

















![Punch Nose Design
C
L
Based on Punch Diameter,d P
? Flat Diameter,
d f = d P ? [ 2 R + ( 0.2 ~ 0.3 )d P ]
? Included Face Angle,
2¶¡ = 160 o ~ 170 o
? Punch Land,
l = 0.3 ~ 0.7 °¡ d P
¶¬
R
df
l
? Punch Radius,
R = 0.05 ~ 0.1 °¡ d P
? Relief Angle,
2¶¡
¶¬ = 4o ~ 5o
dp
Punch design recommended by ICFG [6]](https://image.slidesharecdn.com/4-12-120510-140213033043-phpapp01/85/KAP-12-5-01-20-320.jpg)



































































![°˘ ???? [ ?? ????? ?? ???? ?? ]
??? ????? ??? ??? ???? ? ???? . ?? ?? ????? ??
SKH 51 ? ??? ? ????? ???? ??????? ?????? ???? ??
?? ???? ??? ??? ??? ??? ????? .
°˛ ?? ????? 0.4 ? [Rmax] ?? °˛
???? ???? ??? ?? (¶“= 85
Kg/mm2)
???? ???? ???????? ?
?](https://image.slidesharecdn.com/4-12-120510-140213033043-phpapp01/85/KAP-12-5-01-88-320.jpg)



















KAP ???????? 12? 5? #01
- 1. 2012 ? ?? ????? 2012. 5.16~ 5.17 ??? ???? ???? www.kapkorea.org ?? ?? ??? (coldforging @ lycos.co.kr)
- 2. ?? 1. ?? ?? <Cold Extrusion> 2. ?? ?? <Tool Life> 3. ?? ?? <Application>
- 3. 1. ?? ?? <Cold Extrusion>
- 4. 1. ?? ?? - Examples of Cold Extruded Parts ???? ??? ??? , ??? ???? ?? ???? ????? ???? .
- 5. 1.3 - Most Commonly Used Extrusion Processes Forward rod extrusion Forward cup extrusion Backward cup extrusion P=punch, C=container, W=workpiece, E=ejector
- 6. - Process Combinations Combined forward rod and backward cup extrusion 1.4 Combined forward and backward cup extrusion P=punch, C=container, W=workpiece, E=ejector
- 7. - Forming Sequence (a) Sheared Billet (a) (b) (c) Forward extrusion (c) (d) (e) Upsetting of flange and coining of shoulder (e) (b) Forward rod and (d) Backward cup backward cup extrusion extrusion Several kinds of operations may be combined to obtain the desired geometry
- 8. - Advantages/Disadvantages Advantages: ? ??? ??? ? ?? ???? ??? ??? ? ?? ????? ? ??? ?? ( ??? ?? ) ? ???? ?? ??? Disadvantages: ? ??? ?? ??? ??? (up to 3,000 MPa / 340 ksi) ? ??? ??? ?? , ??? ??? ??? ?? ?? ? ???? ( ?? ) ? ??? ??? ??? ?? ??
- 9. - Materials used in Cold Extrusion (2.1) Steels: ? Case hardening steels : unalloyed - 1010, 1015; alloyed - 5115, 5120, 3115 ? Heat treatable steels : unalloyed - 1020, 1035, 1045; alloyed - 5140, 4130, 4140, 8620 ? Stainless steels : pearlitic - 410, 430, 431; austenitic - 302, 304, 316, 321 Aluminum Alloys: ? Pure or nearly pure aluminum alloys : 1285, 1070, 1050, 1100 ? Nonhardenable aluminum alloys : 3003, 5152, 5052 ? Hardenable aluminum alloys : 6063, 6053, 6066, 2017, 2024, 7075 ? Other alloys : Copper, Titanium, Lead, and other metals difficult
- 10. - Possible Defects Defect Name Defect Type ??? ?? ??? ??? ?????? ?? ?? ??? ????? ?? ?? ?? ?? ?? ?? ?? , ????? ?? / ???? ?? ?? ( ?? ) ?? ?? ?? ?? Causes ??? ???? , ?? ????? ? ? ?????? ? ??? ??? ?? ? ?? ?? ?? ?? ?? ?? ?? ?? ?? Process Forward rod extrusion Forward and backward cup extrusion Forward and backward cup extrusion Forward extrusion of tube
- 11. - Examples of Chevron Defects ???? ???? ?? ????? ??? ????? ?????? ?????? ?? . ?? ???? ??? ??? ???? ???? ???? ?????? . ??? ?? ??? ???? ??? ?? ??? ?? ??? ?? ?? ?? ??? ?? .
- 12. ???? ??? ???? ?? Billet Material ? ????? ??? , ??? ?? , ?? , ???? ??? ?? ??? . ? ???? ??? , ??? ?? , ?? , ???? ??? ?? ??? . ? ?? ?? ? ?? , ??? ?? ? ?? ?? ( ?? , ?? , ???? ) ? ????? ?? ???? ??? ??? ?? Tooling ? ??? ?? ? ?? ?? ( ??? ?? , ??? ??? ?? ) ? ?? / ??? ?? / ?? ? ??
