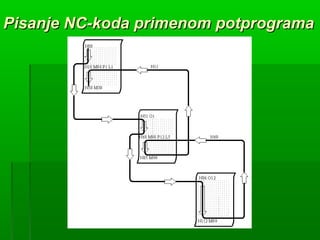
The document contains the main program and subprograms for a CNC milling machine. It describes:
1. The main program calls several subprograms to perform operations like contouring, pocketing, circular pocketing, slot milling, and tapping holes.
2. The subprograms contain G-code instructions for specific milling operations like contouring an area, milling a pocket, or drilling holes in a pattern.
3. The main program executes the subprograms in sequence to machine features of a workpiece, using different tools for operations like end milling, drilling, and tapping. It provides information on tools, feedrates, and coordinates for each operation.
The document contains the main program and subprograms for a CNC milling machine. It describes:
1. The main program calls several subprograms to perform operations like contouring, pocketing, circular pocketing, slot milling, and tapping holes.
2. The subprograms contain G-code instructions for specific milling operations like contouring an area, milling a pocket, or drilling holes in a pattern.
3. The main program executes the subprograms in sequence to machine features of a workpiece, using different tools for operations like end milling, drilling, and tapping. It provides information on tools, feedrates, and coordinates for each operation.
CNC programming basics include:
1) Programs consist of a start, blocks of NC code, and an end. Blocks contain line numbers and commands like G01 for linear interpolation.
2) Absolute and incremental coordinate systems are used. Absolute defines positions from a fixed zero point, while incremental uses changes from the prior position.
3) G and M commands like G01 for linear moves or M03 to turn the spindle on are self-holding and remain active until deactivated explicitly. Reference points define the machine, tool, and workpiece coordinates.
This document provides a schematic for the electrical system of a CNC machine. It shows the wiring diagram connecting the various components including motor drivers for the X, Y, and Z motors. It also shows the connections for inputs like limit switches and emergency stop buttons, as well as the power supply, inverter, and contactors that control power to the motors and pump.
This document discusses techniques for improving the efficiency of CNC nesting and programming. It shows how nesting parts in pairs or staggered patterns can significantly reduce waste between parts compared to a standard nested pair. Examples demonstrate waste reductions from 9.9% to as much as 13.9% through staggered and rotated nesting approaches. Overall, the document emphasizes that CNC programmers should always consider nested pairs, offsets, rotations and other techniques to maximize material yield and reduce waste in CNC programs.
The document provides information on profile milling and contains 6 examples of CNC part programs for milling various components. The programs use G-code commands like G00, G01, G02, G03 as well as M-codes to perform operations like tool changes, spindle control and returning to reference points. Subprograms are used to repeat machining operations through the use of M98 calls and parameters.
The document discusses CNC programming and machining. It defines CNC and describes how a typical CNC system consists of six main elements: the part program, program input device, machine control unit, drive system, machine tool, and feedback system. It then explains key aspects of CNC programming including common G and M codes, tool paths, absolute and incremental positioning, and provides an example program.
This document provides information about CNC milling. It discusses learning outcomes, introduces milling processes and classifications. It describes the theory of CNC milling machines, including their characteristics, geometry, coordinate systems, zero and reference points, and programming structure. It also covers cutting values, clamping devices, and lists G-codes and M-functions.
Milling is a machining process that uses rotary cutters to remove material from a workpiece by feeding the workpiece into a spinning tool. There are two main types of milling machines: horizontal and vertical. Horizontal milling machines have a horizontally mounted spindle and cutter above the worktable, while vertical milling machines have a vertically oriented spindle and cutter that can plunge to cut the workpiece. The type of milling machine used depends on factors like the shape, size, and number of sides needing machining of the workpiece.
The document discusses different types of milling processes and machines. It describes peripheral milling and face milling operations. Peripheral milling involves rotating the cutter parallel to the workpiece surface, and can be slab milling, slotting, side milling or straddle milling. Face milling produces a surface perpendicular to the cutter axis using cutter face and periphery. The document also covers different milling cutters, machines, and basic cutting conditions for milling operations.
Fundamentals of Metal cutting and Machining Processes
MACHINING OPERATIONS AND MACHINING TOOLS
Turning and Related Operations
Drilling and Related Operations
Milling
Machining Centers and Turning Centers
Other Machining Operations
High Speed Machining
This document provides an overview of basic CNC milling machine programming for FANUC controls. It covers topics such as general and machine coordinate systems, work coordinate systems, work datum setting, basic G and M codes, tool length compensation, cutter radius compensation, and programming examples for simple shapes. The examples demonstrate absolute and incremental programming, work offsets, tool calls, and the use of subprograms.
CNC Programming for Begainer.
1.Easy Mehtod.
2.Complete Theoritical Knowledge.
3.Motion and coordinate system for NC machine.
4.Axes convention of VMC & HMC.
5.How to make Part Programming.
6.Coordinates System.
7.Programming Format.
8.List of G Codes And M Codes.
9.How to Use of Above Codes In Programme.
10.Reference Point and Return of Machine.
The document provides an overview of a study conducted on conventional and CNC lathe and milling machines. It describes the key operations and components of conventional lathe and milling machines. It then explains the concepts of computer numerically controlled machines in more detail, covering important terms related to CNC machining like machine zero, work zero, absolute and incremental measuring systems, axis designations, spindle speed, feed rate, cutting speed, and tool and tool offset.
1. Osnove programiranja NC i CNC glodalicaOsnove programiranja NC i CNC glodalica
IV godinaIV godina ŌĆō Tehni─Źar za kompjutersko upravljanjeŌĆō Tehni─Źar za kompjutersko upravljanje
ŌĆō Programiranje CNC ma┼ĪinaŌĆō Programiranje CNC ma┼Īina
Vuka┼Īin Brati─ćVuka┼Īin Brati─ć dipl.ma┼Ī.in┼Š.dipl.ma┼Ī.in┼Š.
Aleksandar Jovanovi─ćAleksandar Jovanovi─ć dipl.ma┼Ī.in┼Šdipl.ma┼Ī.in┼Š..
Vladan Bugarinovi─ćVladan Bugarinovi─ć dipl.ma┼Ī.in┼Šdipl.ma┼Ī.in┼Š..
