




Dasar pemrograman tu
- 1. Dasar Pemrograman TU 3A Posted on 31/08/2012 by Wisnu Suryaputra Program merupakan suatu kumpulan data yang dibuat dan didesain dengan suatu bahasa yang dapat dipahami dan dijalankan oleh mesin. Bila ditinjau dari penentuan referensi titik koordinat, CNC Training Unit 3 Axis dapat ditinjau dalam 2 sistem dasar, yaitu sistem pemrograman absolute/coordinat cartesian absolute dan sistem pemrograman incremental/coordinat cartesian relative. A. Pemrograman Absolute / Coordinat Cartesian Absolute. Tinjauan titik nol benda kerja terhadap posisi awal cutter /work part zero point diinputkan pada blok 00 dengan menuliskan fungsi kode G92 (pencatatan dan penetapan posisi awal pahat terhadap titik work part zero point dengan format program : N . . . / G92/ x± . . . / y ± . . . . / z ± . . ). Nilai dari sumbu x, y dan z selalu ditinjau dari titik work part zero point (WO). B. Pemrograman Incremental / Coordinat Cartesian Relative. Tinjauan penentuan titik awal yang adalah posisi awal dari cutter terhadap sisi permukaan dari benda kerja. Ketika dihidupkan mesin Training Unit 3A telah memposisikan diri pada program incremental, maka format program : N . . . / G00/ x± . . . / y ± . . . . / z ± . . .). Pada jenis pemrograman ini, setiap langkah akhir gerakan dari cutter, menjadi titik awal gerakan cutter berikutnya (parameter sumbu x, y dan z selalu berantai).
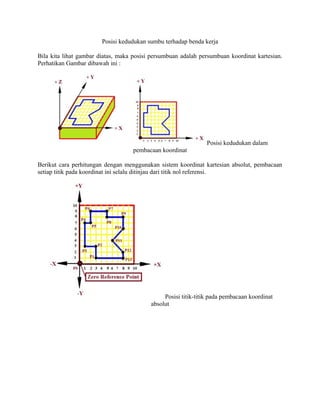
- 2. Skema aplikasi pengukuran absolut, incremental dan campuran Pemahaman Pemrograman Absolut dan Incremental Perhatikanlah posisi benda kerja yang dilalui oleh ketiga sumbu yaitu X, Y dan Z, bila dilihat dari posisi 3 dimensi : arah sumbu X memanjang terhadap benda kerja, arah sumbu Y melintang terhadap benda kerja dan arah sumbu Z vertikal terhadap benda kerja. Bila kita lihat posisi benda kerja dari posisi atas benda kerja searah sumbu Z, maka kedudukan sumbu akan menjadi : sumbu X arah horisontal dan sumbu Y arah vertikal.
- 3. Posisi kedudukan sumbu terhadap benda kerja Bila kita lihat gambar diatas, maka posisi persumbuan adalah persumbuan koordinat kartesian. Perhatikan Gambar dibawah ini : Posisi kedudukan dalam pembacaan koordinat Berikut cara perhitungan dengan menggunakan sistem koordinat kartesian absolut, pembacaan setiap titik pada koordinat ini selalu ditinjau dari titik nol referensi. Posisi titik-titik pada pembacaan koordinat absolut
- 4. Perhitungan dengan koordinat kartesian absolut Pada perhitungan kartesian relative/ incremental, pembacaan selalu ditinjau dari titik akhir dimana posisi alat potong tersebut berhenti, dengan kata lain koordinat incremental pembacaan posisi titiknya adalah titik akhir dijadikan titik awal untuk langkah berikutnya. Posisi titik-titik pada pembacaan koordinat incremental
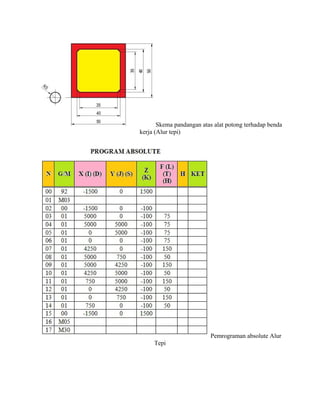
- 5. Perhitungan dengan koordinat kartesian incremental PEMROGRAMAN DENGAN MESIN CNC TU 3A Pada Pemrograman untuk pengerjaan suatu obyek benda, tidaklah mutlak langkah yang digunakan sesuai dengan contoh letak titik-titik aucan yang dimana titik tersebut akan dilalui oleh gerakan alat potong atau pisau. Pada dasarnya, pemrograman dibuat dan direncanakan untuk menghemat jumlah blok, menghemat waktu pengerjaan dan tidak membuat gerakan- gerakan alat potong yang sia-sia. Maka program yang dirasa tepat adalah program yang dibuat dengan mengacu pada prinsip : lebih efektif dan efisien didalam sistem kerjanya. Maka, bisa jadi kalau suatu benda kerja yang akan dibuat dengan bentuk fisik yang sama, mempunyai cara pemrograman yang berbeda dan jumlah blok yang berbeda pula. Dibawah ini merupakan suatu contoh pemrograman pengerjaan benda kerja dengan menggunakan mesin Training Unit 3 Axis. A. Pemrograman Alur Tepi Pada pemrograman alur tepi, cutter yang digunakan adalah End Mill cutter 2 flute berdiameter 10 mm, material benda kerja yang digunakan adalah alumunium. Dalamnya penyayatan untuk alur tepi adalah 1 mm. Skema pandangan samping alat potong terhadap benda kerja (Alur tepi)
- 6. Skema pandangan atas alat potong terhadap benda kerja (Alur tepi) Pemrograman absolute Alur Tepi