Pack carburizing presentasi
ŌĆóDownload as PPTX, PDFŌĆó
3 likesŌĆó4,378 views

Pack carburizing atau karburisasi padat adalah proses dimana karbon diserap ke dalam logam dari senyawa karburasi padat pada suhu austenisasi. Logam ditempatkan dalam kotak bersama serbuk karburasi, dipanaskan hingga menghasilkan gas CO dan CO2 yang mereaksikan permukaan logam menjadi atom karbon. Karbon kemudian berdifusi ke dalam logam membentuk lapisan keras. Ukuran butir serbuk perlu dioptimalkan agar proses berjalan dengan ba





Pack carburizing presentasi
- 1. Dicky Ashshiddiq 2613101005 Teknik Metalurgi Universitas Jenderal Achmad Yani
- 2. Definisi PACK carburizing atau Karburasi padat adalah proses di mana karbon monoksida yang berasal dari senyawa padat terurai pada permukaan logam menjadi karbon yang baru lahir dan karbon dioksida. Karbon yang baru lahir diserap ke dalam logam, dan karbon dioksida segera bereaksi dengan bahan karbon hadir dalam senyawa karburasi padat untuk menghasilkan karbon monoksida segar. Pembentukan karbon monoksida ditingkatkan oleh energizers atau katalis, seperti barium karbonat (BaCO3), kalsium karbonat (CaCO3), kalium karbonat (K2CO3), dan natrium karbonat (Na2CO3), yang hadir di daerah karburasi.
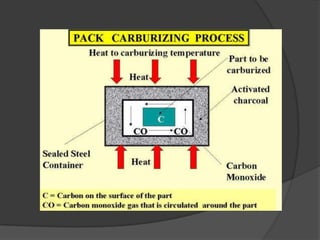
- 3. Proses Pada metode Pack carburizing atau karburisasi padat, komponen yang akan dikarburisasi ditempatkan dalam kotak yang berisi media penambah unsur karbon atau media karburasi, kemudian dipanaskan pada suhu austenisasi (842ŌĆō953 ╦ÜC). Akibat pemanasan ini, media karburasi akan teroksidasi menghasilkan gas CO2 dan CO . Gas CO akan bereaksi dengan permukaan baja membentuk atom Karbon yang kemudi- an berdifusi ke dalam baja mengikuti persamaan: 2CO + Fe ŌåÆ Fe (C) + CO2 Gas CO2 ini sebagian akan bereaksi kembali dengan karbon dari media karburasi membentuk CO dan sebagian lagi akan menguap. Ini berarti bahwa Oksigen harus tersedia cukup dalam kotak agar proses dapat berlangsung dengan baik.
- 4. Media karburasi yang berbentuk serbuk akan memunculkan rongga-rongga di dalam kotak. Semakin besar ukuran serbuk maka semakin besar rongganya, namun akan semakin sedikit kontak antara media karburasi dengan permukaan komponen. Ukuran serbuk yang besar juga akan mengurangi efektifitas proses karburisasi padat, terutama jika komponen yang dikarburisasi memiliki bentuk yang rumit. Di sisi lain, semakin kecil ukuran serbuk semakin kecil rongganya sehingga mengurangi jumlah Oksigen dalam kotak. Bagaimanapun juga, rongga ini diperlukan untuk menjamin pergerakan gas-gas yang muncul selama proses di dalam kotak. Oleh sebab itu, ukuran butir serbuk yang efektif pada proses karburising padat perlu ditentukan agar proses menjadi optimal.
- 6. Proses pengerasan dilakukan dengan memanaskan kembali benda uji pada suhu Austenisasi sekitar 850 ˚C, ditahan selama 5 menit, kemudian seluruh benda uji dicelup secara bersamaan ke dalam air bersuhu 25 ˚C.
- 7. Perubahan fasa akibat perlakuan karburisasi dan pengerasan diamati menggunakan Mikroskop Optik Olympus. Tebal lapisan difusi (case depth) yang diperoleh dari hasil proses karburisasi ditentukan melalui pengukuran kekerasan dari tepi benda uji menggunakan Micro Vickers Hardness Tester dengan beban penekanan disesuaikan dengan komponen yang akan uji. Sedangkan Untuk mengukur case depth dapat menggunakan indikator perubahan kekerasan permukaan.
- 8. Aplikasi
- 9. Tungku
- 10. Sekian dan terima kasih