Industrial Excursion ( Yangon Division, Myanmar)
•Download as PPTX, PDF•
1 like•206 views

2014, November Field Training to Myaung Taka Steel production industry and Ywa Ma Steel Production Factory. We learnt rolling forging at Myaung Taka and Bolt, nut, washer production at Ywa Ma.






































































Industrial Excursion ( Yangon Division, Myanmar)
- 1. 6/26/2016 1 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 2. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 2 1. Production of Tungsten Steel 2. Production of Steel Billets 3. Production of Bolts, Nuts and Washers 4. Production of Steel Blade 5. Production of wire coils
- 3. To No.3 Steel Mill (Myaung Taka) 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 3
- 4. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 4
- 5. • Raw Material, Iron ore or recycled iron cutting pieces are started to melt at 1538˚C •Oxygen, Nitrogen, Argon are released as a by product • Calcium carbonate is precipitated Formation of steel billets 6/26/2016 5 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 6. PROCESS OF MANUFACTURING STEEL BILLETS 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 6 1. Collecting Raw Materials in an electric arc furnace 2. Melting 3. Tapping in the ladle and refining the furnace 4. Transfer 5. Continuous Casting 6. Cutting 7. Cooling
- 7.  Raw Material: Scrap metal (by means of a bucket or magnet)  Scrap metal are put systematically and methodically unless the furnace is destroyed. 1. COLLECTING RAW MATERIALS IN AN ELECTRIC ARC FURNACE 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 7
- 8. 2. MELTING 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 8  Oxidation process  Melting point at 1538˚C  Need to heat till the temperature of 1620˚C  Molten to get a liquid steel  An electrical current is combined with chemical energy to heat the scrap to a near molten state.  Forming slag as bubbles on top of the molten steel is removed
- 9. 3. REFINING THE FURNACE 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 9  When the molten steel is reached to 1620˚C, the molten steel is poured into the ladle.  The temperature and the chemistry are adjusted not to freeze the molten steel.  The gas, nitrogen and argon, and carbon, silicon is inserted for its chemistry and quality control.
- 10. What is Ladle? 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 10  Burnt magnesium carbon is the main ingredient.  The bricks need to seal with two layers.  Between the bricks and the ladle, there must be the poly.  The molten liquid is very secretive through the bricks it can harm the harm the ladle.  Two holes at the bottom: one for the gases and one for flowing the molten.  Can use the one ladle for 30 times.
- 11. 6/26/2016 11 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) Lateral View Top View
- 12. 4. TRANSFER 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 12  The molten liquid steel in the ladle is carried along by the crane to the continuous casting machine.
- 13. 5. CONTINUOUS CASTING 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 13  the ladle gate is opened and the molten steel is allowed flow in a controlled matter into a tundish.  The tundish must be preheated between 900-1000˚C  This steel flows into three billet moulds. The steel billets are formed.
- 14. 6. CUTTING AND COOLING 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 14  Molten hot steel billets are cut and cooled to get the steel billets with the desired lengths by the customers.  It is cooled with chemical and water bath as semi-product.  125mmx125mmx12m(or)6m  1.5 ton per billet
- 15. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 15
- 16. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 16 Process of Manufacturingsteel billets
- 17.  Raw materials from steel billets Usually diameter form between 5.5 mm to 8mm Two kinds of wire: raw hard wire, galvanized wire Need to be descaled the billets before the billets be ductile Manufacturing wire and wire drawing 6/26/2016 17 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 18. PROCESS OF MANUFACTURING WIRE 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 18 1. Wire Drawing 2. Cleaning 3. Patenting 4. Galvanising
- 19. 1. WIRE DRAWING 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 19  The billets are put through the wire drawing machines  Desired customized diameter is being compressed through dies.