2. Nivoi upravljanjaNivoi upravljanja
’é¦ NCNC ŌĆō numeri─Źko upravljanje (upravljanje sa UJ u vidu bu┼Īa─Źa/─Źita─Źa trakeŌĆō numeri─Źko upravljanje (upravljanje sa UJ u vidu bu┼Īa─Źa/─Źita─Źa trake
(sa potrebnom elektronikom) i informacijama u vidu redova izbu┼Īenih(sa potrebnom elektronikom) i informacijama u vidu redova izbu┼Īenih
nizova otvora na pokretnoj traci ŌĆō nosa─Źu informacija),nizova otvora na pokretnoj traci ŌĆō nosa─Źu informacija),
’é¦ CNCCNC ŌĆō ra─Źunarsko numeri─Źko upravljanje (upravljanje sa UJ u viduŌĆō ra─Źunarsko numeri─Źko upravljanje (upravljanje sa UJ u vidu
ra─Źunara i upravlja─Źkim informacijama u vidu digitalnih (analognih)ra─Źunara i upravlja─Źkim informacijama u vidu digitalnih (analognih)
vrednosti napona (logi─Źke nule ŌĆō 0V i jedinice ŌĆō naj─Źe┼Ī─će 3V ili 5V) ivrednosti napona (logi─Źke nule ŌĆō 0V i jedinice ŌĆō naj─Źe┼Ī─će 3V ili 5V) i
nosioca informacija u vidu magnetnog diska ili drugog oblika trajnenosioca informacija u vidu magnetnog diska ili drugog oblika trajne
memorije),memorije),
’é¦ DNCDNC ŌĆō direktno numeri─Źko upravljanje (upravljanje sa UJ koja kontroli┼Īe iŌĆō direktno numeri─Źko upravljanje (upravljanje sa UJ koja kontroli┼Īe i
reguli┼Īe rad vi┼Īe NC/CNC ma┼Īina, kod koje zadatak UJ nije samoreguli┼Īe rad vi┼Īe NC/CNC ma┼Īina, kod koje zadatak UJ nije samo
sprovo─æenje upravlja─Źkih informacija ve─ć i njihova sinhronizacija na vi┼Īesprovo─æenje upravlja─Źkih informacija ve─ć i njihova sinhronizacija na vi┼Īe
pojedina─Źnih obradnih sistema),pojedina─Źnih obradnih sistema),
’é¦ ACAC ŌĆō adaptivno upravljanje (upravljanje sa korekcijom registrovanihŌĆō adaptivno upravljanje (upravljanje sa korekcijom registrovanih
vrednosti poreme─ćaja ŌĆō npr. prekora─Źenjem temperature rezanja u zonivrednosti poreme─ćaja ŌĆō npr. prekora─Źenjem temperature rezanja u zoni
rezanja UJ koriguje re┼Šime obrade, ili pu┼Īta drugi oblik SHP-a u zonurezanja UJ koriguje re┼Šime obrade, ili pu┼Īta drugi oblik SHP-a u zonu
rezanja sve dok se temperatura ne zadr┼Ši u zadatim granicamarezanja sve dok se temperatura ne zadr┼Ši u zadatim granicama
optimalnosti i sl.).optimalnosti i sl.).
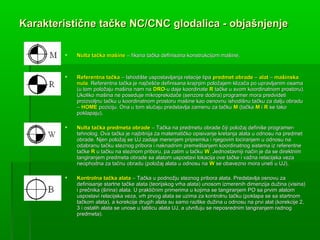
6. ’é¦ Nulta ta─Źka ma┼ĪineNulta ta─Źka ma┼Īine ŌĆō fiksna ta─Źka definisana konstrukcijom ma┼Īine,ŌĆō fiksna ta─Źka definisana konstrukcijom ma┼Īine,
’é¦ Referentna ta─ŹkaReferentna ta─Źka ŌĆō Ishodi┼Īte uspostavljanja relacije tipaŌĆō Ishodi┼Īte uspostavljanja relacije tipa predmet obradepredmet obrade ŌĆōŌĆō alatalat ŌĆōŌĆō ma┼Īinskama┼Īinska
nulanula. Referentna ta─Źka je naj─Źe┼Ī─će definisana krajnjim polo┼Šajem kliza─Źa po upravljanim osama. Referentna ta─Źka je naj─Źe┼Ī─će definisana krajnjim polo┼Šajem kliza─Źa po upravljanim osama
(u tom polo┼Šaju ma┼Īina nam na(u tom polo┼Šaju ma┼Īina nam na DRODRO-u daje koordinate-u daje koordinate RR ta─Źke u svom koordinatnom prostoru).ta─Źke u svom koordinatnom prostoru).
Ukoliko ma┼Īina ne poseduje mikroprekida─Źe (senzore dodira) programer mora predvidetiUkoliko ma┼Īina ne poseduje mikroprekida─Źe (senzore dodira) programer mora predvideti
proizvoljnu ta─Źku u koordinatnom prostoru ma┼Īine kao osnovnu ishodi┼Īnu ta─Źku za dalju obraduproizvoljnu ta─Źku u koordinatnom prostoru ma┼Īine kao osnovnu ishodi┼Īnu ta─Źku za dalju obradu
ŌĆōŌĆō HOMEHOME poziciju. Ona u tom slu─Źaju predstavlja zamenu za ta─Źkupoziciju. Ona u tom slu─Źaju predstavlja zamenu za ta─Źku MM (ta─Źka(ta─Źka MM ii RR se takose tako
poklapaju),poklapaju),
’é¦ Nulta ta─Źka predmeta obradeNulta ta─Źka predmeta obrade ŌĆō Ta─Źka na predmetu obrade ─Źiji polo┼Šaj defini┼Īe programer-ŌĆō Ta─Źka na predmetu obrade ─Źiji polo┼Šaj defini┼Īe programer-
tehnolog. Ova ta─Źka je najbitnija za matemati─Źko opisivanje kretanja alata u odnosu na predmettehnolog. Ova ta─Źka je najbitnija za matemati─Źko opisivanje kretanja alata u odnosu na predmet
obrade. Njen polo┼Šaj se UJ zadaje merenjem pripremka i njegovim lociranjem u odnosu naobrade. Njen polo┼Šaj se UJ zadaje merenjem pripremka i njegovim lociranjem u odnosu na
odabranu ta─Źku steznog pribora i naknadnim preme┼Ītanjem koordinatnog sistema iz referentneodabranu ta─Źku steznog pribora i naknadnim preme┼Ītanjem koordinatnog sistema iz referentne
ta─Źketa─Źke RR u ta─Źku na steznom priboru, pa zatim u ta─Źkuu ta─Źku na steznom priboru, pa zatim u ta─Źku WW. Jednostavniji na─Źin je da se direktnim. Jednostavniji na─Źin je da se direktnim
tangiranjem predmeta obrade sa alatom uspostavi lokacija ove ta─Źke i va┼Šna relacijska vezatangiranjem predmeta obrade sa alatom uspostavi lokacija ove ta─Źke i va┼Šna relacijska veza
neophodna za ta─Źnu obradu (polo┼Šaj alata u odnosu naneophodna za ta─Źnu obradu (polo┼Šaj alata u odnosu na WW se obavezno mora uneti u UJ),se obavezno mora uneti u UJ),
’é¦ Kontrolna ta─Źka alataKontrolna ta─Źka alata ŌĆō Ta─Źka u podno┼Šju steznog pribora alata. Predstavlja osnovu zaŌĆō Ta─Źka u podno┼Šju steznog pribora alata. Predstavlja osnovu za
definisanje startne ta─Źke alata (teorijskog vrha alata) unosom izmerenih dimenzija du┼Šina (visina)definisanje startne ta─Źke alata (teorijskog vrha alata) unosom izmerenih dimenzija du┼Šina (visina)
i pre─Źnika (┼Īirina) alata. U prakti─Źnim primerima u kojima se tangiranjem PO sa prvim alatomi pre─Źnika (┼Īirina) alata. U prakti─Źnim primerima u kojima se tangiranjem PO sa prvim alatom
uspostavi relacijska veza, vrh prvog alata se uzima za kontrolnu ta─Źku (poklapa se sa startnomuspostavi relacijska veza, vrh prvog alata se uzima za kontrolnu ta─Źku (poklapa se sa startnom
ta─Źkom alata), a korekcije drugih alata su samo razlike du┼Šina u odnosu na prvi alat (korekcije 2,ta─Źkom alata), a korekcije drugih alata su samo razlike du┼Šina u odnosu na prvi alat (korekcije 2,
3 i ostalih alata se unose u tablicu alata UJ, a utvr─æuju se neposrednim tangiranjem radnog3 i ostalih alata se unose u tablicu alata UJ, a utvr─æuju se neposrednim tangiranjem radnog
predmeta).predmeta).