- 13. Conditions at Tool / Material Interface ? ??? ??? ?? ? ?? ?? ??? ?? ?? ? ??? ???? ?? ? ??? ??? ??? ??? Deformation Zone ? ?? ???? : ?? ?? ? ?? ?? ( ? ?? ), ?? , ??? , ??? ?? ? ?? ( ?? ???? ?? ) ? ?? ( ? ??? ?? )
- 14. Equipment ? ?? / ??? ? ???? / ???? ??? ? ??? ??? Product ? ?? ? ?? ??? , ?? , ?? ??? ? ???? ?? , ??? , ???? ?? Plant Environment ? ?? ? ???? ? ?? ( ?? ) ??
- 15. Trapped Die Extrusion Criteria D C L For Most Common Extrusion Si zes ? Max. Reduction in Area, Punch %R .A . = 70 ~ 75% D2 ? d 2 % R .A . = °¡ 100 2 D ? Die Insert Inner Diameter, (inch) D = Billet Dia. Billet (4) + 0.010 l + 0.012 ? Die Land, (inch) l=1 32 ~1 16 d Container
- 16. Open Die Extrusion Criteria For Most Common Extrusion Si zes ? Max. Reduction in Area, D C L Punch %R .A . = 30 ~ 35% D2 ? d 2 % R .A . = °¡ 100 2 D Billet D 2 ? Die Insert Inner Diameter, (inch) D = Billet Dia. + 0.002 l + 0.004 ? Die Land, (inch) l=1 32 ~1 16 d Container
- 17. Load Calculation - ????? ???? P = Pfd + P fc + Pdh + Pds Pfd : P::fc Pdh : ???? ????? ??? ? ???? ( ?? ) ?? ????? ??? ? ( ???? ) ???? ( ?? ), ???? ????? ??? ? ( ???? ) ???? (homogeneous deformation) ? ??? ? Pds???? : ( ??? ?? ) (inhogeneous deformation) ? ??? ?
- 18. Backward Cup Extrusion Criteria C L ? Max & Min Reduction in Area: 20 ~ 25% °‹ %R .A . °‹ 70 ~ 75% % R .A . = 2 dP D 2 Punch °¡ 100 w ? Max Depth of Extruded Hole: h = 2 ~ 3°¡ dP ? Min Bottom Thickness h Billet t of Extruded Cup: t = 1 ~ 1.5 °¡ w Ejector Container
- 19. Punch Face Geometry - ????? ??? ???? ????? ? ? ??? ??? . Highest pressure Flat Lowest pressure Lower Combination but limited application pressure Conical Flat & conical Spherical - ????? ??? ??? ?? , ?????? ????? ?? .
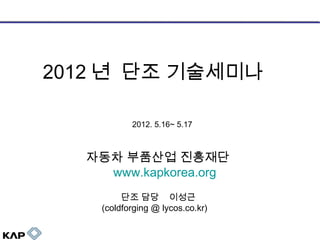
- 20. Punch Nose Design C L Based on Punch Diameter,d P ? Flat Diameter, d f = d P ? [ 2 R + ( 0.2 ~ 0.3 )d P ] ? Included Face Angle, 2¶¡ = 160 o ~ 170 o ? Punch Land, l = 0.3 ~ 0.7 °¡ d P ¶¬ R df l ? Punch Radius, R = 0.05 ~ 0.1 °¡ d P ? Relief Angle, 2¶¡ ¶¬ = 4o ~ 5o dp Punch design recommended by ICFG [6]
- 21. 2. ?? ?? <Tool Life>
- 23. Investigation of broken tool Observation inspection Assumpption of the tool failure mechanism Knowledge experience Suggestion and execution of countermeasures FE, simulation No Satisfactory Tool life Yes Finish (Standardization) <Yamanaka, 2002>
- 24. Factor of mold life time design material surface Hole location Sudden Change of shape Different material impurity Shape of carbide Machihing velocity heat surface treatment machining Surface roughness Steel selection accuracy Machihing pressure Mold problems Cutting condition Grinding condition tempering condition quenching condition Surface treatment condition Arc machining condition Surface treatment selection Life time setting Lubricant selection Surface roughness Lubricant supply shape hardness processin g machine apparatus of mold lubricatio n machined material Usage problems <N. Nihira. 2009>
- 25. ??? ?? ? - ????? ?? - ??? ????? ??? ??? ?? ?? ??
- 26. ????? ?? ?
- 28. ?? ??? ?? (Brittle): ????? ???? ?? ???? ?? ?? (Ductile): ????? ???? ?? < ?? , ?????? ?? > ?? (Tough): ???? ??? ?? ?? < ???? : ????? ?? > ?? (%) ???? ? (%) ???? (Kg-m) ?? A ???? ( ???? Kg/mm2) ( Kg/mm2 ) 87.4 76.7 28.6 64.0 10.8 ?? B 85.5 26.5 63.7 1.2 72.7 ?? ??? ??? ??? ???? ??? , ?????? ?? ?? ??? . < ??? ???? ??? ????? ??? ? ?? ??? ?? .> ?? ?? : ??? ?? , ???? ??
- 30. ?? ?? ????