- 20. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 20
- 21. 2. CLEANING 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 21  Not the wire be corroded
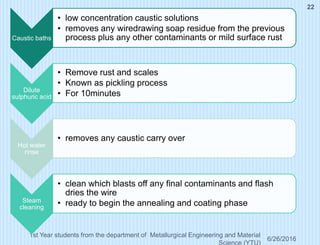
- 22. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) Caustic baths • low concentration caustic solutions • removes any wiredrawing soap residue from the previous process plus any other contaminants or mild surface rust Dilute sulphuric acid • Remove rust and scales • Known as pickling process • For 10minutes Hot water rinse • removes any caustic carry over Steam cleaning • clean which blasts off any final contaminants and flash dries the wire • ready to begin the annealing and coating phase 22
- 23. 4. GALVANIZING 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 23  To be galvanized, the cooled wire is passes through the molten zinc bath between 430- 470°C.  It passes through the ammonium chloride, charcoal oil, engine oil solution for best adhesion property.  the excess zinc is removed by air blowing.  Then they are coiled for each wire.
- 24. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 24
- 25. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 25
- 26. WIRES DRAWN FROM GALVANIZING PROCESS 6/26/2016 26 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) RealismCartoon Picture
- 27. 5. Shaping 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 27
- 28. 6/26/2016 28 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 29. 6/26/2016 29 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 30. 6/26/2016 30 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 31. 6/26/2016 31 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 32. 6/26/2016 32 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 33. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 33
- 34. 6/26/20161st Year students from the department of Metallurgical Engineering and Material Science 34
- 35. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 35 Four stages in one machine 1. Cutting 2. Threading 3. Heading 4. Trimming
- 36. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 36
- 37. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 37
- 38. To prevent corrosion 6/26/2016 38 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) Machine Sand
- 39. two kinds of bolts: HSB, High tension bolt and TSB, Torque shear bolt  There two kinds of forming: cold forming and hot forming Washer be obtained from 35% of the raw materials 6/26/2016 39 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 40. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 40  There are four stages in hot and cold forming of bolts: 1. Cutting 2. Forming 3. Heading 4. Marking 5. Trimming 40
- 41. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 41
- 42. Formation of bolts 6/26/2016 42 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) Machine’s description Machine
- 43. Residual Chips 6/26/2016 43 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 44. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 44
- 45. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 45
- 46. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 46
- 47. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 47
- 48. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 48
- 49. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 49
- 50. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 50  The stages 1. Cutting off 2. Forming 1 3. Forming 2 4. Forming 3 5. Forming 4 6. Forming 5 7. Before/ After Nut tapping
- 51. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 51
- 52. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 52
- 53. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 53
- 54. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 54
- 55. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 55
- 56. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 56
- 57. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 57
- 58. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 58
- 59. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 59
- 60. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 60  dfdff
- 61. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 61
- 62. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 62
- 63. Galvanizing 6/26/2016 63 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 64. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 64
- 65. Formation of steel plates 6/26/2016 65 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 66. 6/26/2016 66 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 67.  Chemical Composition  Shape and Design  Dimension  Hardness  Tensile Strength  Torque Testing  Stress Vs. Strain  Corrosion  Wave  Shearness, Crack Quality Control 6/26/2016 67 1st Year students from the department of Metallurgical Engineering and Material Science (YTU)
- 68. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 68
- 69. Special Thanks To 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 69
- 70. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 70 References  www.pacificsteel.com  www.tenaris-steel.com  www.madehow.com
- 71. 6/26/2016 1st Year students from the department of Metallurgical Engineering and Material Science (YTU) 71  May Pwint Phyu  May Myat Thu  Hsu Hsu Htet  May Zin Thu  Phue Myat Thaw  Chaw Su Thet Htar  Htet Thazin Zaw  Cherry Wint  Hlaing Yamin Oo  Mya Phu Pwint Thit
Editor's Notes
- #8: In 15 ton pot we need to put 18 ton of scratch to get a 15 tons of molten iron. Carbon % ------^ Manganese inversely proportional C, S,Mn depends on QC