Karakteristi─Źne ta─Źke NC/CNC glodalica - obja┼ĪnjenjeKarakteristi─Źne ta─Źke NC/CNC glodalica - obja┼Īnjenje
8. 5-osni obradni centar5-osni obradni centar - CNC ma┼Īine sa osnovom kinematske- CNC ma┼Īine sa osnovom kinematske
strukture konvencionalnih ma┼Īina i kinematskom nadgradnjom ŌĆōstrukture konvencionalnih ma┼Īina i kinematskom nadgradnjom ŌĆō
dodatnim upravljanim osama rotacije i translacijedodatnim upravljanim osama rotacije i translacije
9. CNC glodalica izra─æena u radionicama Tehni─Źke ┼Īkole izCNC glodalica izra─æena u radionicama Tehni─Źke ┼Īkole iz
SmederevaSmedereva
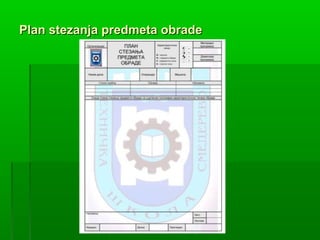
10. Tehnolo┼Īka dokumentacijaTehnolo┼Īka dokumentacija
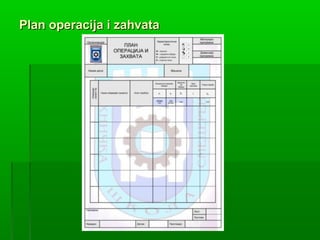
’é¦ Plan operacija i zahvataPlan operacija i zahvata
’é¦ Plan stezanja predmeta obradePlan stezanja predmeta obrade
’é¦ Plan alataPlan alata
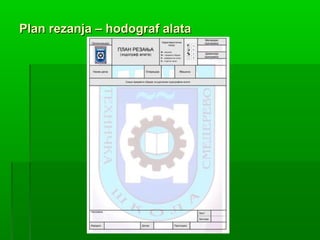
’é¦ Plan rezanjaPlan rezanja
’é¦ Programska listaProgramska lista
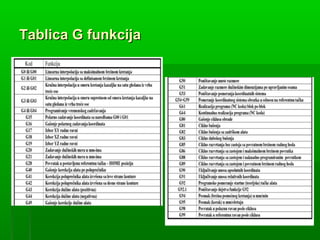
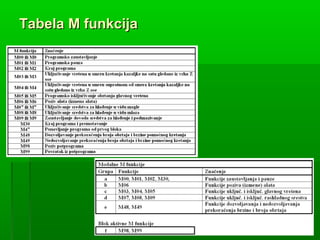
20. G i M funkcijeG i M funkcije
’é¦ GG funkcije ŌĆō glavne funkcije koje opredeljuju kinematikufunkcije ŌĆō glavne funkcije koje opredeljuju kinematiku
i geometriju obradei geometriju obrade
(linearna i kru┼Šna kretanja, Offset-i, izbor sistema(linearna i kru┼Šna kretanja, Offset-i, izbor sistema
mera, apsolutni ili relativni unos koordinata...)mera, apsolutni ili relativni unos koordinata...)
’é¦ MM funkcije ŌĆō pomo─ćne funkcije koje opredeljujufunkcije ŌĆō pomo─ćne funkcije koje opredeljuju
tehnolo┼Īku i upravlja─Źko-izvr┼Īnu stranu programiranjatehnolo┼Īku i upravlja─Źko-izvr┼Īnu stranu programiranja
CNC obradeCNC obrade
(uklju─Źivanje obrtanja glavnog vretena, programska(uklju─Źivanje obrtanja glavnog vretena, programska
pauza, stop, premotavanje programa, uklju─Źivanjepauza, stop, premotavanje programa, uklju─Źivanje
SHP-a, poziv izmene alata...).SHP-a, poziv izmene alata...).
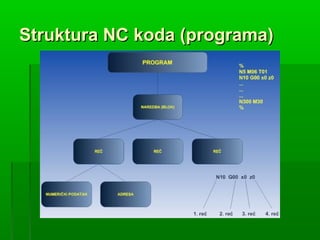
23. Hijerarhija G i M funkcijaHijerarhija G i M funkcija
’é¦ %%
’é¦ Komentar () - npr. (Program uradio ... Vrednosti Offset-a UJ su x-5,Z5,z10 ...)Komentar () - npr. (Program uradio ... Vrednosti Offset-a UJ su x-5,Z5,z10 ...)
’é¦ Brojevi blokova (redova programa ŌĆō NC koda) ŌĆō N1, N2, N3...Brojevi blokova (redova programa ŌĆō NC koda) ŌĆō N1, N2, N3...
’é¦ In─Źni (colovni) ili metri─Źki sistem ŌĆō G20 (inch ŌĆō ŌĆ£), G21 (mm)In─Źni (colovni) ili metri─Źki sistem ŌĆō G20 (inch ŌĆō ŌĆ£), G21 (mm)
’é¦ Apsolutni ili relativni unos koordinata ŌĆō G90 (apsolutni), G91 (relativni)Apsolutni ili relativni unos koordinata ŌĆō G90 (apsolutni), G91 (relativni)
’é¦ Isklju─Źivanje korekcija po polupre─Źniku i ga┼Īenje svih cikllusa - G40, G80Isklju─Źivanje korekcija po polupre─Źniku i ga┼Īenje svih cikllusa - G40, G80
’é¦ Izbor radne ravni (za glodanje startna ravan G17 ŌĆō XY ravan, za struganje G18 ŌĆō XZ ravan)Izbor radne ravni (za glodanje startna ravan G17 ŌĆō XY ravan, za struganje G18 ŌĆō XZ ravan)
’é¦ Selekcija alata i definisanje korekcije ŌĆō M06 T01 (za struganje T0101 ŌĆō 01 broj alata i 01Selekcija alata i definisanje korekcije ŌĆō M06 T01 (za struganje T0101 ŌĆō 01 broj alata i 01
adresa korekcije)adresa korekcije)
’é¦ Uklju─Źivanje obrtanja vretena (M3, M4, S) i SHP-a (M7, M8)Uklju─Źivanje obrtanja vretena (M3, M4, S) i SHP-a (M7, M8)
’é¦ Offset-i (G54... Ili G92) ŌĆō preme┼Ītanje koordinatnog sistema iz ta─Źke B ili R u WOffset-i (G54... Ili G92) ŌĆō preme┼Ītanje koordinatnog sistema iz ta─Źke B ili R u W
’é¦ Radni deo programa G00, G01, G02, G03, F...Radni deo programa G00, G01, G02, G03, F...
