R â coordonatele planului de
referinta
F â viteza de avans
I â raza cercului
A â unghiul de inceput pentru
gaurire
B â incrementul unghiular
H â numarul de gauri
P â nume (P=9000 - 9896)
Program
O 002;
G90 G92 X0.0 Y0.0 Z100.0;
G65 P9100 X100.0 Y50.0 R30.0 Z-50.0 F500 I100.0 A0
B45.0 H5;
M30;
Macrou
O 9100;
#3=#4003; âĶ âĶ âĶ Memoreaza G grupa 3 (G90,
G91)
G81 Z#26 R#18 F#9 K0; Ciclul de gaurire
IF[#3EQ90]GOTO 1; Salt la N1 pentru G90
#24=#5001+#24; Calc. coordonatei X a centrului;
#25=#5002+#25; Calc. coordonatei Y a centrului;
N1WHILE[#11GT0]DO1;Pana nr.de gauri ramase
devine zero
#5=#24+#4*COS[#1]; Calculeaza pozitia X pentru
gaurire;
#6=#25+#4*SIN[#1]; Pozitia Y pentru gaurire;
G90 X#5 Y#6; Executarea gaurii dupa
pozitionare;
#1=#1+#2; Incrementeaza unghiul;
#11=#11-1; Decrementeaza numarul gaurilor;
END 1;
G#3 G80; Revenire la codul G initial;
M99;
Fig. 6.9.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX](https://image.slidesharecdn.com/cap-160813224634/85/Cap-vi-subprograme-24-320.jpg)
![CAPI
CAPII
CAPIII
CAPV
CAP IV
CAPVI
CAPVII
0 005 programul principal nr. 5
N50 G90 X0 Y50 PoziÅĢionare pentru primul rÃĒnd
N60 G0 Z20 de gÄuri la z=20
N70 G65 P9090 L3 X50 Apelare macrou Åi
Y0 Z-20 R-15 T1000 asignare valori
F100 A3 pentru variabile
9090 MACROU
N10 G91
N20 G00 G82 X#24 Ciclul fix se executÄ de
Y#25 R#26 T#20 F#9 L#1 trei ori (A=3) pentru primul
rÃĒnd de gÄuri
N30 G00 X[3*#24] Y#24 PoziÅĢionare la rÃĒndul
urmÄtor de gÄuri
N40 G90 M99 Revenire ÃŪn programul
principal
%
Fig. 6.10.
PROGRAMAREA SISTEMELOR NUMERICE CNC
Exemplu:Structura de gauri dispuse in platou
G00
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX](https://image.slidesharecdn.com/cap-160813224634/85/Cap-vi-subprograme-25-320.jpg)
![CAPI
CAPII
CAPIII
CAPV
CAP IV
CAPVI
CAPVII
Blocul apelare macrou
N70 G65 P9090 L3 X50 Y0 Z-10 R-15 T1000 F100 A3
- distanÅĢa la prima gaurÄ pe axa X (#24)
- distanÅĢa la prima gaurÄ pe axa Y (#25)
- distanÅĢa de la planul de referinÅĢÄ R la suprafaÅĢa piesei
(#26)
- distanÅĢa de la poziÅĢia iniÅĢialÄ la planul de referinÅĢÄ R
(#18)
- oprire avans la fundul gaurii(#20)
- vitezÄ de avans (#9)
- numÄr de repetÄri a ciclului fix (#1)
Blocuri din macrou
N20 G99 G82 X#24 Y#25 Z#26 R#18 P#20 F#9 L#1
N30 G00 X-[3*#24] Y#24
G99 - revenirea sculei ÃŪn planul de referinÅĢÄ R
G82 ciclu fix de gÄurire
X, Y â distanÅĢe pÃĒnÄ la gÄuri
Z - cota gÄurii, considerÃĒnd Åi valoarea de depÄÅire la
fund
P - stop la sfÃĒrÅitul cursei cu avans de lucru
L - numÄr de repetÄri
Fig. 6.11.