- 32. ?? ?? - ???? ??? ?? ?? - ??? , ?? ?? ??? ?? ?? ??? ?? - ??? ??? ?? - ?? , ?? ?? ?? ??? -> ??? ?? ??? ?? - ??? ?? - ??? ?? ?? ??? ?? - ?? ?? - ?????? ??
- 33. ????? ???? Ym¶≈m ?Tm = Jc¶√ °¡1,000 J c : ?? ??? ( 427 kgf?m/kcal ) : ?? ( kcal/kg °Ê ) ¶√ : ?? ( kg/dm3 ) ¶≈m ( °Ê ) : ??? ???? ??? ( kgf/mm2) Ym :(??? ?????? kgf/mm2)
- 34. ???? –°???? ?? ?? ?? ?? ?
- 35. ?????? ?? ( ? ?? ) ????? ??? ?????? ??? ??? ?? ??? , ?? ?? , ???? ?? ?? ?? , ???? ?? ???? ? ? ??? ?? ??? ??? . ??????? ???? ?? ??? ??? ?? ?? .
- 36. ?? ?? ??? ????
- 37. Zoomed on punch face (Local metal flow) Case A Angle, 2¶¡ = 160 o Case B Angle, 2¶¡ = 170 o - Included face angle of 160 o gives better material flow around punch nose region
- 38. #1 Gear #2 Gear #3 Gear #4 Gear # 2 Gear ??? ?? ? - ??? : #1,3,4 ?? ?? ??? - ??? : 17%
- 39. ???? ?? ???? ??? ??
- 40. ??? ???? ?? ??? ( r ) = ???? / ??? ?? ?? r = 741 Mpa ( 72.8 Kg/mm2 ) / 280 Kg/mm2<SKH51> = 0.26 0.8=>1 ?? , 0.6=> 10 ??
- 41. ?? ???? ?? ?????? ????? ???? ??? ??? ????? ??
- 42. ??? ?? ??? ????? ???? ???? ???????? ?? - ???? ???? ? ?? ??? ?? ?? ??? ???? ??? ? ?? . ????? ?????? ??? ? ??? ?? ?? ????? . ???? ????? ???? 0.40 um ?? ?? .
- 44. ?? ) -1. ?? / ??? ?? ? < ???????? ?? / ??? > °°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°° °°°°°°°°°°°° °° ? ? ? ? ? copyright 2011, S&S Overseas Sales Team TEL 031.491.0711, FAX 031.491.9545 http://www.snsmetal.co.kr , http://www.snsinc.co.kr
- 45. 2. ???? ???? ?? ?? ?? ?? ?? ?? ?? ? ? ? ? ? ? ? ? ??? ??? / ?? ? ? Eddy Current Tester( ?? 1 ?? ??? ) ?? ?? ? ? ?? ?? 9 ? 16 ? ?? ?? (S50C) Eddy Current Tester ??? ?? Field ??? ?? ??? ?? ????? ??? ?? ? Mission ?? ?? ?? ?? ? ? Sampling ??? ??? ? ? ? ??? ???? ??? ? ? ? ?? 2 ????? Overhaul ?? 10 ? 27 ? ????? ???? ?? ??? ?? ?? Crack ?? ?? ?? ? (A-1 ???? 30/50 ? ?) ? ? ????? Overhaul ?? ? ? ?? ?? ? Crack ???? ??? ?? ?? (A-1 ???? 30/100 ? ?)
- 46. 2. ???? ???? ?? ?? ? ? ?? ?? ?? ?? ? ? ? ? ? ? ??? Air 3 ? Hole ?? ? ? ? ¶µ0.8 Air Hole (4 Places) ?? ? ?? ?? ? ??? Air ?? ?? ?? ?? ?? ? ?? ?? ?? ? ?? ??? ? Fool4 ? Proof ? ? ? ?? 4 ? 27 ? ?? ? ?? ?? ? Air ??? ?? ?? ?? ? ?? ? ? ? ?? ???? ? ?? ?? ??? ???? ??? ? ? ??? ?? ?? ?? ?? ? ?? ? ? ??? Graph ?? ? ?? ?? ??? ? ??? ????? ?? ?? ?? ? ?? 4 ? 29 ?
- 47. 4. ?? ?? ?? (1) ??? ?? ? ?? ?? ? ? ? 1 ? ? ? ? ? ? ? Auto loader ? ? ??? ? ????? ? ? ?? ?? ? ? ? ??? 12 ? 05 ? ??? ?? ??? ??? ?? ?? ????? ?? ??? 30% ?? ?? ? ? ?? ??? ??? ??
- 48. 4. ?? ?? ?? (1) ??? ?? ? ?? ?? ? ? ? ? ? ? ? ? ? ??? ?? ? 2 ? ???? ?? ?? ??? 8 ? 20 ? ??? ?? ??? ???? Upsetting ?? ??? BL ?? ?? ?? ??? ?? ?? ? ?? ?? ?? Cycle Time ? ?? ?? ? ??? ?? ? ??? ?? ??? ??? ?? (12% ?? )
- 49. 4. ?? ?? ?? (1) ??? ?? ? ?? ?? ? ? ? ? ? ? ? ? ? PLC Program 4 ???? ??? ?? ?? ??? 11 ? 7 ? Foot Switch ?? ? ?? ?? ?? PLC Program ? ???? ?? ??? ?? ?? ?? ?? ?? ?? ?? ? (Foot Switch ???? ?? :1 2 ?? ?? (10.0 °˙ 7.0Sec/Ea) ?/ªÿ) 30% ??
