









































MILLING MACHINES & MILLING PROCESSES.ppt
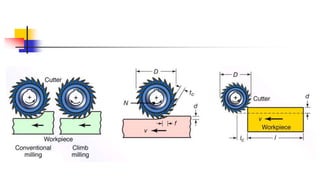
- 13. ’ü« Conventional Milling (Up Milling) ’ü« Max chip thickness is at the end of the cut ’ü« Advantage: tooth engagement is not a function of workpiece surface characteristics, and contamination or scale on the surface does not affect tool life. ’ü« Cutting process is smooth ’ü« Tendency for the tool to chatter ’ü« The workpiece has a tendency to be pulled upward, necessitating proper clamping.
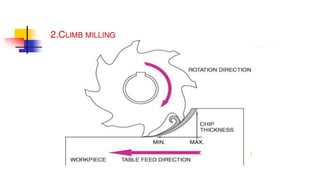
- 14. ’ü« Climb Milling (Down Milling) ’ü« Cutting starts at the surface of the workpiece. ’ü« Downward compression of cutting forces hold workpiece in place ’ü« Because of the resulting high impact forces when the teeth engage the workpiece, this operation must have a rigid setup, and backlash must be eliminated in the table feed mechanism ’ü« Not suitable for machining workpiece having surface scale.
- 21. Milling Machine