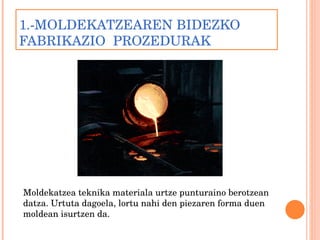
3. 1.-MOLDEKATZEAREN BIDEZKO FABRIKAZIO PROZEDURAK Moldekatzea teknika materiala urtze punturaino berotzean datza. Urtuta dagoela, lortu nahi den piezaren forma duen moldean isurtzen da.
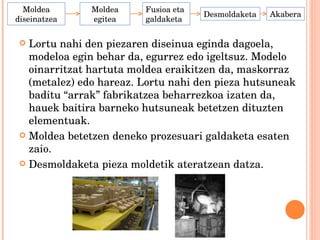
4. Lortu nahi den piezaren diseinua eginda dagoela, modeloa egin behar da, egurrez edo igeltsuz. Modelo oinarritzat hartuta moldea eraikitzen da, maskorraz (metalez) edo hareaz. Lortu nahi den pieza hutsuneak baditu ŌĆ£arrakŌĆØ fabrikatzea beharrezkoa izaten da, hauek baitira barneko hutsuneak betetzen dituzten elementuak. Moldea betetzen deneko prozesuari galdaketa esaten zaio. Desmoldaketa pieza moldetik ateratzean datza. Moldea diseinatzea Moldea egitea Fusioa eta galdaketa Desmoldaketa Akabera
5. PIEZAK EGITEKO ERABILTZEN DIREN MATERIALAK Burdin aleazioak: altzairuak eta burdinurtuak erabiltzen dira. Hauek lingote, txatarra, moldeatutako akastun piezak, mazarotak, isurbide eta abarretatik lor daitezke. Mota askotako piezak egiten dira: motoreentzako bankadak, pistoiak, espekak, birabarkiak... Kupre aleazioak: brontzeak eta letoiak. Gasak absorbatzeko duten joera dela eta beharrezkoa da fusioan atmosfera kontrolatzea. Letoia erabiliz moldeatu egiten dira txorrotak, apaintzeko objektuak, burdineriak...; eta brontzea erabiliz kanpaiak, buloiak eta eskulturak. Aluminio aleazioak: Kupre eta manganesorekin aleatuta. Oxigenoarekin duen afinitatea dela eta atmosfera kontrolatua duten labeetan egin behar da.
6. MOLDEAK EGITEKO MATERIALAK Aglomeratutako harea: Pieza konplexuak kopuru txikian Metalak (maskorrak): Pieza sinpleak kopuru handian
7. MOLDEKATZEA HAREA ERABILITA Moldea aglomeratzaileak dituen harea erabiliz egitean datza.Aglomeratzaile hauek izan daitezke silize buztinak edo kaolin, zementua edo erretxina sintetikoak. Moldekatzea - bideoa Argizari galduzko moldekatzea: bideoa
8. MASKORREKO MOLDEKATZEA Moldekatzean harea erabiltzeak duen desabantaila, lortu nahi den pieza bakoitzeko molde bat egin behar dela da. Fabrikatu nahi den pieza kopurua handia denean maskorrak izeneko metalezko moldeak erabiltzen dira. Metala bero eroale moduan harea baino hobea da. Teknika honetan piezen hozte abiadura handiagoa da, eta horrek estruktura eta amaierako propietate mekanikoak hobeak izatea dakar.
9. 2.-DEFORMAZIOAREN BIDEZKO KONFORMAZIOA Metal batek esfortzuak jasaten dituenean sare kristalinoaren oreka aldatu egiten da eta desplazamentu atomikoak gertatzen dira. Deformazioaren bidezko konformazio prozeduretan deformazioa plastikoa izaten da (atomok ez dira haien jatorrizko posiziora bueltatzen). Deformazioa hotzean (birkristaltze tenperatura azpitik) edo beroa (birkristaltze tenperatura gainetik) egin daiteke.
10. FORJAKETA Forjaketa konformazio plastikoa da. Prozedura hau metalei aplikatzen zaie, normalean beroan, eta konpresio esfortzu handiak aplikatuta metalei forma ematean datza. Esfortzu hauek jarraiak edo errepikakorrak izan daitezke. Bideoa
11. ESTANPAZIOA Metalak estanpa izeneko altzairuzko molde biren artean konpresio esfortzua jasatean datza. Bideoa
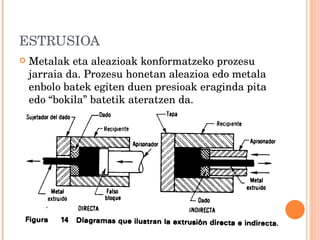
12. ESTRUSIOA Metalak eta aleazioak konformatzeko prozesu jarraia da. Prozesu honetan aleazioa edo metala enbolo batek egiten duen presioak eraginda pita edo ŌĆ£bokilaŌĆØ batetik ateratzen da.
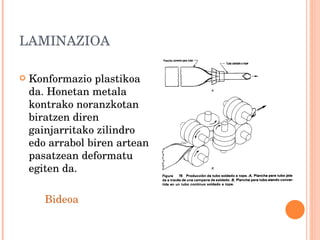
13. LAMINAZIOA Konformazio plastikoa da. Honetan metala kontrako noranzkotan biratzen diren gainjarritako zilindro edo arrabol biren artean pasatzean deformatu egiten da. Bideoa
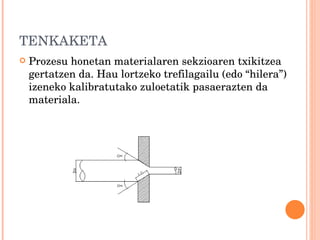
14. TENKAKETA Prozesu honetan materialaren sekzioaren txikitzea gertatzen da. Hau lortzeko trefilagailu (edo ŌĆ£hileraŌĆØ) izeneko kalibratutako zuloetatik pasaerazten da materiala.
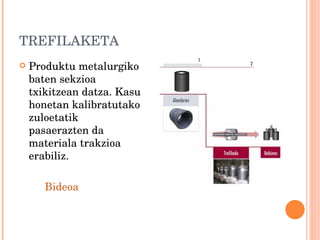
15. TREFILAKETA Produktu metalurgiko baten sekzioa txikitzean datza. Kasu honetan kalibratutako zuloetatik pasaerazten da materiala trakzioa erabiliz. Bideoa
16. 3.-TXIRBIL/PARTIKULA HARROKETAREN BIDEZKO KONFORMAZIOA Soberan dagoen materiala txirbil edo partikula oso txiki moduan kentzean datza. Horrela planoari egokitutako pieza lortzen da, dagozkion neurri eta akaberekin. Txirbil moduan material asko galtzen da eta honek suposatzen du kostu altuak daudela. Hau dela eta, abiapuntua izan behar da amaierako objektuaren forma eta dimentsioa antzekoak dituen materiala. Material hau aurretik azaldu diren deformazioaren bidezko edozein prozedura jarraituta lor daiteke (forjaketa, laminazioa...) Txirbil harroketa bidezko prozesu hau mekanizazio izenaz ere ezagutzen da eta makina-erremintekin burutzen da.
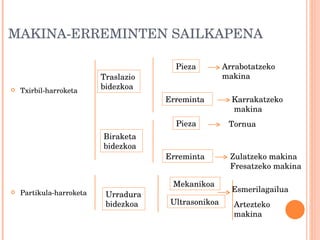
18. MAKINA-ERREMINTEN SAILKAPENA Txirbil-harroketa Partikula-harroketa Traslazio bidezkoa Biraketa bidezkoa Pieza Erreminta Arrabotatzeko makina Karrakatzeko makina Pieza Erreminta Zulatzeko makina Fresatzeko makina Tornua Urradura bidezkoa Mekanikoa Ultrasonikoa Artezteko makina Esmerilagailua
19. TORNUA Tornua biraketa piezak egitea ahalbidetzen duen makina-erreminta da; hau da, zeharkako sekzio zirkularra dueten piezak egitea ahalbidetzen du. Bideoa
20. ZULATZEKO MAKINA Barautsa izeneko erreminta erabiliz, metalikoak diren eta ez diren piezak zulatzea ahalbidetzen duen makina da.
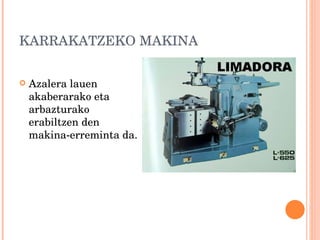
22. ARRABOTATZEKO MAKINA Makina honen erreminta finko mantentzen da bere azpian mugimendu zuzenarekin mugitzen den piezari txirbila harrotuz.
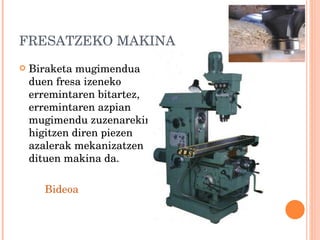
23. FRESATZEKO MAKINA Biraketa mugimendua duen fresa izeneko erremintaren bitartez, erremintaren azpian mugimendu zuzenarekin higitzen diren piezen azalerak mekanizatzen dituen makina da. Bideoa
24. URRATZAILEEN BIDEZKO MEKANIZAZIOA Urratzaileak oso substantzia gogorrak dira. Pikor soltez edo aglomeratzaile artifizialez edo zemento naturalez aglomeratutako pikorrez osatuta daude eta oso tamaina txikiko txirbilak harrotuz piezak leuntzeko edo mekanizatzeko erabiltzen dira.
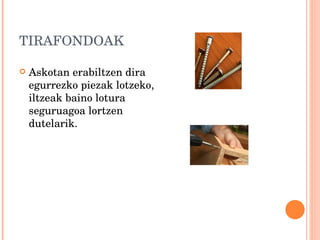
25. 4.-JUNTURA PROZEDURAK Egitura eta makina gehienak ez dira pieza bakar baten fabrikatzen, pieza askoren junturaren bidez osatzen dira. Sailkapena: Desmuntagarria Elementu hariztatuak: Torlojuak Azkoinak Berno edo buloiak Tirafondoak Presio torlojuak Elementu ez-hariztatuak: Larakoak Txabetak Mihiak Gidariak Finkoak Errematxeak Itsasgarrien bidezko junturak Ahokadura finkoa Soldadura
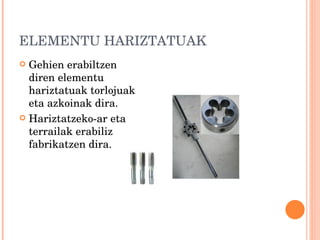
26. ELEMENTU HARIZTATUAK Gehien erabiltzen diren elementu hariztatuak torlojuak eta azkoinak dira. Hariztatzeko-ar eta terrailak erabiliz fabrikatzen dira.
27. Industrian elementu hariztatuak erabiltzea behar-beharrezkoa da. Fabrikatzaile bakoitzak bere haria sortzea saihesteko (hari horiek izango lituzkete ezaugarri ezberdinak eta beste hariekin ez lirateke bateragarriak izango) normalizatu egin ziren; eta gaur egun erabiltzen diren sistema biak sortu ziren: Hari metrikoa Whitworth haria
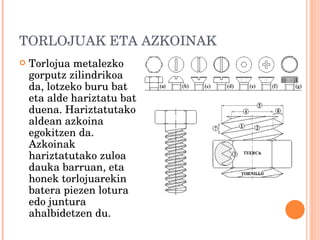
28. TORLOJUAK ETA AZKOINAK Torlojua metalezko gorputz zilindrikoa da, lotzeko buru bat eta alde hariztatu bat duena. Hariztatutako aldean azkoina egokitzen da. Azkoinak hariztatutako zuloa dauka barruan, eta honek torlojuarekin batera piezen lotura edo juntura ahalbidetzen du.
29. BERNOAK EDO BULOIAK Pieza batzuk lotzen dituzten elementu hariztatuak dira. Piezen arteko biraketarako, artikulaziorako, eusterako edo ainguraketarako elementuak dira.
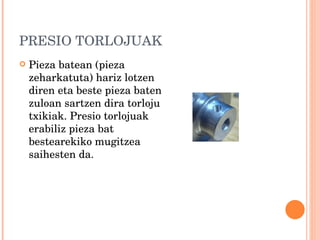
31. PRESIO TORLOJUAK Pieza batean (pieza zeharkatuta) hariz lotzen diren eta beste pieza baten zuloan sartzen dira torloju txikiak. Presio torlojuak erabiliz pieza bat bestearekiko mugitzea saihesten da.
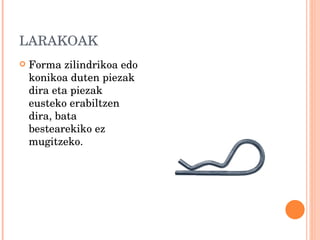
32. LARAKOAK Forma zilindrikoa edo konikoa duten piezak dira eta piezak eusteko erabiltzen dira, bata bestearekiko ez mugitzeko.
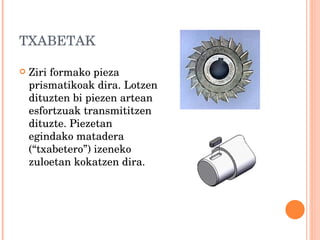
33. TXABETAK Ziri formako pieza prismatikoak dira. Lotzen dituzten bi piezen artean esfortzuak transmititzen dituzte. Piezetan egindako matadera (ŌĆ£txabeteroŌĆØ) izeneko zuloetan kokatzen dira.
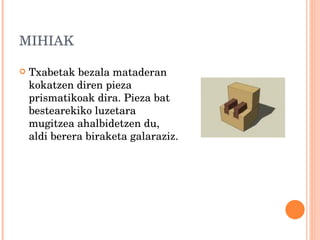
34. MIHIAK Txabetak bezala mataderan kokatzen diren pieza prismatikoak dira. Pieza bat bestearekiko luzetara mugitzea ahalbidetzen du, aldi berera biraketa galaraziz.
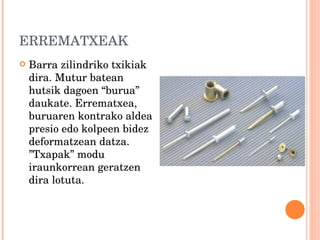
35. ERREMATXEAK Barra zilindriko txikiak dira. Mutur batean hutsik dagoen ŌĆ£buruaŌĆØ daukate. Errematxea, buruaren kontrako aldea presio edo kolpeen bidez deformatzean datza. ŌĆØTxapakŌĆØ modu iraunkorrean geratzen dira lotuta.
36. ITSASGARRIEN BIDEZKO JUNTURA Lotura mota honetan lotu nahi diren gainazal bien artean itsasgarritasun handia duen material baten geruza bat ezartzen da. Material honi itsasgarri deritzo. Gehien erabiltzen diren itsasgarriak jatorri sintetikoa dute: epoxidoak, poliuretanoak, silikonak, poliesterrak, akrilikoakŌĆ”
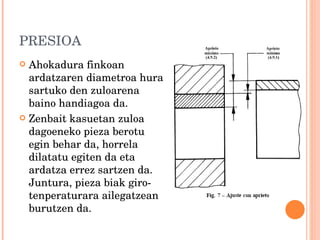
37. PRESIOA Ahokadura finkoan ardatzaren diametroa hura sartuko den zuloarena baino handiagoa da. Zenbait kasuetan zuloa dagoeneko pieza berotu egin behar da, horrela dilatatu egiten da eta ardatza errez sartzen da. Juntura, pieza biak giro-tenperaturara ailegatzean burutzen da.
38. SOLDADURA Metalak beroaren bidez lotzean datza, material metalikoa gehituta edo gehitu barik. Bi soldadura mota daude: Homogeneoa :Soldatzen diren materialak, eta materiala gehitzekotan hori ere, mota berekoak dira. Oxiazetilenikoa edo elektrikoa izan daiteke (arkua edo erresistentziaren bidezkoa) Heterogeneoa : Material ezberdinak lotzeko, edo material berdinak baina gehitzen den materiala ezberdina izanik. Soldadura biguna edo gogorra izan daiteke. Soldadura oxiazetilenikoa: elementuak eta segurtasuna Prozedura soldadura oxiazetilenikoan Arkuzko soldadura (elektrodoa) Puntuzko soldadura (elektrikoa) MIG Soldadura TIG Soldadura Soldadura biguna
39. ERABILITAKO BALIABIDEAK Tecnolog├Ła Industrial. Primer Curso de Bachillerato . Editorial Everest. VVAA. Tecnolog├Ła Industrial I. Editorial Mc Graw-Hill. VVAA. www.youtube.es