(Napomena: ukoliko su ─Źvorne ta─Źke hodografa na obratku ŌĆō prethodno predvideti unos radijusa vrha alata u(Napomena: ukoliko su ─Źvorne ta─Źke hodografa na obratku ŌĆō prethodno predvideti unos radijusa vrha alata u
tablicu alata, funkcije G41 ili G42 )tablicu alata, funkcije G41 ili G42 )
G28 ŌĆō Funkcija vra─ćanja alata (startne ta─Źke alata) u HOME pozicijuG28 ŌĆō Funkcija vra─ćanja alata (startne ta─Źke alata) u HOME poziciju
’é¦ Izmena alata i definisanje korekcije - M06 T02 (za struganje T0202 ŌĆō 02 broj alata i 02 adresaIzmena alata i definisanje korekcije - M06 T02 (za struganje T0202 ŌĆō 02 broj alata i 02 adresa
korekcije ili T02 03 ŌĆō 02 broj alata i 03 broj korekcije)korekcije ili T02 03 ŌĆō 02 broj alata i 03 broj korekcije)
(Napomena: Ukoliko nismo odabrali opciju(Napomena: Ukoliko nismo odabrali opciju Stop Spindle Wait For Cycle StartStop Spindle Wait For Cycle Start moramo uneti blok samoramo uneti blok sa
programskom pauzom M1 da bi smo mogli da izmenimo alat)programskom pauzom M1 da bi smo mogli da izmenimo alat)
’é¦ Ga┼Īenje korekcija po visini G49 i po polupre─Źniku (radijusu) G40Ga┼Īenje korekcija po visini G49 i po polupre─Źniku (radijusu) G40
’é¦ Ga┼Īenje obrtanja vretena i SHP-a (M5 i M9)Ga┼Īenje obrtanja vretena i SHP-a (M5 i M9)
’é¦ G28 - Vra─ćanje u HOME poziciju nakon zavr┼Īene obrade (R ta─Źku)G28 - Vra─ćanje u HOME poziciju nakon zavr┼Īene obrade (R ta─Źku)
(Napomena: ukoliko je u prvim redovima Offset W ta─Źke zadat sa G92 programira se vra─ćanje brzim hodom u(Napomena: ukoliko je u prvim redovima Offset W ta─Źke zadat sa G92 programira se vra─ćanje brzim hodom u
R ta─Źku direktnim unosom dva bloka G00 Xr i G00 Zr ŌĆō prvo po X, a zatim po Z osi. Isti postupak se mo┼ŠeR ta─Źku direktnim unosom dva bloka G00 Xr i G00 Zr ŌĆō prvo po X, a zatim po Z osi. Isti postupak se mo┼Še
uraditi poni┼Ītavanjem trenutnog offseta G92.1 i unosom funkcije G28)uraditi poni┼Ītavanjem trenutnog offseta G92.1 i unosom funkcije G28)
’é¦ Premotavanje ili kraj programa ŌĆō M30, M2 (M3)Premotavanje ili kraj programa ŌĆō M30, M2 (M3)
’é¦ %%
24. G90 (G91) - Izbor na─Źina unosa koordinata ─Źvornih ta─ŹakaG90 (G91) - Izbor na─Źina unosa koordinata ─Źvornih ta─Źaka
hodografa alatahodografa alata
’é¦ G90 ŌĆō unos apsolutnih vrednosti koordinata ─Źvornih ta─Źaka uG90 ŌĆō unos apsolutnih vrednosti koordinata ─Źvornih ta─Źaka u
obradnom prostoruobradnom prostoru
’é¦ G91 ŌĆō unos relativnih (inkrementalnih) koordinata ─Źvornih ta─ŹakaG91 ŌĆō unos relativnih (inkrementalnih) koordinata ─Źvornih ta─Źaka
u obradnom prostoruu obradnom prostoru
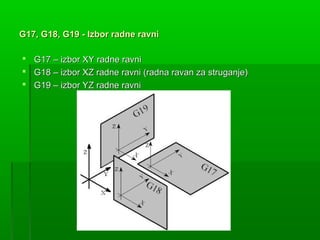
25. G17, G18, G19 - Izbor radne ravniG17, G18, G19 - Izbor radne ravni
’é¦ G17 ŌĆō izbor XY radne ravniG17 ŌĆō izbor XY radne ravni
’é¦ G18 ŌĆō izbor XZ radne ravni (radna ravan za struganje)G18 ŌĆō izbor XZ radne ravni (radna ravan za struganje)
’é¦ G19 ŌĆō izbor YZ radne ravniG19 ŌĆō izbor YZ radne ravni
26. G20, G21 (G70, G71) - Izbor sistema mera (metri─Źki ili in─Źni-colovni)G20, G21 (G70, G71) - Izbor sistema mera (metri─Źki ili in─Źni-colovni)
’é¦ G20 ŌĆō izbor in─Źnog (colovnog) sistema mera (1ŌĆØ = 25,4mm)G20 ŌĆō izbor in─Źnog (colovnog) sistema mera (1ŌĆØ = 25,4mm)
’é¦ G21 ŌĆō izbor metri─Źkog (milimetarskog) sistema meraG21 ŌĆō izbor metri─Źkog (milimetarskog) sistema mera
’é¦ Kod nekih upravlja─Źkih jedinicaKod nekih upravlja─Źkih jedinica (ne va┼Ši za UJ i upravlja─Źki(ne va┼Ši za UJ i upravlja─Źki
program ŌĆ£Mach3ŌĆØ)program ŌĆ£Mach3ŌĆØ) izbor sistema mera se vr┼Īi funkcijama:izbor sistema mera se vr┼Īi funkcijama:
’é¦ G70 ŌĆō izbor in─Źnog (colovnog) sistema mera (1ŌĆØ = 25,4mm)G70 ŌĆō izbor in─Źnog (colovnog) sistema mera (1ŌĆØ = 25,4mm)
’é¦ G71 ŌĆō izbor metri─Źkog (milimetarskog) sistema meraG71 ŌĆō izbor metri─Źkog (milimetarskog) sistema mera
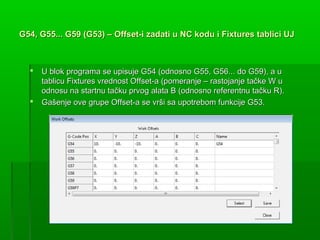
27. G54, G55... G59 (G53) ŌĆō Offset-i zadati u NC kodu i Fixtures tablici UJG54, G55... G59 (G53) ŌĆō Offset-i zadati u NC kodu i Fixtures tablici UJ
’é¦ U blok programa se upisuje G54 (odnosno G55, G56... do G59), a uU blok programa se upisuje G54 (odnosno G55, G56... do G59), a u
tablicu Fixtures vrednost Offset-a (pomeranje ŌĆō rastojanje ta─Źke W utablicu Fixtures vrednost Offset-a (pomeranje ŌĆō rastojanje ta─Źke W u
odnosu na startnu ta─Źku prvog alata B (odnosno referentnu ta─Źku R).odnosu na startnu ta─Źku prvog alata B (odnosno referentnu ta─Źku R).
’é¦ Ga┼Īenje ove grupe Offset-a se vr┼Īi sa upotrebom funkcije G53.Ga┼Īenje ove grupe Offset-a se vr┼Īi sa upotrebom funkcije G53.
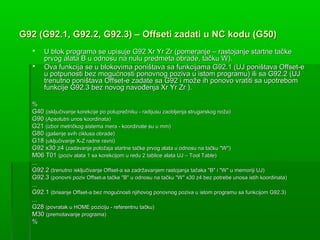
28. G92 (G92.1, G92.2, G92.3) ŌĆō Offseti zadati u NC kodu (G50)G92 (G92.1, G92.2, G92.3) ŌĆō Offseti zadati u NC kodu (G50)
’é¦ U blok programa se upisuje G92 Xr Yr Zr (pomeranje ŌĆō rastojanje startne ta─ŹkeU blok programa se upisuje G92 Xr Yr Zr (pomeranje ŌĆō rastojanje startne ta─Źke
prvog alata B u odnosu na nulu predmeta obrade, ta─Źku W).prvog alata B u odnosu na nulu predmeta obrade, ta─Źku W).
’é¦ Ova funkcija se u blokovima poni┼Ītava sa funkcijama G92.1 (UJ poni┼Ītava Offset-eOva funkcija se u blokovima poni┼Ītava sa funkcijama G92.1 (UJ poni┼Ītava Offset-e
u potpunosti bez mogu─ćnosti ponovnog poziva u istom programu) ili sa G92.2 (UJu potpunosti bez mogu─ćnosti ponovnog poziva u istom programu) ili sa G92.2 (UJ
trenutno poni┼Ītava Offset-e zadate sa G92 i mo┼Še ih ponovo vratiti sa upotrebomtrenutno poni┼Ītava Offset-e zadate sa G92 i mo┼Še ih ponovo vratiti sa upotrebom
funkcije G92.3 bez novog navo─æenja Xr Yr Zr ).funkcije G92.3 bez novog navo─æenja Xr Yr Zr ).
