Heat Treatment
ŌĆóDownload as PPT, PDFŌĆó
0 likesŌĆó3,502 views

heat treatment atau perlakuan panas yaitu














Heat Treatment
- 1. PROSES PEMBENTUKANPROSES PEMBENTUKAN LOGAMLOGAM HEAT TREATMENTHEAT TREATMENT OLEH : RIRIN ROHMA WIJAYANTI K2512062 PENDIDIKAN TEKNIK MESIN 2012
- 2. HEAT TREATMENT APA ITU HEAT TREATMENTŌĆ”
- 3. HEAT TREATMENT adalah : Proses memanaskan dan mendinginkan suatu bahan untuk mendapatkan perubahan fasa (struktur) guna meningkatkan kemampuan bahan tersebut sehingga bertambah daya guna teknik dari bahan tersebut. Proses laku-panas adalah kombinasi dari operasi pemanasan dan pendinginan dengan kecepatan tertentu yang dilakukan terhadap logam atau paduan dalam keadaan padat, sebagai suatu upaya untuk memperoleh sifat-sifat tertentu. Proses laku-panas pada dasarnya terdiri dari beberapa tahapan, dimulai dengan pemanasan sampai ke temperatur tertentu, lalu diikuti dengan penahanan selama beberapa saat, baru kemudian dilakukan pendinginan dengan kecepatan tertentu.
- 4. Tujuan dari HEAT TREATMENT adalah : Untuk mencapai struktur dan sifat mekanis yang dikehendaki dari bahan tersebut, seperti : 1. Mengeraskan 2. Melunakan 3. Menghilangkan tegangan sisa 4. Menaikan ketangguhan 5. dll
- 5. Berikut merupakan diagram Struktur Logam dan Sifat Mekanis-nya.
- 6. 1. Near Equilibrium (Mendekati Kesetimbangan) Tujuan dari perlakuan panas Near Equilibrium adalah untuk : a. Melunakkan struktur kristal b. Menghaluskan butir c. Menghilangkan tegangan dalam d. Memperbaiki machineability. Jenis dari perlakukan panas Near Equibrium, misalnya : Full Annealing (annealing), Stress relief Annealing, Process annealing, Spheroidizing, Normalizing, dan Homogenizing. 2. Non Equilirium (Tidak setimbang) Tujuan panas Non Equilibrium adalah untuk mendapatkan kekerasan dan kekuatan yang lebih tinggi. Jenis dari perlakukan panas Non Equibrium, misalnya : Hardening, Martempering, Austempering, Surface Hardening (Carburizing, Nitriding, Cyaniding, Flame hardening, Induction hardening) Klasifikasi Heat Treatment
- 7. Beberapa Proses Heat Treatment dan Fungsinya, ŌĆó Annealing Memanaskan suatu bahan hingga diatas suhu transformasi (723 C) kemudian didinginkan dengan perlahan-lahan. Tujuannya adalah untuk melunakan bahan. ŌĆó Stress Reliveing Yaitu proses menghilangkan tegangan sisa dari suatu bahan dengan memanaskan kemudian ditahan beberapa waktu lalu dilakukan dengan pendinginan perlahan-lahan. Tujuannya adalah untuk menghilangkan tegangan sisa selama proses fabrikasi.
- 8. ŌĆó Hardening Memanaskan suatu bahan hingga diatas suhu transformasi (723┬░C) kemudian didinginkan secara cepat, melalui media pendingin seperti air, oli atau media pendingin lainnya Tujuannya adalah untuk mengeraskan bahan. ŌĆó Aging (Precipitation Hardening) Proses pemanasan kembali bahan yang telah dikeraskan, Suhu pemanasannya relatif rendah yaitu dibawah suhu transformasi eutektoid. Tujuannya adalah untuk mengurangi kekerasan bahan sehingga keuletan (ketangguhan) bahan tersebut dapat naik. Normalizing Merupakan proses perlakuan panas yang menghasilkan perlite halus, pendinginannya dengan menggunakan media udara, lebih keras dan kuat dari hasil anneal. Prosesnya hampir sama dengan annealing, yakni biasanya dilakukan dengan memanaskan logam sampai keatas temperature kritis (untuk baja hypoeutectoid , 50┬░C diatas garis A3 sedang untuk baja hypereutectoid 50┬░C diatas garis Acm). Kemudian dilanjutkan dengan pendinginan pada udara. Pendinginan ini lebih cepat daripada pendinginan pada annealing.