PROGRAMAREA SISTEMELOR NUMERICE CNC
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX](https://image.slidesharecdn.com/cap-160813224634/85/Cap-vi-subprograme-26-320.jpg)

![CAPI
CAPII
CAPIII
CAPV
CAP IV
CAPVI
CAPVII
PROGRAMAREA SISTEMELOR NUMERICE CNC
P9110;
#1=#4001; memoreaza G00/G01
#3=#4003; memoreaza G90/G91
#4=#4109; memoreaza valoarea F
#5=#5003; memoreaza valoarea Z la inceputul burghierii
G00 G90 Z#18; pozitionare in R
G01 Z#26 F#9; deplasare in pozitia de inceput pe Z
IF [#4010 EQ 98] GÐĪTÐĪ 1; revenire in pozitia I
G00 Z#18; revenire in R
GÐĪTÐĪ 2;
N1 G00 Z#5; pozitionare in I
N2 G#1 G#3 F#4; resetare informatia modala
M99;
O 0001;
G28 G91 X0 Y0 Z0;
G92 X0 Y0 Z50.0;
G00 G90 X100.0 Y50.0;
G66 P9110 Z-20.0 R5.0 F500;
G90 X20.0 Y20.0;
X50.0;
Y50.0;
X70.0 Y80.0 G67;
M30;
CAP I
CAP II
CAP III
CAP IV
CAP V
CAP VI
CAP VII
CAP VIII
CAP IX](https://image.slidesharecdn.com/cap-160813224634/85/Cap-vi-subprograme-29-320.jpg)
Cap.vi subprograme
- 1. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 6.SUBPROGRAME De ce subprograme? Pentru a simplifica programul de prelucrare cÃĒnd prelucrarea implicÄ o anumitÄ secvenÅĢÄ fixÄ de acÅĢiuni sau o structurÄ ce se repetÄ frecvent. Apelarea subprogramului: - ÃŪn programul principal - ÃŪn subprograme(ÃŪnlÄnÅĢuire de maxim 5) Un subprogram se identificÄ prin: - prin numele (adresÄ, cifrÄ...) - prin instrucÅĢiunea de sfÃĒrÅit (M17, M99, ...) NumÄrul de repetÄri, definit prin modul de apelare. Adresele din cadrul subprogramelor pot fi urmate de: - cifre; - parametri; PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 2. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 6.1Configuratia unui subprogram Caracter ÃŪnceput Nume subprogram Blocuri Cod sfÃĒrÅit L L P M17 L340 nr.repetÄri nume subprogram sau nr.repetÄri nume subprogram Apelare (1) : Apelare (2): M98 P nr.repetÄri nume subprogram Fig. 6.1 PROGRAMAREA SISTEMELOR NUMERICE CNC %CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 3. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII R2=5 â adÃĒncimea de aÅchiere B1 â punctul de ÃŪnceput / sfarÅit subprogram % 53 LF N26 G90 XA1.......YA1 LF (poziÅĢia START) N27 L46 P1 R0=60 R1=30 R2=5 R3=8 LF N28 G90 XB1.......YB1 LF N29 L46 P1 R0=40 LF (poziÅĢia START) L46 LF N5 G01 G64 G91 Z = -R2 LF N10 X = R0 LF N15 G02 X=R3 Y=-R3 I0 J=-R3 LF N20 G01 Y=-R1 LF N25 G02 X=-R0 LF N30 G01 X=-R0 LF N35 G02 X=-R3 Y=R3 I0 J=R3 LF N40 G01 Y=R1 LF N45 G02 X=R3 Y=R3 I=R3 J0 LF N50 G01 Z=R2 LF 6.2 Exemple de subprograme Exemplul 1 PROGRAMAREA SISTEMELOR NUMERICE CNC Fig. 6.2. CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 4. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII % 53 LF N1_ _ _ N2 L11 P1 R1 = 50 R9 = 10 LF N3 _ _ _ LF . L11 LF N1 R1 = R1 â R9 LF N2 G00 G64 G17 G41 D01 x=-R1 y=R9 LF N3 R1 = R1 + R9 N4 G03 X = -R9 Y = -R9 I0 J = -R9 LF N5 X = R1 Y = -R1 I = R1 J0 LF N6 X = R1 Y = R1 I0 J = R1 LF N7 X = -R9 Y = R9 I = -R9 J0 LF N8 R1 = R1 â R9 LF N9 G00 G40 X = -R1 Y = -R9 LF N10 R1 = R1 + R9 M01 LF N11 M17 LF Exemplul 2. NotÄ:Apelarea unui subprogram poate fi facutÄ (de regulÄ) ÃŪntr-un bloc care conÅĢine programatÄ deplasare: N30 X150.0 M98 P120 apelarea subprogramului se face dupÄ realizarea deplasÄrii PROGRAMAREA SISTEMELOR NUMERICE CNC Fig. 6.3. CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 5. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Program principal %105 N1 G0 Z100 N2 G17 T1 M6 N3 G0 Z2 N4 N*1 G0 X80 Y50 N5 N*1 X130 Y80 N6 N*1 X180 Y50 N7 T0 N8 G0 Z100 N9 T2 M6 N10 L3 N3 N8 N*2 N11 T3 M6 N12 G0 Z5 N13 L1 N4 N8 N*3 N14 M30 N*1 G81 F200 S3150 Z-4 (op. centruire) N*2 G81 F200 S2500 Z-42 (op. burghiere) N*3 G84 F200 S200 Z-33 (op. filetare) A. TIP BLOC NC Apelare : N*1 Fig. 6.4. PROGRAMAREA SISTEMELOR NUMERICE CNC 6.3 Tipuri de subprograme CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 6. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Program principal % 200 LF N1 G17 T1 M3 M6 LF N5 N*1 G0 X51,0 Y28,5 Z2,0 N10 M30 N*1 G71 F500 S+1000 X90 X0,5 Y45 Y8.0 F100 Z 20.0 Z-5.0 Z-0.5 N*1 G71 F1_ _ S_ _X1_ _X2_ _Y1_ _Y2_ _ F2_ _ Z1_ _ Z2_ _Z3 F1 : avansul de frezare S+ : codif. Turatie X1 : cota maxima buzunar X2 : adaos finisare dupa X,Y Y1 : cota minima buzunar Y2 : latimea de frezare, dupa Y F2 : avans patrundere Z1 : adancimea totala de patrundere, Z Z2 : adancimea de patrundere, la trecere,pe Z Z3 : adaos de finisare la trecerea buzunarului Fig. 6.5. Fig. 6.6 PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 7. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII B. REPETARI DE BLOCURI Apelare N50 L2 NâĶ NâĶ nr. de repetari (poate fi P) %60 LF N10 G0 Z100 LF N20 G17T1 M6 LF N30 G0 X15 Y15 Z2 S2000 M3 LF N40 G1 Z0 F800 S2000 M3 LF N50 G91 Z-2 F100 LF N60 X25 F125 LF N70 Z-2 F100 LF N80 X-25 F125 LF N90 L3 N50 N80 LF Se pereta de 3 ori secventele de prelucrare cuprinse intre blocurile N50 si N80. N100 G90 G0 Z2 LF N110 G0 X60 LF N120 L1 N40 N100 LF Se repeta o data secventa N40-N100. N130 G0 X30 Y65 LF N140 L1 N40 N100 LF Se repeta o data secventa N40-N100. N150 T0 LF N160 G0 Z100 M30 LFFig. 6.7 Fig. 6.8 PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 8. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC 6.4 Macrouri SISTEM DE VARIABILE Sistemul de variabile poate fi utilizat pentru a citi/scrie date interne NC cum ar fi: compensarea sculei si date despre pozitia curenta. ï§Variabile pentru interfata semnale #1000 #1031: Un semnal pe 32 biti poate fi transmis de la PMC la un macrou, bit cu bit #1100 #1131 Un semnal pe 32 biti poate fi transmis de la un macrou la PMC, bit cu bit #1032 #1035 Transmitere simultanta de la PMC la macrou #1132 1135 Transmitere simultana de la macrou la PMC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 9. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC ï§Variabile pentru compensarea memoriei de scula Nr compensar e Compensar e Geometrica CL Uzura Compensar e Geometrica CR Uzura 1 #11001 #10001 #13001 #12001 âĶ âĶ âĶ âĶ âĶ 200 #11201 #10201 #13201 #12201 âĶ âĶ âĶ âĶ âĶ 400 #11400 #10400 #13400 #12400 CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 10. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC ï§Variabile pentru functii modale #4001 G00,G01,G02,G03,G33,G75,G77,G78,G79 (grupa 1) #4002 G17,G18,G19 (grupa2) #4003 G90,G91 (grupa 3) âĶ #4006 G20,G21 (grupa 6) #4007 G40,G41,G42 (grupa 7) #4008 G43,G44,G49 (grupa 8) âĶ #4014 G54 G59 (grupa 14) âĶ #4109 Codul F #4111 Codul H âĶ #4119 Codul S Etc. CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 11. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC ï§Variabile referitoare la informatiile de pozitie Numar variabila Pozitia Sistem coordonate Compensare scula Citire pozitie in timpul deplasari #5001 5004 Sfarsit bloc Sist. Coordonate piesa(SCP) - Permite #5021÷5024 Pozitia curenta Sist. Coordonate masina (SCM) - Nu permite #5041 5044 Pozitia curenta SCP - Nu permite #5061 5064 Omite semnalul de pozitie Permite #5081÷5084 Corectia de lungime Nu permite Primul digit de la 1 4 reprezinta numarul axei CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 12. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC ï§Variabile pentru offseturi piesa #5201 #5204 zero piesa extern, axa #1 #4 #5221 #5224 zero piesa, asociat G54 âĶ #5281 #5284 zero piesa, asociat G57 #5301 #5304 zero piesa, asociat G58 #5321 #5324 zero piesa, asociat G59 CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 13. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC OPERATII ARITMETICE SI LOGICE Functia Format Observatii Suma #i=#j+#k; Diferenta #i=#j - #k; Produs #i=#j*#k; Divizare #i=#j/#k; Sin #i=SIN[#j]; unghiurile sunt Cos #i=COS[#j]; indicate in grade Tangenta #i=TAN[#j]; si minute: Arcsin #i=ASIN[#j]; 90š si 30â se Arccos #i=ACOS[#j]; scrie: 90.5 Arctangenta #i=ATAN[#j]; Radacina patrata #i=SQRT[#j]; Valoare absoluta #i=ABS[#j]; Rotunjire #i=ROUND[#j]; Logaritm natural #i=LN[#j]; Functia exponentiala #i=EXP[#j]; OR #i=#j OR #k; XOR #i=#j XOR #k; AND #i=#j AND #k; CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 14. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC INSTRUCTIUNI MACRO SI NC Urmatoarele blocuri intra in categoria MACRO: - blocurile care contin operatii aritmetice si logice - blocurile care contin intructiuni de control (ex. GÎĶTÎĶ, DÎĶ, END, etc.) - blocurile care contin comenzi pentru apelarea macrourilor (G65, G66, G67 sau alte coduri G si M) Celelalte tipuri de blocuri intra in categoria instructiuni NC. CONTROLUL FLUXULUI INFORMATIONAL Fluxul informational dintr-un program NC poate fi controlat prin instructiunile: GÎĶTÎĶ (salt neconditionat) IF (salt conditionat: IFâĶ, THENâĶ) WHILE (repetari WHILE) Exemple: o GÎĶTÎĶ 1; GÎĶTÎĶ 10; o conditie IF [#1 GT 10] GÎĶTÎĶ 2 conditie satisfacuta nesatisfacuta Procesare N2 G00 G91 X10.0 IF [#1 EQ #2] THEN #3=0 Daca #1=#2, #3=0 CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 15. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC Operatori utilizati in salturi conditionate EQ egal cu (=) NE nu este egal (â ) GT mai mare decat (>) LT mai mic decat (<) LE mai mic decat sau egal (âĪ) Exemplu de program 0 9500; #1=0 valori initiale pentru #1 si #2=1 #2 N1 IF (#2 GT 10) GÎĶTÎĶ 2 salt la N2 cand #2 este mai mare decat 10 #1=#1+#2 calcularea sumei #2=#2+1 urmatoarea insumare GÎĶTÎĶ 1 salt la N1 N2 M30 sfarsit program CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 16. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC o WHILE [expresie conditionata] DO m; (m=1,2,3) Daca conditia daca conditia nu este Procesare este satisfacuta satisfacuta End m; âĶ Exemplu de program 0 0001; #1=0; #2=1; WHILE [ #2 LE 10] DO 1; #1=#1+#2; #2=#2+1; END 1; M30; Programul indica suma totala a numerelor de la 1 la 10. CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 17. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII MACROURI DEFINITE DE UTILIZATOR Macrourile permit, fata de subprograme, utilizarea de varialbile, operatii logice si aritmetice, salturi (conditionale, neconditionale) prin care se pot dezvolta usor programe pentru diferite cicluri fixe. Apelarea lor se face in programul sursa de prelucrare. EXEMPLU O 001; âĶ G65 P9010 R50.0 L2; âĶ âĶ M30 Macrou O 9010 #1=#18/2 G01 G42 X#1 Y#1 F300; G02 X#1 Y-#1 R#1; âĶ M99 PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 18. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII VARIABILE #1=#2+100; GO1 X#1 F300; Tipuri de variabile (CNC, fam. Fanuc) âĒ Pot fi folosite in cadrul macroului pentru a retine rezultatul unor operatii. Sunt initializate la zero la oprirea ECN. La apelarea unui macrou, argumen- tele sunt asignate prin variabile locale. âĒ Pot fi utilizate de diferite macrouri. La oprirea echipamentului #100âĶ#199 si initializeaza la zero, celelalte isi pastreaza valoarea. âĒ Sunt utilizate pentru a scrie/citi date NC, cum ar fi pozitia curenta, corectia de scula. #1âĶ#33 variabile locale #100âĶ#199 variabile #500âĶ#999 comune #1000âĶ variabile sistem PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 19. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII APELARE MACROU G 65 (apelare nemodala) G 66 (apelare modala) G67 (anulare modala) G65 Pp L l <specificatie, argument>; P â numarul programului ce se apeleaza L â numarul de repetari argument â date ce se asigneaza macroului O 001; âĶ G65 P9010 L2 A1.0 B2.0 âĶ âĶ M30 O 9010; #3=#1+#2 IF[#3GT360] GOTO 9; G00 G91 X#3; N9 M99; La programarea adresei G65 este apelat macroul definit de adresa P (apelare nemodala) PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 20. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII âĒ Adresele G,L,N,O,P nu pot fi utilizate ca argument; âĒ Adresele care nu trebuie specificate pot fi omise. Variabilele locale corespunzatoare âĒ Adreselor omise sunt zero. âĒ Adresele nu trebuie specificate in ordinea alfabetica. Exceptie adresele I, J, K. Exemplu: B_A_D_J_K_ - corect B_A_D_J_I_ - incorect SPECIFICARE ARGUMENT (ASIGURARE VALORI) Tip - I - : Utilizeaza literele alfabetului cu exceptia G,L,N,O,P Adresa Variabila Adresa Variabila A #1 Q #17 B #2 R #18 C #3 S #19 D #7 T #20 E #8 U #21 F #9 V #22 H #11 W #23 I #4 X #24 J #5 Y #25 K #6 Z #26 M #13 PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 21. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Adresa Variabila Adresa Variabila A #1 K3 #12 B #2 I4 #13 C #3 J4 #14 I1 #4 K4 #15 J1 #5 I5 #16 K1 #6 J5 #17 I2 #7 K5 #18 J2 #8 I6 #19 K2 #9 J6 #20 I3 #10 K6 #21 J3 #11 I7 #22 Adresa Variabila J7 #23 K7 #24 I8 #25 J8 #26 K8 #27 I9 #28 J9 #29 K9 #30 I10 #31 J10 #32 K10 #33 PROGRAMAREA SISTEMELOR NUMERICE CNC Tip â II â Utilizeaza literele A,B,C, o singura data si literele I,J,K, pana la 10 repetari CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 22. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII G65 trebuie programat inaintea oricarui argument Echipamentul CNC identifica argumentele de tip I respectiv II In cazul utilizarii ambelor tipuri, argumentul (identic) specificat ultimul este prioritar. Exemplu G65 A1.0 B2.0 I-3.0 I 4.0 D5.0 P1000 Varibile #1:1.0 #2:2.0 #3: #4:-3.0 #5: #6: #7: Apelare macrou inlantuita (nested) PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 23. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Apelare macrou inlantuita (nested) Program Macro(nivel1) Macro(nivel2) Macro(nivel3) Macro(nivel4) principal PROGRAMAREA SISTEMELOR NUMERICE CNC Variabile locale (nivel 0) (nivel 1) (nivel 2) (nivel 3) (nivel 4) CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 24. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Exemplu: Ciclu de gaurire, gauri dispuse in structura circulara Formatul de operare : G65 P9100 Xx Yy Zz Rr Ff Ii Aa Bb Hh X â coordonata X a centrului cercului Y - coordonata Y a centrului cercului Z â adancimea gaurii R â coordonatele planului de referinta F â viteza de avans I â raza cercului A â unghiul de inceput pentru gaurire B â incrementul unghiular H â numarul de gauri P â nume (P=9000 - 9896) Program O 002; G90 G92 X0.0 Y0.0 Z100.0; G65 P9100 X100.0 Y50.0 R30.0 Z-50.0 F500 I100.0 A0 B45.0 H5; M30; Macrou O 9100; #3=#4003; âĶ âĶ âĶ Memoreaza G grupa 3 (G90, G91) G81 Z#26 R#18 F#9 K0; Ciclul de gaurire IF[#3EQ90]GOTO 1; Salt la N1 pentru G90 #24=#5001+#24; Calc. coordonatei X a centrului; #25=#5002+#25; Calc. coordonatei Y a centrului; N1WHILE[#11GT0]DO1;Pana nr.de gauri ramase devine zero #5=#24+#4*COS[#1]; Calculeaza pozitia X pentru gaurire; #6=#25+#4*SIN[#1]; Pozitia Y pentru gaurire; G90 X#5 Y#6; Executarea gaurii dupa pozitionare; #1=#1+#2; Incrementeaza unghiul; #11=#11-1; Decrementeaza numarul gaurilor; END 1; G#3 G80; Revenire la codul G initial; M99; Fig. 6.9. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 25. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII 0 005 programul principal nr. 5 N50 G90 X0 Y50 PoziÅĢionare pentru primul rÃĒnd N60 G0 Z20 de gÄuri la z=20 N70 G65 P9090 L3 X50 Apelare macrou Åi Y0 Z-20 R-15 T1000 asignare valori F100 A3 pentru variabile 9090 MACROU N10 G91 N20 G00 G82 X#24 Ciclul fix se executÄ de Y#25 R#26 T#20 F#9 L#1 trei ori (A=3) pentru primul rÃĒnd de gÄuri N30 G00 X[3*#24] Y#24 PoziÅĢionare la rÃĒndul urmÄtor de gÄuri N40 G90 M99 Revenire ÃŪn programul principal % Fig. 6.10. PROGRAMAREA SISTEMELOR NUMERICE CNC Exemplu:Structura de gauri dispuse in platou G00 CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 26. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Blocul apelare macrou N70 G65 P9090 L3 X50 Y0 Z-10 R-15 T1000 F100 A3 - distanÅĢa la prima gaurÄ pe axa X (#24) - distanÅĢa la prima gaurÄ pe axa Y (#25) - distanÅĢa de la planul de referinÅĢÄ R la suprafaÅĢa piesei (#26) - distanÅĢa de la poziÅĢia iniÅĢialÄ la planul de referinÅĢÄ R (#18) - oprire avans la fundul gaurii(#20) - vitezÄ de avans (#9) - numÄr de repetÄri a ciclului fix (#1) Blocuri din macrou N20 G99 G82 X#24 Y#25 Z#26 R#18 P#20 F#9 L#1 N30 G00 X-[3*#24] Y#24 G99 - revenirea sculei ÃŪn planul de referinÅĢÄ R G82 ciclu fix de gÄurire X, Y â distanÅĢe pÃĒnÄ la gÄuri Z - cota gÄurii, considerÃĒnd Åi valoarea de depÄÅire la fund P - stop la sfÃĒrÅitul cursei cu avans de lucru L - numÄr de repetÄri Fig. 6.11. PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 27. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII âĒ G66 Pp L l <specificatie argument, asigurare>; MODALA P â numarul programului ce va fi apelat; L â numarul de repetari; argument: date ce vor fi asigurate variabilelor din macrou; Anulare caracter model prin G67 Exemplu: Ciclu de gaurire, structura de gauri anterioara Programul principal O 0001; âĶ G66 P9100 L2 A1.0 B2.0; G00 G90 X100.0; Y200.0; X150.0 Y300.0; G65 ; âĶ M30; Macroul P9100; âĶ; G00 Z-#1; G01 Z-#2 F300; âĶ M99; PROGRAMAREA SISTEMELOR NUMERICE CNC CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 28. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII Apelarea modala are ca efect executia a macroului dupa fiecare bloc ce contine programata deplasarea pana la programarea G67 PROGRAMAREA SISTEMELOR NUMERICE CNC Exemplu Pentru ciclul de burgiere G81 G66 P9110 Xx Yy Zz Rr Ff Ll X: coordonata X a gaurii (#24) Y: coordonata Y a gaurii (#25) Z: coordonata Z a gaurii (#26) R: coordonata R a planului de referinta (#18) F: viteza de avans (#9) L: numar de repetari CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX
- 29. CAPI CAPII CAPIII CAPV CAP IV CAPVI CAPVII PROGRAMAREA SISTEMELOR NUMERICE CNC P9110; #1=#4001; memoreaza G00/G01 #3=#4003; memoreaza G90/G91 #4=#4109; memoreaza valoarea F #5=#5003; memoreaza valoarea Z la inceputul burghierii G00 G90 Z#18; pozitionare in R G01 Z#26 F#9; deplasare in pozitia de inceput pe Z IF [#4010 EQ 98] GÐĪTÐĪ 1; revenire in pozitia I G00 Z#18; revenire in R GÐĪTÐĪ 2; N1 G00 Z#5; pozitionare in I N2 G#1 G#3 F#4; resetare informatia modala M99; O 0001; G28 G91 X0 Y0 Z0; G92 X0 Y0 Z50.0; G00 G90 X100.0 Y50.0; G66 P9110 Z-20.0 R5.0 F500; G90 X20.0 Y20.0; X50.0; Y50.0; X70.0 Y80.0 G67; M30; CAP I CAP II CAP III CAP IV CAP V CAP VI CAP VII CAP VIII CAP IX