%%
G40G40 (isklju─Źivanje korekcije po polupre─Źniku - radijusu zaobljenja strugarskog no┼Ša)(isklju─Źivanje korekcije po polupre─Źniku - radijusu zaobljenja strugarskog no┼Ša)
G90G90 (Apsolutni unos koordinata)(Apsolutni unos koordinata)
G21G21 (izbor metri─Źkog sistema mera - koordinate su u mm)(izbor metri─Źkog sistema mera - koordinate su u mm)
G80G80 (ga┼Īenje svih ciklusa obrade)(ga┼Īenje svih ciklusa obrade)
G18G18 (uklju─Źivanje X-Z radne ravni)(uklju─Źivanje X-Z radne ravni)
G92 x30 z4G92 x30 z4 (zadavanje polo┼Šaja startne ta─Źke prvog alata u odnosu na ta─Źku "W")(zadavanje polo┼Šaja startne ta─Źke prvog alata u odnosu na ta─Źku "W")
M06 T01M06 T01 (poziv alata 1 sa korekcijom u redu 2 tablice alata UJ ŌĆō Tool Table)(poziv alata 1 sa korekcijom u redu 2 tablice alata UJ ŌĆō Tool Table)
......
G92.2G92.2 (trenutno isklju─Źivanje Offset-a sa zadr┼Šavanjem rastojanja ta─Źaka "B" i "W" u memoriji UJ)(trenutno isklju─Źivanje Offset-a sa zadr┼Šavanjem rastojanja ta─Źaka "B" i "W" u memoriji UJ)
G92.3G92.3 (ponovni poziv Offset-a ta─Źke "B" u odnosu na ta─Źku "W" x30 z4 bez potrebe unosa istih koordinata)(ponovni poziv Offset-a ta─Źke "B" u odnosu na ta─Źku "W" x30 z4 bez potrebe unosa istih koordinata)
......
G92.1G92.1 (brisanje Offset-a bez mogu─ćnosti njihovog ponovnog poziva u istom programu sa funkcijom G92.3)(brisanje Offset-a bez mogu─ćnosti njihovog ponovnog poziva u istom programu sa funkcijom G92.3)
......
G28G28 (povratak u HOME poziciju - referentnu ta─Źku)(povratak u HOME poziciju - referentnu ta─Źku)
M30M30 (premotavanje programa)(premotavanje programa)
%%
29. G00 ŌĆō Linearna interpolacija brzim hodomG00 ŌĆō Linearna interpolacija brzim hodom
’é¦ G0 Xkr Ykr Zkr -(Xkr Ykr Zkr ŌĆō koordinate ciljne ta─Źe u odnosu naG0 Xkr Ykr Zkr -(Xkr Ykr Zkr ŌĆō koordinate ciljne ta─Źe u odnosu na
prethodnu ta─Źku) iliprethodnu ta─Źku) ili
G0 Xaps Yaps Zaps ŌĆō(Xaps Yaps Zaps- koordinate ciljne ta─Źe uG0 Xaps Yaps Zaps ŌĆō(Xaps Yaps Zaps- koordinate ciljne ta─Źe u
odnosu na ta─Źku W)odnosu na ta─Źku W)
Bez navo─æenja re─Źi F i numeri─Źkog podatka o brziniBez navo─æenja re─Źi F i numeri─Źkog podatka o brzini
pomo─ćnog kretanja, jer UJ podrazumeva da se kretanje izvodi popomo─ćnog kretanja, jer UJ podrazumeva da se kretanje izvodi po
liniji sa maksimalnom brzinom.liniji sa maksimalnom brzinom.
N40 G90 (uno┼Īenje apsolutnih vrednosti koordinata)
N50 G92 X-8 Y0 Z10 (postavljanje pozicije startne ta─Źke alata)
N60 G00 X-8 Y0 Z-2 (pozicioniranje u brzom hodu iz ta─Źke B u ta─Źku 1),
gde su: X, Y i Z koordinate ta─Źke 1 u koordinatnom sistemu obratka
N70 G91 ( uno┼Īenje vrednosti relativnih koordinata)
N80 G92 X-8 Y0 Z10 (postavljanje pozicije startne ta─Źke alata)
N90 G00 X-8 Y0 Z-12 (pozicioniranje u brzom hodu iz ta─Źke B u ta─Źku 1)
gde su: X, Y i Z koordinate ta─Źke 1 u odnosu na ta─Źku B.
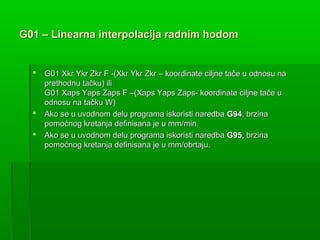
30. G01 ŌĆō Linearna interpolacija radnim hodomG01 ŌĆō Linearna interpolacija radnim hodom
’é¦ G01 Xkr Ykr Zkr F -(Xkr Ykr Zkr ŌĆō koordinate ciljne ta─Źe u odnosu naG01 Xkr Ykr Zkr F -(Xkr Ykr Zkr ŌĆō koordinate ciljne ta─Źe u odnosu na
prethodnu ta─Źku) iliprethodnu ta─Źku) ili
G01 Xaps Yaps Zaps F ŌĆō(Xaps Yaps Zaps- koordinate ciljne ta─Źe uG01 Xaps Yaps Zaps F ŌĆō(Xaps Yaps Zaps- koordinate ciljne ta─Źe u
odnosu na ta─Źku W)odnosu na ta─Źku W)
’é¦ Ako se u uvodnom delu programa iskoristi naredbaAko se u uvodnom delu programa iskoristi naredba G94G94, brzina, brzina
pomo─ćnog kretanja definisana je u mm/min.pomo─ćnog kretanja definisana je u mm/min.
’é¦ Ako se u uvodnom delu programa iskoristi naredbaAko se u uvodnom delu programa iskoristi naredba G95G95, brzina, brzina
pomo─ćnog kretanja definisana je u mm/obrtaju.pomo─ćnog kretanja definisana je u mm/obrtaju.
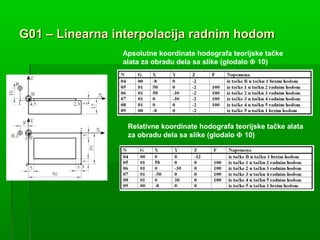
31. G01 ŌĆō Linearna interpolacija radnim hodomG01 ŌĆō Linearna interpolacija radnim hodom
Apsolutne koordinate hodografa teorijske ta─Źke
alata za obradu dela sa slike (glodalo ╬” 10)
Relativne koordinate hodografa teorijske ta─Źke alata
za obradu dela sa slike (glodalo ╬” 10)
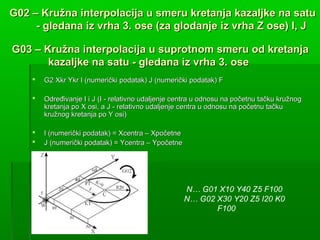
32. ’é¦ G2 Xkr Ykr I (numeri─Źki podatak) J (numeri─Źki podatak) FG2 Xkr Ykr I (numeri─Źki podatak) J (numeri─Źki podatak) F
’é¦ Odre─æivanje I i J (I - relativno udaljenje centra u odnosu na po─Źetnu ta─Źku kru┼ŠnogOdre─æivanje I i J (I - relativno udaljenje centra u odnosu na po─Źetnu ta─Źku kru┼Šnog
kretanja po X osi, a J - relativno udaljenje centra u odnosu na po─Źetnu ta─Źkukretanja po X osi, a J - relativno udaljenje centra u odnosu na po─Źetnu ta─Źku
kru┼Šnog kretanja po Y osi)kru┼Šnog kretanja po Y osi)
’é¦ I (numeri─Źki podatak) = Xcentra ŌĆō Xpo─ŹetneI (numeri─Źki podatak) = Xcentra ŌĆō Xpo─Źetne
’é¦ J (numeri─Źki podatak) = Ycentra ŌĆō Ypo─ŹetneJ (numeri─Źki podatak) = Ycentra ŌĆō Ypo─Źetne
NŌĆ” G01 X10 Y40 Z5 F100
NŌĆ” G02 X30 Y20 Z5 I20 K0
F100
G02 ŌĆō Kru┼Šna interpolacija u smeru kretanja kazaljke na satuG02 ŌĆō Kru┼Šna interpolacija u smeru kretanja kazaljke na satu
- gledana iz vrha 3. ose (za glodanje iz vrha Z ose) I, J- gledana iz vrha 3. ose (za glodanje iz vrha Z ose) I, J
G03 ŌĆō Kru┼Šna interpolacija u suprotnom smeru od kretanjaG03 ŌĆō Kru┼Šna interpolacija u suprotnom smeru od kretanja
kazaljke na satu - gledana iz vrha 3. osekazaljke na satu - gledana iz vrha 3. ose
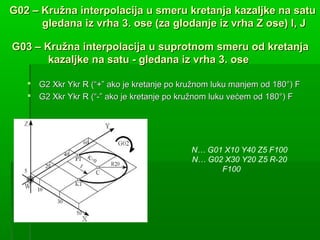
33. G02 ŌĆō Kru┼Šna interpolacija u smeru kretanja kazaljke na satuG02 ŌĆō Kru┼Šna interpolacija u smeru kretanja kazaljke na satu
gledana iz vrha 3. ose (za glodanje iz vrha Z ose) I, Jgledana iz vrha 3. ose (za glodanje iz vrha Z ose) I, J
G03 ŌĆō Kru┼Šna interpolacija u suprotnom smeru od kretanjaG03 ŌĆō Kru┼Šna interpolacija u suprotnom smeru od kretanja
kazaljke na satu - gledana iz vrha 3. osekazaljke na satu - gledana iz vrha 3. ose
’é¦ G2 Xkr Ykr R (ŌĆ£+ŌĆØ ako je kretanje po kru┼Šnom luku manjem od 180┬░) FG2 Xkr Ykr R (ŌĆ£+ŌĆØ ako je kretanje po kru┼Šnom luku manjem od 180┬░) F
’é¦ G2 Xkr Ykr R (ŌĆ£-ŌĆØ ako je kretanje po kru┼Šnom luku ve─ćem od 180┬░) FG2 Xkr Ykr R (ŌĆ£-ŌĆØ ako je kretanje po kru┼Šnom luku ve─ćem od 180┬░) F
NŌĆ” G01 X10 Y40 Z5 F100
NŌĆ” G02 X30 Y20 Z5 R-20
F100
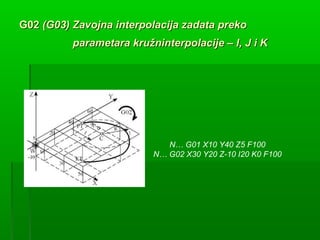
34. G02G02 (G03) Zavojna interpolacija zadata preko(G03) Zavojna interpolacija zadata preko
parametara kru┼Šninterpolacije ŌĆō I, J i Kparametara kru┼Šninterpolacije ŌĆō I, J i K
NŌĆ” G01 X10 Y40 Z5 F100
NŌĆ” G02 X30 Y20 Z-10 I20 K0 F100
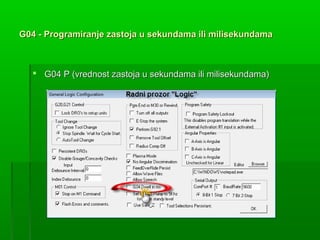
35. G04 - Programiranje zastoja u sekundama ili milisekundamaG04 - Programiranje zastoja u sekundama ili milisekundama
’é¦ G04 P (vrednost zastoja u sekundama ili milisekundama)G04 P (vrednost zastoja u sekundama ili milisekundama)
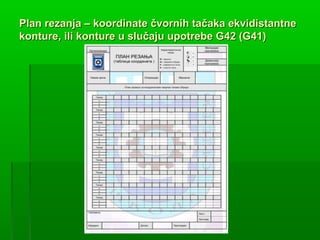
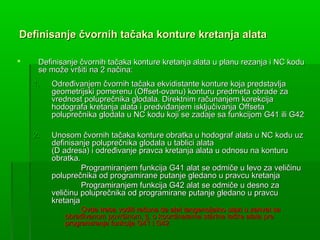
36. Definisanje ─Źvornih ta─Źaka konture kretanja alataDefinisanje ─Źvornih ta─Źaka konture kretanja alata
’é¦ Definisanje ─Źvornih ta─Źaka konture kretanja alata u planu rezanja i NC koduDefinisanje ─Źvornih ta─Źaka konture kretanja alata u planu rezanja i NC kodu
se mo┼Še vr┼Īiti na 2 na─Źina:se mo┼Še vr┼Īiti na 2 na─Źina:
1.1. Odre─æivanjem ─Źvornih ta─Źaka ekvidistante konture koja predstavljaOdre─æivanjem ─Źvornih ta─Źaka ekvidistante konture koja predstavlja
geometrijski pomerenu (Offset-ovanu) konturu predmeta obrade zageometrijski pomerenu (Offset-ovanu) konturu predmeta obrade za
vrednost polupre─Źnika glodala. Direktnim ra─Źunanjem korekcijavrednost polupre─Źnika glodala. Direktnim ra─Źunanjem korekcija
hodografa kretanja alata i predvi─æanjem isklju─Źivanja Offsetahodografa kretanja alata i predvi─æanjem isklju─Źivanja Offseta
polupre─Źnika glodala u NC kodu koji se zadaje sa funkcijom G41 ili G42polupre─Źnika glodala u NC kodu koji se zadaje sa funkcijom G41 ili G42
2.2. Unosom ─Źvornih ta─Źaka konture obratka u hodograf alata u NC kodu uzUnosom ─Źvornih ta─Źaka konture obratka u hodograf alata u NC kodu uz
definisanje polupre─Źnika glodala u tablici alatadefinisanje polupre─Źnika glodala u tablici alata
(D adresa) i odre─æivanje pravca kretanja alata u odnosu na konturu(D adresa) i odre─æivanje pravca kretanja alata u odnosu na konturu
obratka.obratka.