- 50. ? ) -2. ???? ???? <KAP ?? / ??? > < ????? ? ? ?? ?? - ?? ?? ?? ?? ? - ?? ?? ? - ?? ?? ?? ?? ?? - ???? ?? ????? - ???? ?? ?? - ??? ??? ?? - ?? ?? ??? ??? ??? ??? (3,5,8 mm) - ?? ?? ? ???? ?? ??? ( ???? ) - ?? ?? ???? ???? ?? ? ???? ?? ?? ???? ? ? - ?? ?? ???? ??? ??? ?? - ?? ?? ? ??? ???? ?? - ??? ???? ?? ??? ?? ??? ??? ? ??? ???? ?? ???? - ???? ?? - ?????? ?? (TFT)
- 51. ?? ?? ?? - ?? ? ? - ?? ? ? - ?? ? ?
- 52. ?? ?? 14SIZE I NNER RACE ???? ???? 30 31 32 33 34 35 36 37 38 39 40 41 ???? ???? 307221 221028 353110 211429 396538 377507 246737 265330 68489 53630 22705 220228 228663 GI2000i TRIPOD(JAPAN) ???? ???? 3 4 5 6 8 9 11 12 14 ???? ???? 173631 361049 355168 294362 315813 34793 375190 311821 487800 301070
- 53. Factor of mold life time Mold problems design material surface Hole location Sudden Change of shape Different material Shape of carbide accuracy Machihing pressure machining Surface roughness Steel selection impurity Machihing velocity heat surface treatment Cutting condition Grinding condition quenching condition tempering condition Surface treatment condition Arc machining condition Surface treatment selection Life time setting Lubricant selection Surface roughness Lubricant supply shape hardness processing machine apparatus of mold lubricatio n Usage problems machined material N. Nihira
- 54. Quenching condition Surface treatment selection ?? S ? KCW ≤ƒ ?? -Q/T ? Lapping ¢™ 500 -Q/T, ???? ?? ?? : ?? ?? (2ea)
- 55. Surface roughness ???? ???? ??? ?? (¶“= 85 Kg/mm2) ?? ? ???? ???? ???????? ??
- 56. impurIty - ?? ??? ?? ?? ?? => ??? ?? ?? SAE 1524 spheroidize d annealed ? ?? ??? ?? SAE 1137 hot rolled ?? 1.5 3 5 7 9 11 13 15 20 25 40~48 37~48 32~46 28~40 25~36 22~34 21~32 ~31 ~29 ~27 POSCO 45.5 43.9 41.9 36.7 33.5 30.7 29.6 28.7 26.6 25.6 SeAH 44 44 40 34 31 28 27 26 23 21 ?????? 40~45 37~42 32~39 28~35 25~32 22~28 21~27 ~25 ~23 ~21 Spec.
- 57. Lubricant selection ??? ??? ?? ?? < ?? ? ??? ?? ? , ???? ??? ? > ?? ? „~? ??? ??? ??? ?? -1. ???? ?? ?? (5:5 ¥Û , 7:3 ?? < ?? : ??? >) -2. ???? ?? ???? ??? ???? ?? -3. ??? ?? ?? 5:5 = 1.40 ~ 1.55 mm 6:4 = 1.35 ~ 1.50 mm 7:3 = 1.40 ~ 1.50 mm -4. ?? 7:3 ???? ??? ??? ?? , ?? ? 5:5-35 ??? 6:4-35 ??? ??? ?? ??? ? 7:3-71 ???
- 58. Machihing velocity -? , ?? ?? ? ??? ???? ?? ?? ??? : TMP KOMATSU 1,600 ? 20 SPM 600 ST = 400 mm/sec ( ??? ?? ?? ) 1,600 ? 30 SPM 800 ST = 800 mm/sec ( ??? ?? ?? )
- 59. ?? , ?? ?? Factor of hi accuracy of forging products mold material material ?? ?? Deformation capability plasticity structure accuracy Forging load Forging machine Heat treatment Surface treatment Heat of process strength Contact time Surface roughness toughness difference Forging speed ∫›∫›fl£ motion ?? ?? Fitting accuracy of Machining hardness Deformation stress weight Heat adhesion Heat conduction Temperature Of forging Mold temperature wear Hi accuracy of Forging products Cycle time ???? ? Lubricant selection lubrication Mass of lubricant ?? ?? method JSTP
- 60. Temperature of forging -?? ?? ?? ?? ?? Hydraulic press : 25 mm/s Initial billet dimension Height = 60 mm, Diameter = 60mm Initial temperatures Billet = see below, Die = 200 °„C % Reduction in heigh 50% (30 mm) * ??? ??? ?? ? ?? ?? °° 1 2 3 4 5 6 7 8 9 10 ???? ???? (°Ê) 855 856 849 851 845 854 855 863 851 851 853 * ???? ??? ??? ?? ? 1P ???? ???? ? 13 ? Case A AISI 1035, Billet temp = 1000 °„C
- 61. Forging load Contact time -????? ??? ???
- 62. Deformation capability KAP ??? ?????? ?? 11.6.22~12.20 15MD -??? ??? ??? ??? SCr 420 H 830?C ¢™ 3 Hr SCr 420 H 780?C ¢™ 3 Hr
- 63. ???? ?? ? ?? ?? ??? ( ?? : ???? ) ???? : 13:00~14:30 ?? ?? ?? 1 ? (6/8 ? ) ???? , ???? ? ?? ??? ???? 2 ? (6/15 ? ) ??? ?? ????? ??? ?? ???? 3 ? (8/17 ? ) ???? , ??? ??? 4 ? (8/31 ? ) -?? ?? -???? ??? ???? + ?? ???? ????? ?? ???? + ?? 4-1 ? (9/20 ? ) - ?? ???? - ??? ?? 5 ? (10/12 ? ) - ?? ?? - ??? ?? ASMI ?? ???? 6 ? (10/26 ? ) - ?? ?? - ? , ?? ?? ASMI ?? ?? ???? 7 ? (11/3 ? ) 8 ? (11/11 ? ) 9 ? (1/19 ? ) 10 ? ??? ???? - ???? ???? ???? -??? ?? ASMI ?? ???? - ???? ???? National ?? ???? - ??? < ?? ?? > National ??
- 64. 1. ?? ??? ?? ?? ?? < ????? ?? / ? ?? > ?? ??? ??? ????? ???? ??? ?? ?? ?? ? ?? ?? ? ?? ???? ?? 4P ??? ?? ?? ??? ??? ??? ?? . 1) ??? ???? ?) ?? ??? ( ???? ), ??? ??? ( ??? ), ?? ??? ( ??? 2) ???? ?? ?? 3mm 5mm 8mm
- 65. ????? ??? ??? (3,5,8 mm) TJ 87 ?? 4P ?? ??? ??? ??? ??? : 5mm ??? : 3mm, 8mm < ? 1 ?? ?? ?? ??? ??? > TJ 82 4P TJ 87 4P ???? 0.4
- 66. ???? ?? ??? ( ???? ) -???? ??? 2 ? ?? ( ?? ?? ) -?? ???? ?? ?? ??? ??
- 67. TJ 87 ?? 4P ?? ??? ?? - ???? ??? ??? ( ??? ?? ??? ) ?? ??? : TMP 1,600 ? 20 SPM 600 ST = 400 mm/sec ( ??? ?? ?? ) ?? ( ??? ) 1,600 ? 30 SPM 800 ST = 800 mm/sec ( ??? ?? ?? )
- 68. ?? ?? ( ????? ???? PT ?? )
- 69. 1) ?? ?? ??? ?? ?? °° ?? ??? ( ???? ) ??? ??? ( ??? ) ?? ??? ( ???? ) TEST PUNCH TJ87 O/R 4P PUNCH ( ?? : KCW1) TJ87 O/R 4P PUNCH ( ?? : KCW1) TJ87 O/R 4P PUNCH ( ?? : KCW1) 1. ???? (Hv) 1266 1283 1176 1189 1170 1187 2. ???? (HRC) 62.5 62.3 57.1 57.4 59.1 59.5 2. ???? 0.1 0.1 0.1 0.1 0.1 0.1 3. ???? (HRC) 62.5 62.5 57.1 57.4 59.1 59.5 4. ?? ?? 9,000EA ?? °° 8,400EA ?? °° °° 8,600EA ?? °° °° °° °° °° °° °° °° 6. ?? ? ?? ?? °° °° °° ??? ? ?? R ??? ??? ?? ?? ?? ?? ??? ? ?? R ??? ??? ?? ?? ?? ?? ??? ? ?? R ??? ??? ?? ?? ?? ??
- 70. 2) ?? ?? ?? ??? ?? ?? °° ??? ??? ??? ??? ??? ??? TEST PUNCH TJ87 O/R 4P PUNCH ( ?? : KCW1) TJ87 O/R 4P PUNCH ( ?? : KCW1) TJ87 O/R 4P PUNCH ( ?? : KCW1) ? ? (HRC) 58 58.5 58.2 58.1 58.3 58.4 58.2 58.4 ?? ?? 8,800EA ?? 9,100EA ?? 8,500EA ?? ?? ?? 3mm 5mm 58.2 8mm °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° ??? ? ?? R ??? ??? ?? ?? ?? ?? °° °° °° °° °° °° °° °° ?? ? ?? ?? °° ??? ? ?? R ??? ??? ?? ?? ?? ?? °° °° °° °° °° °° °° ??? ? ?? R ??? ??? ?? ?? ?? ??
