





























Pahat bubut
- 1. Akademi Teknik Mesin Industri Surakarta
- 2. Nama Kelompok : Moch. Irawan C-151 Pantoro P C-152 Rohmanudin C-153 Stefanus Haryo C-154 Yogi dwi Tamara C-155 Akademi Teknik Mesin Industri Surakarta
- 3. Akademi Teknik Mesin Industri Surakarta
- 4. ÔÅΩ Pahat bubut merupakan alat potong yang digunakan untuk menyayat benda kerja dalam proses pembubutan. ÔÅΩ Prinsip utama kerja mesin bubut adalah benda kerja yang berputar, sedangkan pahat bubut disentuhkan melalui eretan, karena adanya sudut potong dan kekerasan pahat yang lebih tinggi daripada benda kerja maka pahat bubut akan menyayat benda kerja. Akademi Teknik Mesin Industri Surakarta
- 5. ÔÅΩ Baja karbon tinggi: baja yang mempunyai kandungan karbon 0,5 % sampai 1.5 %. Alat potong yang berbahan baja karbon tinggi biasanya digunakan untuk menyayat benda yang lunak. ÔÅΩ Baja kecepatan tinggi (HSS): baja yang mengandung karbon,kromium,vanadium dan molydenum. ÔÅΩ Paduan cor bukan besi: bahan yang mengandung wolfram 12-15 %, cobalt 40-50 %, chrome 15- 35 % ditambah karbon 1-4 %. ÔÅΩ Carbide: pahat bubut carbide mengandung wolfram-carbide dan cobalt dengan persentase berkisar 94 % wolfram-carbide dan 6 % cobalt. Pahat ini cocok untuk membubut besi cor. ÔÅΩ Intan: Biasa digunakan untuk finishing pada mesin-mesin khusus. Tahan sampai suhu 900oC. ÔÅΩ Ceramic: bahan ini dicampur dengan srbuk aluminium-oksida , titanium, magnesium, dan chrome dengan pengikat keramik. Bahan ini mempunyai kekuatan tekanan tinggi tetapi agak rapuh. Akademi Teknik Mesin Industri Surakarta
- 6. ÔÅΩ Ulet agar alat potong tidak mudah patah terhadap beban kejut/getaran. ÔÅΩ Keras agar alat potong dapat menyayat benda kerja. ÔÅΩ Tahan aus agar umur pakai alat potong lebih lama. ÔÅΩ Tahan panas agar ketajaman sisi potong tidak mudah aus pada suhu tinggi akibat penyayatan/gesekan. Akademi Teknik Mesin Industri Surakarta
- 7. Akademi Teknik Mesin Industri Surakarta
- 8. Akademi Teknik Mesin Industri Surakarta
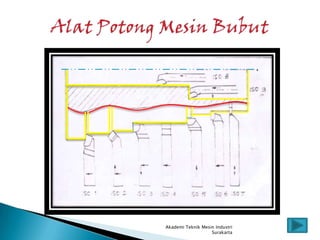
- 9. ÔÅΩ Digunakan dalam proses pembubutan memanjang dengan tujuan mengurangi diameter benda kerja. ÔÅΩ Karena plan angle 750, sehingga pahat ini tidak digunakan untuk membuat pundak poros tegak lurus ( 900). Akademi Teknik Mesin Industri Surakarta
- 10. ÔÅΩ Pahat ini digunakan untuk pembubutan memanjang ,pembubutan muka(facing) dan membuat chamfer 450 ÔÅΩ Dengan plan angle 450, maka pahat ini tidak digunakan untuk membuat pundak poros tegak lurus ( 900). Akademi Teknik Mesin Industri Surakarta
- 11. ÔÅΩ Pahat ini digunakan untuk pembubutan memanjang dan pembubutan muka (facing). ÔÅΩ Dengan plan angle 930, sehingga pahat ini dapat digunakan untuk membuat pundak poros tegak lurus ( 900). Akademi Teknik Mesin Industri Surakarta
- 12. ÔÅΩ Pahat ini digunakan dalam proses finishing benda kerja. ÔÅΩ Dengan plan angle 00 serta sisi potong berada di depan maka pahat ini hanya bisa untuk memotong benda kerja dengan pemotongan yang kecil.Karena beban yang diterima cukup besar. Akademi Teknik Mesin Industri Surakarta
- 13. ÔÅΩ Pahat ini digunakan dalam proses pembubutan melintang tegak lurus sumbu benda kerja menuju center. ÔÅΩ Pahat ini digunakan untuk facing dengan plan angle 00. Akademi Teknik Mesin Industri Surakarta