Programiranjem funkcija G41 alat se odmi─Źe u levo za veli─ŹinuProgramiranjem funkcija G41 alat se odmi─Źe u levo za veli─Źinu
polupre─Źnika od programirane putanje gledano u pravcu kretanjapolupre─Źnika od programirane putanje gledano u pravcu kretanja
Programiranjem funkcija G42 alat se odmi─Źe u desno zaProgramiranjem funkcija G42 alat se odmi─Źe u desno za
veli─Źinu polupre─Źnika od programirane putanje gledano u pravcuveli─Źinu polupre─Źnika od programirane putanje gledano u pravcu
kretanjakretanja
Ovde treba voditi ra─Źuna da alat tangencijalno ulazi u zahvat saOvde treba voditi ra─Źuna da alat tangencijalno ulazi u zahvat sa
obra─æivanom povr┼Īinom, tj. o koordinatama startne ta─Źke alata preobra─æivanom povr┼Īinom, tj. o koordinatama startne ta─Źke alata pre
programiranja funkcija G41 i G42programiranja funkcija G41 i G42
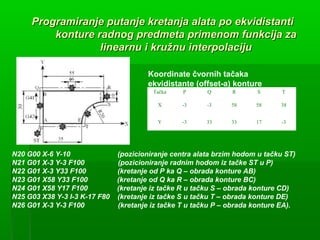
37. Programiranje putanje kretanja alata po ekvidistantiProgramiranje putanje kretanja alata po ekvidistanti
konture radnog predmeta primenom funkcija zakonture radnog predmeta primenom funkcija za
linearnu i kru┼Šnu interpolacijulinearnu i kru┼Šnu interpolaciju
N20 G00 X-6 Y-10 (pozicioniranje centra alata brzim hodom u ta─Źku ST)
N21 G01 X-3 Y-3 F100 (pozicioniranje radnim hodom iz ta─Źke ST u P)
N22 G01 X-3 Y33 F100 (kretanje od P ka Q ŌĆō obrada konture AB)
N23 G01 X58 Y33 F100 (kretanje od Q ka R ŌĆō obrada konture BC)
N24 G01 X58 Y17 F100 (kretanje iz ta─Źke R u ta─Źku S ŌĆō obrada konture CD)
N25 G03 X38 Y-3 I-3 K-17 F80 (kretanje iz ta─Źke S u ta─Źku T ŌĆō obrada konture DE)
N26 G01 X-3 Y-3 F100 (kretanje iz ta─Źke T u ta─Źku P ŌĆō obrada konture EA).
Ta─Źka P Q R S T
X -3 -3 58 58 38
Y -3 33 33 17 -3
Koordinate ─Źvornih ta─Źaka
ekvidistante (offset-a) konture
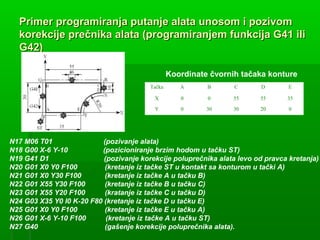
38. Primer programiranja putanje alata unosom i pozivomPrimer programiranja putanje alata unosom i pozivom
korekcije pre─Źnika alata (programiranjem funkcija G41 ilikorekcije pre─Źnika alata (programiranjem funkcija G41 ili
G42)G42)
N17 M06 T01 (pozivanje alata)
N18 G00 X-6 Y-10 (pozicioniranje brzim hodom u ta─Źku ST)
N19 G41 D1 (pozivanje korekcije polupre─Źnika alata levo od pravca kretanja)
N20 G01 X0 Y0 F100 (kretanje iz ta─Źke ST u kontakt sa konturom u ta─Źki A)
N21 G01 X0 Y30 F100 (kretanje iz ta─Źke A u ta─Źku B)
N22 G01 X55 Y30 F100 (kretanje iz ta─Źke B u ta─Źku C)
N23 G01 X55 Y20 F100 (kratanje iz ta─Źke C u ta─Źku D)
N24 G03 X35 Y0 I0 K-20 F80 (kretanje iz ta─Źke D u ta─Źku E)
N25 G01 X0 Y0 F100 (kretanje iz ta─Źke E u ta─Źku A)
N26 G01 X-6 Y-10 F100 (kretanje iz ta─Źke A u ta─Źku ST)
N27 G40 (ga┼Īenje korekcije polupre─Źnika alata).
Ta─Źka A B C D E
X 0 0 55 55 35
Y 0 30 30 20 0
Koordinate ─Źvornih ta─Źaka konture
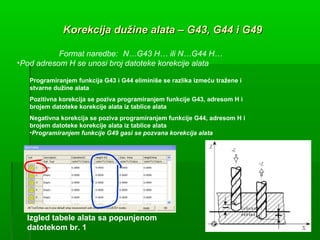
39. Korekcija du┼Šine alata ŌĆō G43, G44 i G49Korekcija du┼Šine alata ŌĆō G43, G44 i G49
Programiranjem funkcija G43 i G44 elimini┼Īe se razlika izme─ću tra┼Šene i
stvarne du┼Šine alata
Pozitivna korekcija se poziva programiranjem funkcije G43, adresom H i
brojem datoteke korekcije alata iz tablice alata
Negativna korekcija se poziva programiranjem funkcije G44, adresom H i
brojem datoteke korekcije alata iz tablice alata
ŌĆóProgramiranjem funkcije G49 gasi se pozvana korekcija alata
Format naredbe: NŌĆ”G43 HŌĆ” ili NŌĆ”G44 HŌĆ”
ŌĆóPod adresom H se unosi broj datoteke korekcije alata
Izgled tabele alata sa popunjenom
datotekom br. 1
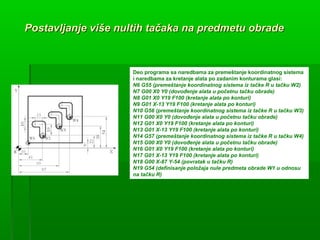
40. Deo programa sa naredbama za preme┼Ītanje koordinatnog sistema
i naredbama za kretanje alata po zadanim konturama glasi:
N6 G55 (preme┼Ītanje koordinatnog sistema iz ta─Źke R u ta─Źku W2)
N7 G00 X0 Y0 (dovo─æenje alata u po─Źetnu ta─Źku obrade)
N8 G01 X0 Y19 F100 (kretanje alata po konturi)
N9 G01 X-13 Y19 F100 (kretanje alata po konturi)
N10 G56 (preme┼Ītanje koordinatnog sistema iz ta─Źke R u ta─Źku W3)
N11 G00 X0 Y0 (dovo─æenje alata u po─Źetnu ta─Źku obrade)
N12 G01 X0 Y19 F100 (kretanje alata po konturi)
N13 G01 X-13 Y19 F100 (kretanje alata po konturi)
N14 G57 (preme┼Ītanje koordinatnog sistema iz ta─Źke R u ta─Źku W4)
N15 G00 X0 Y0 (dovo─æenje alata u po─Źetnu ta─Źku obrade)
N16 G01 X0 Y19 F100 (kretanje alata po konturi)
N17 G01 X-13 Y19 F100 (kretanje alata po konturi)
N18 G00 X-87 Y-54 (povratak u ta─Źku R)
N19 G54 (definisanje polo┼Šaja nule predmeta obrade W1 u odnosu
na ta─Źku R)
Postavljanje vi┼Īe nultih ta─Źaka na predmetu obradePostavljanje vi┼Īe nultih ta─Źaka na predmetu obrade
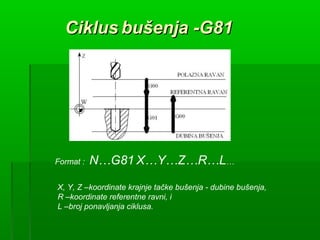
41. CiklusCiklus bu┼Īenja -G81bu┼Īenja -G81
X, Y, Z ŌĆōkoordinate krajnje ta─Źke bu┼Īenja - dubine bu┼Īenja,
R ŌĆōkoordinate referentne ravni, i
L ŌĆōbroj ponavljanja ciklusa.
Format : NŌĆ”G81 XŌĆ”YŌĆ”ZŌĆ”RŌĆ”LŌĆ”
42. Ciklus dubokog bu┼Īenja ŌĆō G83Ciklus dubokog bu┼Īenja ŌĆō G83
Format:Format: NŌĆ”G83 XŌĆ”YŌĆ”ZŌĆ”RŌĆ”LŌĆ”QŌĆ”NŌĆ”G83 XŌĆ”YŌĆ”ZŌĆ”RŌĆ”LŌĆ”QŌĆ”
X, Y, Z ŌĆōkoordinate krajnje ta─Źke bu┼Īenja - dubine bu┼Īenja,
R ŌĆōkoordinate referentne ravni,
L ŌĆōbroj ponavljanja ciklusa, i
Q ŌĆōdubina bu┼Īenja u jednom radnom hodu.
43. Ciklus razvrtanja sa zastojemŌĆō G86Ciklus razvrtanja sa zastojemŌĆō G86
Format: NŌĆ”G86 XŌĆ”YŌĆ”ZŌĆ”RŌĆ”LŌĆ”PŌĆ”
X, Y, Z ŌĆōkoordinate krajnje dubine razvrtanja,
R ŌĆōkoordinate referentne ravni,
L ŌĆōbroj ponavljanja ciklusa, i
P ŌĆōvreme zadr┼Īke u sekundama[s].
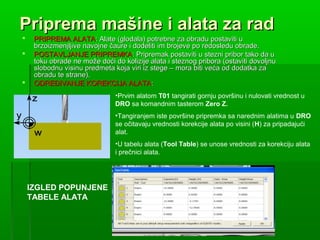
45. Priprema ma┼Īine i alata za radPriprema ma┼Īine i alata za rad
’é¦ PRIPREMA ALATAPRIPREMA ALATA: Alate (glodala) potrebne za obradu postaviti u: Alate (glodala) potrebne za obradu postaviti u
brzoizmenjljive navojne ─Źaure i dodeliti im brojeve po redosledu obrade.brzoizmenjljive navojne ─Źaure i dodeliti im brojeve po redosledu obrade.
’é¦ POSTAVLJANJE PRIPREMKAPOSTAVLJANJE PRIPREMKA: Pripremak postaviti u stezni pribor tako da u: Pripremak postaviti u stezni pribor tako da u
toku obrade ne mo┼Še do─ći do kolizije alata i steznog pribora (ostaviti dovoljnutoku obrade ne mo┼Še do─ći do kolizije alata i steznog pribora (ostaviti dovoljnu
slobodnu visinu predmeta koja viri iz stege ŌĆō mora biti ve─ća od dodatka zaslobodnu visinu predmeta koja viri iz stege ŌĆō mora biti ve─ća od dodatka za
obradu te strane).obradu te strane).
’é¦ ODRE─ÉIVANJE KOREKCIJA ALATAODRE─ÉIVANJE KOREKCIJA ALATA::
ŌĆóPrvim alatom T01 tangirati gornju povr┼Īinu i nulovati vrednost u
DRO sa komandnim tasterom Zero Z.
ŌĆóTangiranjem iste povr┼Īine pripremka sa narednim alatima u DRO
se o─Źitavaju vrednosti korekcije alata po visini (H) za pripadaju─ći
alat.
ŌĆóU tabelu alata (Tool Table) se unose vrednosti za korekciju alata
i pre─Źnici alata.
IZGLED POPUNJENE
TABELE ALATA
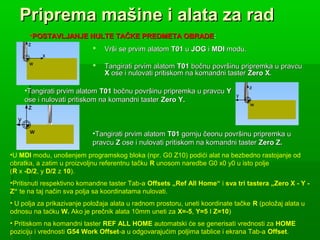
46. ŌĆóPOSTAVLJANJE NULTE TA─īKE PREDMETA OBRADEPOSTAVLJANJE NULTE TA─īKE PREDMETA OBRADE::
’é¦ Vr┼Īi se prvim alatomVr┼Īi se prvim alatom T01T01 uu JOGJOG ii MDIMDI modu.modu.
’é¦ Tangirati prvim alatomTangirati prvim alatom T01T01 bo─Źnubo─Źnu povr┼Īinu pripremka u pravcupovr┼Īinu pripremka u pravcu
XX ose i nulovati pritiskom na komandni tasterose i nulovati pritiskom na komandni taster Zero XZero X..
Priprema ma┼Īine i alata za radPriprema ma┼Īine i alata za rad
ŌĆóTangirati prvim alatomTangirati prvim alatom T01T01 bo─Źnubo─Źnu povr┼Īinu pripremka u pravcupovr┼Īinu pripremka u pravcu YY
ose i nulovati pritiskom na komandni tasterose i nulovati pritiskom na komandni taster Zero Y.Zero Y.
ŌĆóTangirati prvim alatomTangirati prvim alatom T01T01 gornju ─Źeonu povr┼Īinu pripremka ugornju ─Źeonu povr┼Īinu pripremka u
pravcupravcu ZZ ose i nulovati pritiskom na komandni tasterose i nulovati pritiskom na komandni taster Zero Z.Zero Z.
ŌĆóU MDI modu, uno┼Īenjem programskog bloka (npr. G0 Z10) podi─ći alat na bezbedno rastojanje od
obratka, a zatim u proizvoljnu referentnu ta─Źku R unosom naredbe G0 x0 y0 u isto polje
(R x -D/2, y D/2 z 10).
ŌĆóPritisnuti respektivno komandne taster Tab-a Offsets ŌĆ×Ref All HomeŌĆ£ i sva tri tastera ŌĆ×Zero X - Y -
ZŌĆ£ te na taj na─Źin sva polja sa koordinatama nulovati.
ŌĆó U polja za prikazivanje polo┼Šaja alata u radnom prostoru, uneti koordinate ta─Źke R (polo┼Šaj alata u
odnosu na ta─ćku W. Ako je pre─Źnik alata 10mm uneti za X=-5, Y=5 I Z=10)
ŌĆó Pritiskom na komandni taster REF ALL HOME automatski ─će se generisati vrednosti za HOME
poziciju i vrednosti G54 Work Offset-a u odgovaraju─ćim poljima tablice i ekrana Tab-a Offset.
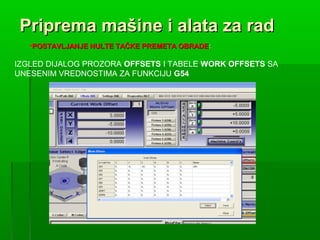
47. Priprema ma┼Īine i alata za radPriprema ma┼Īine i alata za rad
ŌĆóPOSTAVLJANJE NULTE TA─īKE PREMETA OBRADEPOSTAVLJANJE NULTE TA─īKE PREMETA OBRADE::
IZGLED DIJALOG PROZORA OFFSETS I TABELE WORK OFFSETS SA
UNESENIM VREDNOSTIMA ZA FUNKCIJU G54









![Ciklus razvrtanja sa zastojemŌĆō G86Ciklus razvrtanja sa zastojemŌĆō G86
Format: NŌĆ”G86 XŌĆ”YŌĆ”ZŌĆ”RŌĆ”LŌĆ”PŌĆ”
X, Y, Z ŌĆōkoordinate krajnje dubine razvrtanja,
R ŌĆōkoordinate referentne ravni,
L ŌĆōbroj ponavljanja ciklusa, i
P ŌĆōvreme zadr┼Īke u sekundama[s].](https://image.slidesharecdn.com/osnoveprogramiranjanc-cncglodalica-160206161316/85/Osnove-programiranja-nc-cnc-glodalica-43-320.jpg)