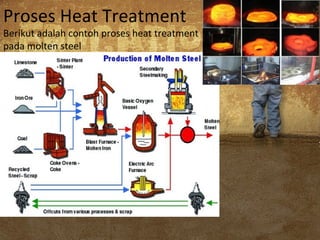
- 9. Proses Heat Treatment Berikut adalah contoh proses heat treatment pada molten steel
- 10. Heat Treatment Cycles for Specific Materials ALLOY SPEC AMS HEAT TREAT PER P.S. 0880 SECTION TEMPERATURE AND DURATION COOLING RATE A286 5525, 5735, 5732 Solution and Precipitation Solution Only Precipitation Only 9.0 9.1 9.2 1800┬░F ┬▒ 25┬░F for 1 hr 1350┬░F ┬▒ 25┬░F for 16 hrs. As above As above A.C.+ A.C.+ A.C.+ A.C.+ Inconel 718 and Tribaloy Coatings 5589, 5596, 5662 Solution and Precipitation Solution Precipitation 10.0 10.1 10.2 1750┬░F ┬▒ 25┬░F for 1 hr 1325┬░F ┬▒ 15┬░F for 8 hrs, FC at 100┬░F per 1 hr to 1150┬░F ┬▒ 15┬░F, for 18 hrs. total As above As above A.C.+ A.C.+ Inconel X-750 and Tribaloy Coatings 5582, 5598, 5667, 5670 Solution and Precipitation Solution Precipitation 11.0 11.1 11.2 1800┬░F ┬▒ 25┬░F for 1 hr. 1325┬░F ┬▒ 15┬░F for 8 hrs, FC at 100┬░F per 1 hr to 1150┬░F ┬▒ 15┬░F, for 18 hrs. total As above As above A.C.+ Incoloy 909 Solution and Precipitation Solution Precipitation 11.0 11.1 11.2 1800┬░F ┬▒ 25┬░F for 1 hr. 1325┬░F ┬▒ 15┬░F for 8 hrs, FC at 100┬░F per 1 hr to 1150┬░F ┬▒ 15┬░F, for 18 hrs. total As above As above A.C.+ Waspaloy 5544* Solution Stabilization and Precipitation Solution Precipitation 12.0 12.1 12.2 1825┬░F ┬▒ 25┬░F for 1 hr.* 1550┬░F ┬▒ 15┬░F for 4 hrs. 1400┬░F ┬▒ 15┬░F for 16 hrs. As above As above A.C.+ A.C.+ A.C.+
- 11. Heat Treatment Cycles for Specific Materials (Lanjutan) ALLOY SPEC AMS HEAT TREAT PER P.S. 0880 SECTION TEMPERATURE AND DURATION COOLING RATE Inconel 625 5599, 5666, 5401, 5581 Stress Relieve 13.0 1750┬░F ┬▒ 25┬░F for 1 hr. A.C.+ Ti Comm Pure 4921, 4900, 4901, 4941, 4942, 4902 Stress Relieve (see Ti 6-4) 14.0 1000┬░F ┬▒ 25┬░F for 1 hr. A.C.+ Inconel 718 X-750 5589, 5596, 5662 5582, 5598, 5667, 5670 Inter-Stage Anneal (In- Process Only) 15.0 1800┬░F ┬▒ 25┬░F for 1 hr. A.C.+ Waspaloy 5544 Anneal(In Process Only) 16.0 1950┬░F ┬▒ 25┬░F for 15 mins A.C.+ Haynes 230 5878 MCSA 85491 Solution/Interstage Anneal 17.0 2125┬░F ┬▒ 25┬░F for 5 mins A.C.+
- 12. Heat Treatment Cycles for Specific Materials (Lanjutan) ALLOY SPEC AMS HEAT TREAT PER P.S. 0880 SECTION TEMPERATURE AND DURATION COOLING RATE 17-4 pH and 15-5 pH 5604, 5622, 5643 5659 Solution & Precipitation (only run in ABAR Furnace) Solution (only run in ABAR Furnace) Precipitation (only run in ABAR Furnace) 18.0 18.1 18.2 H900 H925 H1025 H1075 H1100 H1150 See 18.1 and 18.2 below 1900┬░F ┬▒ 25┬░F for 30 mins A.C. to below 90┬░F 900┬░F ┬▒ 10┬░F for 1 hr. ┬▒ 0.1 hr 925┬░F ┬▒ 10┬░F 4 hrs. ┬▒ 0.25 hr 1025┬░F ┬▒ 10┬░F 4 hrs. ┬▒ 0.25 hr 1075┬░F ┬▒ 10┬░F for 4 hrs. ┬▒ 0.25 hr 1100┬░F ┬▒ 10┬░F for 4 hrs. ┬▒ 0.25 hr 1150┬░F ┬▒ 10┬░F for 4 hrs. ┬▒ 0.25 hr A.C.+ Ti 6-4 4907, 4911, 4930, 4967, 4928, 4934, 4935, 4996, 4965 Stress Relieve Note: 1) Material machined to finished size may be stress relieved in Abar furnace #1 only. All oxide shall be removed by polishing after heat treatment. 2) Material stress relieved before final machining may be heat treated in any furnace certified by this spec. If at least .010ŌĆØmtl is removed from all surfaces after heat treatment. 19.0 1400┬░F ┬▒ 25┬░F for 1 hr. A.C.+