- 71. * ??? ?? 1) ?? ?? ?? ?? - ?? ( ???? ) ? ??? ( ??? ) ? ? ??? ?? ??? ? ?? ???? ??? ?? ? ???? ?? ?? ??? ????? ?? ??? ??? ?? ??? ?? ?? . - ?? ?? ??? ?? ?? ??? 8~9 ??? ?? ?? ??? ??? ? ?? ?? ?? ??? ??? . ( ? 5 Kg ¢™ 20,000 ? /Kg = 10 ? ? / EA < ??? Ti ?? >) -????? ???? 1 ? -> 2 ?? ?? ?? ?? ? ??? ???? , 1 ? ?? ?? ? ???? ?? . 2) ?? ?? ?? ??? ?? - ??? ??? ( ??? ) ? ??? ?? ??? ????? ?? ??? ?? ?? ??? ??? ?? ?? - ???? ?? ? ?? ??? ???? ???? ???? ?? ??? ????? ?? ?? ?? . ??? ?? ?? . ( 2 ?? ???? ??? ?? ) -?? ??? ??? ??? ??? ??? ?? ??? ??? ?? ? ??? ???? ? ?? ??? ?? ????? ?????? ? ??? ??? . ( ??? ???? ?? ) ? ?? ?? -?? ?? ??? ??? ??? ?? ??? ??? ?? ?? ?? ? ?? ??? ??? ?? ?? ??? ??? ????? ?? ? ??? . ( ?? ?? ?? )
- 72. 2. ?? ??? ?? ?? ?? ?? ?? ????? ?? ?? ????? ?? ???? ??? ?? ??? ???? ??? ??? ?? ??? ???? ?? ???? . * INNER RACE ?? ??? ??? °° ???????? ( ???? ) ?? ??? ( ?? ?? ) ? ? SKH51 SKH51 SKH51 ??? ?? ????? ????? ????? ?? ?? ?? ?????? ?? ?????? ????? ?? ?? R-3 (TiN+AlTiN+AlTiCrN+AlX( ???? ) nACo3 (TiN+AlTiN+Si3N4) TiN 25,000EA 8,000EA 10,000EA ?? ?? °° ?? ? ?? ?? °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° ???? ????? ?? ??? ??? ?? °° °° ???? ????? ????? ???? ??? °° °° ???? ????? ??? ???? ???
- 73. * SPIDER ?? ????? ??? ??? ( ?? ??? ??? ? ) °° ???????? ( ???? ) ?? ??? ( ?? ?? ) ? ? ? GI2000i TRIPOD PIERCING PUNCH ( ?? : SKH51) GI2000i TRIPOD PIERCING PUNCH ( ?? : SKH51) GI2000i TRIPOD PIERCING PUNCH ( ?? : SKH51) ??? ?? ????? ????? ????? ?? ?? ?? ?????? ?? ?????? ????? ?? ?? R-3 (TiN+AlTiN+AlTiCrN+AlX( ???? ) nACo3 (TiN+AlTiN+Si3N4) TiN 2,350EA 1,600EA 150EA ?? ?? °° ?? ? ?? ?? ?? ?? °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° °° ?? ??? ?? : ?16 ?? ??? ?? : ?16 ?? ??? ?? : ?16 ?? ??? ?? : ?20 ?? ??? ?? : ?20 ?? ??? ?? : ?20 ???? ????? ?? ??? ?? ?? ???? ????? ????? ???? ??? ?? ??? ?? ??
- 74. ??? ??? ?? ?? R-3 ?? ¢™ 180 Ti-N ?? R-3 ?? Ti-N ?? ¢™ 180
- 75. ?? ?? (JSTP vol.50 no. 582) ?? ?? ??? 5,000 ??? ??? ? (5000 ?? ???? ?? t=1 mm, ? 5 mm ? , ????? C= 10%¢˙t )
- 76. ??? ? ???? ??? ?? ??? ??
- 77. ??? ( ?? ??? ) -?? ?????? TIN ??? 8000 ? ~12000 ? ???? ??? ????? ??? ??? ?? ??? ???? ?? ??? ?? . -??? ??? ???? ??? ???? ?? ?? ????? 2 ??? ?? ??? ?? Test ? ?? R-3 ?? ( ???? ) ? ?? ?? ?? 2 ? ?? ??? ???? , ?? ???? ??? ??? ???? ??? ??? ??? ??? ??? ? ?? ???? ?? ???? ???? ??? ??? ??? . ( ?? ?? ?? ) - ??? ?? ???? ?? ??? ?? ( ?? )
- 78. 3. ???? ?? ??? ?? ??? * ?? ?? ??? ?? ??? , - ?? ????? ???? ?? ?? ??? ??? ??? ???? ??? ???? ??? ?? ? ?? ??? ? ???? ?? ???? . - ?? ?? ? ?? LOT ? ???? ?? ????? , ?? ??? ?? ? ??? ??? ??? * ??? ?? ?? . ( ???? ?? ? , ?? ??? ?? ) ?? ?? ? ???? LOT NO. ?? ¢Ÿ SCr420H 33 ??? RKR2-244 18 ¢⁄ SCr420H 32 ??? RKR2-254 18 ¢€ SCr420H 32 ??? RKR2-255 19 ¢‹ SCr420H 32 ??? RKR2-263 18 ¢› SCr420H 33 ?? RKR2-281 23 ¢fi SCr420H 32 ?? RKR2-271 20
- 79. * ?? ??? ?? #2 ???? #3 ??? ? #2 ???? 65.7% ¢™80 #3 ???? 68.8% ¢™80
- 80. * ??? ?? ? ? Up ? (mm) ??? ? (%) 69.3 10 79.8 76.5 76.7 16.5 65.7 301.3 77.8 77.8 15 68.8 48.06 300.2 77.1 77.1 11 77.1 33 49.57 329.5 77.7 78.9 10.5 78.8 ?? 32 48.06 301.0 75.1 76.2 10.5 78.1 ?? 33 52.00 °° °° °° 10 80.8 ?? ?? ?? ?? ?? (mm) ?? (g) ?? (HRB) #1 SCr420H ?33 RKR2-244 ??? 33 49.53 329.9 69.2 #2 SCr420H ?33 RKR2-254 ??? 32 48.03 301.1 #3 SCr420H ?33 RKR2-255 ??? 32 48.05 #4 SCr420H ?33 RKR2-263 ??? 32 #5 SCr420H ?33 RKR2-281 ?? #6 SCr420H ?33 RKR2-271 #7 SCM420H ?33 RKM4-234 ? ? FA ?? ?? FA ?? ??? FA ?? ??? FA ???? FA ???? FA ???? SA ( ??? ?) ?? ? 1.?? ??? ???? ?? LOT ? ??? ??? ?? ??? ?? ? ? ??? ?? ??? ???? ??? ?? ??? ???? ??? ? ? ???? ?? ??? ??? ? ??? ???? ??? ?? ??? . 2. ??? ?? ??? ?? ??? ??? ??? , ?? ??? ??? ??? ?? ?? ???? ?? ??? ???? ??? ??? ?? ???