- 14. ÔÅΩ Pahat ini dapat digunakan untuk pembubutan memanjang. ÔÅΩ Dengan plan angle 900, maka pahat ini tidak digunakan untuk membuat pundak poros tegak lurus ( 900). Akademi Teknik Mesin Industri Surakarta
- 15. ÔÅΩ Pahat ini digunakan untuk membuat alur (groove) atau memotong (cutting) benda kerja. ÔÅΩ Bentuk pahat pipih dengan plan angle 00. Akademi Teknik Mesin Industri Surakarta
- 16. ÔÅΩ Pahat ini digunakan untuk memperbesar lubang (boring) yang telah ada sampai tembus. ÔÅΩ Pahat ini mempunyai plan angle 750. ÔÅΩ Dengan holder pahat yang panjang, pahat ini rawan terhadap getaran sehingga kedalaman penyayatan terbatas. Akademi Teknik Mesin Industri Surakarta
- 17. ÔÅΩ Pahat ini digunakan untuk memperbesar diameter lubang (boring), lubang bertingkat (step). ÔÅΩ Pahat ini mempunyai plan angle 920. ÔÅΩ Dengan holder pahat yang panjang, pahat ini rawan terhadap getaran dan lentur sehingga kedalaman penyayatan terbatas. Akademi Teknik Mesin Industri Surakarta
- 18. Akademi Teknik Mesin Industri Surakarta
- 19. ÔÅΩ Pahat ini dapat digunakan untuk membubut memanjang maupun melintang. Akademi Teknik Mesin Industri Surakarta
- 20. ÔÅΩ Pahat ini digunakan untuk finishing memanjang benda kerja. ÔÅΩ Fungsinya sama seperti pahat ISO 6. Akademi Teknik Mesin Industri Surakarta
- 21. ÔÅΩ Pahat ini digunakan untuk membuat alur atau memotong benda kerja. ÔÅΩ Fungsinya sama seperti pahat ISO 7. Akademi Teknik Mesin Industri Surakarta
- 22. ÔÅΩ Pahat ini digunakan untuk pembuatan ulir luar. Dan bentuknya disesuaikan dengan ulir yang akan dibuat. ÔÅΩ Adapun standart ulir meliputi : ulir metris, ulir withworth, ulir square maupun trapesium. Akademi Teknik Mesin Industri Surakarta
- 23. ÔÅΩ Radius pada ujungnya. ÔÅΩ Keausan pada bidang bebas. ÔÅΩ Keausan pada bidang garuk. ÔÅΩ Built up cutting edges. ÔÅΩ Keretakan pada tip carbide. ÔÅΩ Tip carbide pecah. ÔÅΩ Tip carbide lepas. Akademi Teknik Mesin Industri Surakarta
- 24. ÔÅΩ Disebabkan karena pemakanan yang sudah melebihi ambang tool life. Tool life pahat tergantung penggunaan feed, cutting speed dan material benda kerja. Akademi Teknik Mesin Industri Surakarta
- 25. ÔÅΩ Disebabkan oleh pemakanan feed yang terlalu besar atau sudut bebasnya terlalu kecil, sehingga terjadi pergesekan antara pahat dan benda kerja. Akademi Teknik Mesin Industri Surakarta
- 26. ÔÅΩ Disebabkan karena panas yang berlebihan (over heating) yang terjadi karena pemakaian cutting speed yang terlalu tinggi dan pendinginan yang tidak optimal. Akademi Teknik Mesin Industri Surakarta
- 27. ÔÅΩ Built Up Cutting Edges adalah lelehan material yang menjadi dingin dan mengeras dan menempel pada ujung pahat. Akibatnya geometri dan center pahat berubah. Akademi Teknik Mesin Industri Surakarta
- 28. ÔÅΩ Disebabkan karena over heating dengan pendinginan yang tidak kontinyu. Hal ini juga bisa disebabkan karena bagian bawah tip carbide tidak menumpu dengan sempurna. Akademi Teknik Mesin Industri Surakarta
- 29. ÔÅΩ Disebabkan karena tip carbide tidak bisa menahan beban kejut. Selain itu juga karena depth of cut yang terlalu besar, feed atau cs yang berlebihan. