č󎥱·±«°äÏ”Íł»ù±ŸČÙŚś
?
0 likes?1,349 views

FANUC Series 0i Mate-MC»ù±ŸČÙŚś 2007Äê Ą°°Ë·ÖÖÓѧÊężŰĄ±Ï”ÁĐœČŚù ËïÀÚ 2007Äê3ÔÂ3ÈŐ ±ŁÁôËùÓĐÈšÀû


















č󎥱·±«°äÏ”Íł»ù±ŸČÙŚś
- 1. FANUC Series 0i Mate-MC »ù±ŸČÙŚś ËïÀÚ 2007 Äê 3 Ô 3 ÈŐ ±ŁÁôËùÓĐÈšÀû Hands on FANUC
- 2. ”ÚÒ»Čż·Ö »ù±ŸČÙŚś ČÙŚśĂæ°ć MDI ÔËĐĐČÙŚś Ï”ÍłČÎÊę PMC ÄÚÈĘÌáÒȘ
- 3. ČÙŚśĂæ°ć
- 4. ?
- 5. čŠÄÜŒü
- 6. °ŽŽËŒüÏÔʟλÖĂ»Ăæ °ŽŽËŒüÏÔÊŸłÌĐò»Ăæ °ŽŽËŒüÏÔÊŸ”¶Æ« / É趚 (SETTING) »Ăæ °ŽŽËŒüÏÔÊŸÏ”Íł»Ăæ °ŽŽËŒüÏÔÊŸĐĆÏą»Ăæ °ŽŽËŒüÏÔÊŸÓĂ»§șê»Ăæ ( »á»°Êœșê»Ăæ ) »òÏÔÊŸÍŒĐλĂæ
- 7. PROG M I INSERT 0 I
- 8. MDI ÔËĐĐČÙŚś ÖśÖáŐęŚȘČÙŚś ÇĐ»»””λ”œ MDI ·œÊœ 1 °ŽÏ MDI ŒüĆÌÉÏ”ÄĄŸ PROG Ąż°ŽŒü 2 ÔÚ MDI ŒüĆÌÉÏ°ŽŒüÊäÈëÖśÖáŐꎫ”Ä M ÖžÁ M03 Ł© 3 °ŽÏÂĄŸ CYCLE START ĄżŃ»·Æô¶Ż°ŽĆ„ 4
- 9. MDI ÔËĐĐČÙŚś ËĆ·țÖáÒƶŻČÙŚś ÇĐ»»””λ”œ MDI ·œÊœ 2 °ŽÏ MDI ŒüĆÌÉÏ”ÄĄŸ PROG Ąż°ŽŒü 3 ÔÚ MDI ŒüĆÌÉÏ°ŽŒüÊäÈë X ÖáŽÓ 0 ”œ 10 ”ÄÖžÁî 4 °ŽÏÂĄŸ CYCLE START ĄżŃ»·Æô¶Ż°ŽĆ„ 5 °ŽÏÂĄŸ POS ĄżŒüŁŹčÛČ씱ǰ֔ 1 °ŽÏÂĄŸ POS ĄżŒüŁŹčÛČ씱ǰ֔ 6
- 10. MDI TIPS ÖĐÍŸÍŁÖč MDI ŒÌĐű MDI ČÙŚś ÖĐÍŸÍŁÖč MDI ČÙŚś °ŽÏÂĄŸ FEED HOLD ĄżŒü ÔÚ»úŽČÔËĐĐÖĐ°ŽÏÂŽË°ŽŒüŁŹÔòœűžűČÙŚśŒőËÙČąŚîșóÍŁÖč ÔÚ»úŽČÔÚÖŽĐĐ M Ąą S »ò T ÖžÁîʱŁŹČÙŚśÔÚ M Ąą S șÍ T ÖŽĐĐÍê±ÏșóÍŁÖč °ŽÏÂĄŸ CYCLE START ĄżŒü »úŽČÔ˶ŻÖŰĐÂÆô¶Ż °ŽÏÂĄŸ RESET ĄżŒü MDI ÔËĐĐœáÊűŁŹČąœűÈ랎λŚŽÌŹĄŁ”±»úŽČÔ˶ŻÖĐÖŽĐĐÁËÖĐÍŸœáÊű MDI ”ÄČÙŚśŁŹ»úŽČÔ˶Ż»áŒőËÙȹͣÖč
- 11. ČÎÊę ČéŃŻ 1320 șĆČÎÊę °ŽĄ°·”»ŰČË”„Ą±ÈíŒüŁŹÖ±”œłöÏÖĄ°ČÎÊꥱÈíŒü 2 °ŽÏÂĄ°ČÎÊꥱÈíŒü 3 ÔÚ MDI ŒüĆÌÉÏÒÀŽÎ°ŽŒüŁŹŒüÈëČÎÊęŽúșĆ 4 °ŽĄ° NO ŒìËśĄ±ÈíŒüŁŹżÉ”śłö 1320 șĆČÎÊę 5 °ŽÏÂĄŸ SYSTEM ĄżŒü 1 ÔÚČÎÊę»ĂæÖĐżÉŒŽÊ±Śö”œČÎÊę”ÄÀàĐÍ 6
- 12. ČÎÊę ”śłöČÎÊę·ÖÀàÏÔÊŸ»Ăæ °ŽĄ° PARAMĄ± ÈíŒü 2 °ŽĄŸ·ÒłĄżŒüČ鿎 3 ÔÚČÎÊę»ĂæÖĐżÉŒŽÊ±Śö”œČÎÊę”ÄÀà±đ 4 ÔÚ MDI ŒüĆÌÉÏ°ŽĄŸ HELP ĄżŒü 1
- 13. ČÎÊę λĐÍČÎÊęÉ趚 °ŽĄŸ OFSET SETTING ĄżÒ»ŽÎ»ò¶àŽÎ 2 °Žčâ±êŒü¶šÎ»ÔÚĄ°ČÎÊęĐŽÈ륱Ïî 3 Ê襰ČÎÊęĐŽÈ륱”ÄÉ趚ŽÓĄ° 0Ą± žÄÎȘĄ° 1Ą± 4 ”śłöČÎÊę»Ăæ 5 œ«čâ±ê¶šÎ»ÓÚ 0 șĆČÎÊę”Ä”Ú 0 λÉÏ 6 ÇĐ»»””λ”œ MDI ·œÊœ 1 °ŽĄ°œÓÍšŁș 1Ą± ÈíŒü 7
- 14. ČÎÊę ŚÖĐÍČÎÊęÉ趚 ŒüÈë 10170 ŁŹÈ»șó°ŽĄ°ÊäÈ륱ÈíŒü 2 ŒüÈ륰Ł 30Ą± ŁŹ°ŽĄ°Ł«ÊäÈ륱ÈíŒü 3 ÓĐ”ÄČÎÊęŒŽÊ±ÉúЧ 4 ”±łöÏÖĄ° 000 ĐèÇĐ¶Ï”çÔŽĄ±±šŸŻÊ±ŁŹË”ĂśČÎÊęĐëÖŰĐÂÉÏ”çÉúЧ 5 œ«Ą°ČÎÊęĐŽÈëÖŰĐÂÉ趚ÎȘĄ° 0Ą± ŁŹÊčÏ”ÍłČÎÊęĐŽ±Ł»€ 6 œ«čâ±ê¶šÎ»ÔÚ 1320 șĆČÎÊę”Ä X ÖáÊęŸĘŽŠ 1
- 15. PMC ČéÔÄ PMC °ŽÏÂĄ° PMCĄ± ÈíŒü 2 °ŽÏÂĄ° PMCLADĄ± ŁšÊ”ʱÌĘĐÎÍŒ»ĂæŁ©ÈíŒü 3 °ŽÏÂĄ° ADDRESSĄ± ÈíŒțŁŹÇĐ»»”œ”ŰÖ·ÏÔÊŸ 4 ÔَΰŽÏÂĄ° SYMBOLEĄ± ÈíŒüŁŹÇĐ»»”œÖúŒÇșĆÏÔÊŸ 5 °ŽĄŸ SYSTEM ĄżŒü”śŽŠÏ”Íł»Ăæ 1
- 16. PMC ĐĆșĆŚŽÌŹŒàżŰ °ŽÏÂĄ° STATUSĄ± ÈíŒü 2 ÊäÈëËùÒȘČéÔĔĔŰÖ·ŁŹ°ŽÏÂĄ° SEARCHĄ± ÈíŒü 3 ÔÚ PMC CONTROL SYSTEM MENU ÉÏ°ŽĄ° PMCDGNĄ± ÈíŒü 1
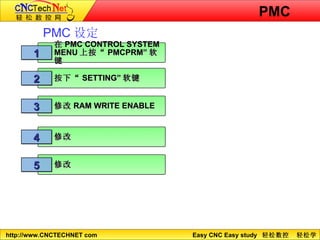
- 17. PMC PMC É趚 °ŽÏÂĄ° SETTINGĄ± ÈíŒü 2 ĐȚžÄ RAM WRITE ENABLE 3 ĐȚžÄ 4 ĐȚžÄ 5 ÔÚ PMC CONTROL SYSTEM MENU ÉÏ°ŽĄ° PMCPRMĄ± ÈíŒü 1
- 18. ?
- 19. ?