- 13. Heat Treatment Cycles for Specific Materials (Lanjutan) ALLOY SPEC AMS HEAT TREAT PER P.S. 0880 SECTION TEMPERATURE AND DURATION COOLING RATE Titanium 6-2-4-2 4975, 4976 Anneal (see Ti 6-4) Stress Relieve 20.0 20.1 1750┬░F ┬▒ 25┬░F for 1 hr ┬▒ 5 min. 1200┬░F ┬▒ 25┬░F for 3 hrs A.C.+ A.C.+ CRES Steel 321 or 347 Stress Relieve 21.0 1000┬░F ┬▒ 15┬░F for: 1) 30 min(mat'l less than .5") 2) 1 hr/inch of thickness (mat'l greater than .5") St. St. Custom 450 5859 H1000 5763 5773 Solution and Precipitation Anneal Precipitation Hardening 22.0 22.1 22.2 1900┬░F ┬▒ 25┬░F for 1 hr. 1000┬░F ┬▒ 25┬░F for 4 hrs. 1900┬░F ┬▒ 25┬░F for 1 hr 1000┬░F ┬▒ 25┬░F for 4 hrs. A.C.+ A.C.+ A.C.+ A.C.+ Haynes 188 5608 5772 Solution & Inter-Stage Solution & Inter-Stage 23.0 23.1 2150┬░F ┬▒ 25┬░F for 10 min 2150┬░F ┬▒ 25┬░F for 30 min A.C.+ A.C. + Rene 41 5545 Solution & Precipitation Harden Inter-Stage Anneal (In- Process Only) 24.0 24.1 1975┬░F ┬▒ 25┬░F for ┬Į hr 1400┬░F ┬▒ 15┬░F for 16 hrs (in ABAR or IPSEN Furnace) 1950┬░F ┬▒ 25┬░F for 15 min A.C.+ A.C.+
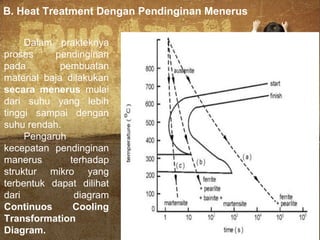
- 14. Jenis-jenis Heat Treatment Berdasarkan Proses Pendinginan A. Heat Treatment Dengan Pendinginan Tak Menerus Jika suatu baja didinginkan dari suhu yang lebih tinggi dan kemudian ditahan pada suhu yang lebih rendah selama waktu tertentu, maka akan menghasilkan struktur mikro yang berbeda. Hal ini dapat dilihat pada diagram Isothermal Tranformation Diagram.
- 15. Dalam prakteknya proses pendinginan pada pembuatan material baja dilakukan secara menerus mulai dari suhu yang lebih tinggi sampai dengan suhu rendah. Pengaruh kecepatan pendinginan manerus terhadap struktur mikro yang terbentuk dapat dilihat dari diagram Continuos Cooling Transformation Diagram. B. Heat Treatment Dengan Pendinginan Menerus
- 16. Pendinginan a. Yang mempengaruhi : b. Suhu pendingin c. Media d. Viskositas e. Kepekatan (SAE) Pendinginan tergantung pada kebutuhan pendinginan bahan dan tujuan dari sifat bahan yang diinginkan.
- 17. Apakah semua bahan bisa diheat treatment? Apakah bahan bekas bisa di HT? Semua bahan bisa di heat treatment dan biasanya bahan yang sudah digunakan itu di heat treatment agar dapat digunakan kembali. Pembuatan pedang apa masuk di heat treatment? Pedang masuk pada proses flame hardening (surface treatment) dan jika diinginkan dengan racun maka dapat di implentasi, dimasukkan unsur beracun ke dalam bahan pedang.