- 81. ??? ?? ??? ?? ??? ???
- 82. ? 850 °Ê 6HR ???? Upsetting Test -81% ? ?? ?? ?? üo
- 83. ???? ?? ? ???? ??? ?? ???? (HB) ? ?? ?????? ? ??
- 84. 4. ??? ?? ??? ?? ?? ??? ?? ??? ?? ??? ??? ? ?? ??? ???? ? ?? ?? . ?? ???? ?? ??? ?? ???? ??? ?? ??? ?? ?? ??? ????? ???? ??? . * ?? ??? ?? ?? ?? - ?? : ?? : ?? (6:3:2) ??? ?? ?? ?? (?54 X ?27 X 18) ?? : S53C ??? ?? : 830?C, FA ? ( ?? ?? ) ?? ?? : ????? + MoS2 ?? ??? ? ??? ?
- 85. * ?? ??? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ????? ? ???? ? ? ( ?? 1) ?74 ?26.5 8.5 1.9% 52.7% 0.17 ???? ? ? ( ?? 2) ?74.2 ?26.8 8.4 0.9% 53.4% 0.18 ?25 8.4 7.4% 53.4% 0.3 ???? ? ? ( ?? 3) ?68 50% ? ?? ? ???? ?? ????? ????
- 86. ??? ?? ?? (m) ? ?? ?? ?? ?? : ?? ?54 X ?27 X 18 (SM45C) , ???? 50% m=0.17 ?? : 377 ? m=0.18 ?? : 380 ? m=0.3 ?? : 406 ? (? 29 ? ) ?? ? 1.?? ????? ??? ????? ??? ???? , ????? ?? ?. ??? ???? ?? ???? ?? ??? ?? ?? . 2. ?? ??? ?? ??? ??? ???? ?? ??? ?? ?? ? ? ?. 3. ?? ??? ?? ???? ?? ?? ?? ??? 0.05 ®C 0.15 ? ?? ??
- 87. 5. ?????? ?? ?? ? ?? ?? ??? ???? ????? ????? ?
- 88. °˘ ???? [ ?? ????? ?? ???? ?? ] ??? ????? ??? ??? ???? ? ???? . ?? ?? ????? ?? SKH 51 ? ??? ? ????? ???? ??????? ?????? ???? ?? ?? ???? ??? ??? ??? ??? ????? . °˛ ?? ????? 0.4 ? [Rmax] ?? °˛ ???? ???? ??? ?? (¶“= 85 Kg/mm2) ???? ???? ???????? ? ?
- 90. ???? ????
- 91. ???? ??? ???????? ?? ?? ?? ?? ?? ?? ?? ?? ??
- 92. 6. ??? ???? ?? ?? ?? ? ?? ? ?? ???? FB-400 ?? ??? ???? DF-31 SF-17-SH ??? - ???? ???? ?? ??? ?? ?? 11.11 ? ( ??? 7:1, ?? : 1.01 ?? )
- 93. ) -3. ???? , ??? ? ?? ?? <GEN ?? ? ?? ?? ???? ??? ?? ?? 1) ????? ?? - ?????? ?? ( ??? , ??? ???? ) ? 0.2 ???? ?? ????? ?? . 2) ??? ??? - ??? ???? 0.2( ?? : ? 1.8mm) ???? ?? ?? . ( ??? ??? ????? ?? ??? ) - ????? ??? ?? ?? . 3) ??? ?? - ??? ? ??? ??? ?? ??? ??? ?? ??? ? ?? ??? ?? . 4) ??? ?? - ??? ?? 5) ??? ??? - ???? ?? ( ???? ) ? ???? ????? ???? ???
- 94. ??? ( ?? ? ) ?? ? : ? ??? ??? ? ?? ( ?? ?? ?? ?? )
- 95. ??? ( ?? ? ) ?? ? : ???? ??? ??? ? ?? ( ?? ?? ?? ?? )
- 96. ?? ?? ( ?? ?? ®C???????? -) ?? ( ?? ) ?? ??
- 97. ??? ?????? ?? ????? ??
- 98. ??????? ????? ????? ?????
- 99. ????? ?????? ?? ?????? ??
- 100. ?? ????? ??? ?? (R) ? ??? (t=0.55 mm, SPC-1, ????? 14~22%)
- 101. ?? ( ?? ) ??? ?? ???? ?? (D=? 20 mm)
- 102. ? ??? ???? ??? NO ? ? 1 INSERT NUT(M6) 2 3 BUSHING (?13°¡10.5) C/INSULATOR (?12°¡20.5) ? ????? NO 1 2 ???? INSERT NUT(M6) 0.37 (0.185) C/INSULATOR ?3 ??? ?? NO 1.75 (0.311) 1.7 (0.206) 2.2 (0.244) ? ? BUSHING (?13°¡10.5) (?12°¡20.5) ? ? ?? DATA ??? : ? ???? ? ?? ( ??? ) ( ??? ) 0.25 (0.125) 2.251 (0.399) 1.805 (0.219) 2.195 (0.244) ?? ?? ?? ?? ?? ?? ??? : ? ?? ? 0.432 (0.216) 0.198 (0.099) 0.2 0.246 (0.1) (0.123) ???? °° 1 INSERT NUT(M6) °° °° 2 BUSHING (?13°¡10.5) °° °° 3 C/INSULATOR (?12°¡20.5) °° °° X1 X2 X3 X4 X5 X6 X7 X8 X9 X10 AVG. 2.16 2.32 1.75 1.85 2.13 2.20 2.18 2.35 1.79 1.84 2.17 2.23 2.15 2.33 1.73 1.85 2.17 2.24 2.17 2.34 1.76 1.83 2.15 2.23 2.18 2.35 1.78 1.84 2.18 2.25 2.14 2.33 1.75 1.83 2.14 2.20 2.15 2.32 1.78 1.88 2.17 2.25 2.17 2.36 1.76 1.85 2.18 2.25 2.16 2.30 1.77 1.84 2.16 2.24 2.20 2.35 1.76 1.86 2.13 2.22 2.166 2.335 1.763 1.847 2.158 2.231 ?? DATA X1 X2 X3 X4 X5 X6 X7 X8 X9 X10 AVG. ?? ? ?? ? C ?? ? ?? ? C ?? ? ?? ? C ?? 6.06 6.06 6.08 6.06 6.07 6.06 6.06 6.07 6.08 6.06 6.066 5.64 5.63 5.64 5.63 5.64 5.63 5.63 5.63 5.64 5.63 5.634 0.42 0.43 0.44 0.43 0.43 0.43 0.43 0.44 0.44 0.43 0.432 8.45 8.43 8.43 8.45 8.45 8.45 8.46 8.43 8.45 8.45 8.445 8.25 8.25 8.24 8.25 8.24 8.25 8.25 8.25 8.24 8.25 8.247 0.20 0.18 0.19 0.20 0.21 0.20 0.21 0.18 0.21 0.20 0.198 9.26 9.25 9.25 9.24 9.26 9.27 9.26 9.25 9.25 9.26 9.255 9.01 9.02 9.01 9.00 9.01 9.01 9.01 9.01 9.00 9.01 9.009 0.25 X1 0.23 X2 0.24 X3 0.24 X4 X5 X6 X7 0.24 X8 0.25 X9 0.25 X10 0.246 HV 241.8 250.1 245.7 242.8 247.3 249.0 °° °° °° °° HRC 20.8 22.4 21.5 20.9 21.9 22.2 °° °° °° °° HV 256.5 255.3 259.6 254.7 253.9 252.5 °° °° °° °° HRC 23.4 23.2 23.9 23.1 23.0 22.8 °° °° °° °° HV 256.9 262.1 264.6 259.1 263.1 261.4 °° °° °° °° HRC 23.5 24.4 24.8 23.9 24.5 24.2 °° °° °° °° ?? DATA 0.25 0.25 0.26 AVG. 246.11 7 21.617 255.41 7 23.233 261.20 0 24.217
- 103. COLLAR(?12), ??? ? ??? ?? ???? ( ????? Type ?? ?? , Air Hole ?? ? ) 12.04.16 ?? ??
- 104. ?? ????? ??? ? ???? ?? ??? ?? ?? ? ( ??? ) ?? ? ( ??? ) - ????? ? ?? ?? - ??? ?? - ??? ??? ?? ?? ? ( ?? ) ?? ? ( ?? ) -?? ???? ??? ?? ?? ?? . - ??? ? ?? ?? ?? - ??? ? ? , ????? TYPE ? ?? ???? , ???? ?? ?? Burr ??
- 105. ?? ? ?? ? 105
- 106. ?? ????? ?? ? ???? ?? ?? 1
- 107. ????? . ??? ???? ???? www.kapkorea.org ?? ?? ??? (coldforging @ lycos.co.kr) < ?? , ?? ?? > 1)»’±æÀ‹–‘º”π§åWï˛æé : §Ô§´§Í§‰§π§§Âë‘Ϻ”π§ 2)»’±æÀ‹–‘º”π§åWï˛æé : Âë‘Ï 3)»’±æÀ‹–‘º”π§åWï˛æé : §ª§Ûº”π§ 4)»’±æÀ‹–‘º”π§åWï˛ºà 5)ASM International: Cold and Hot Forging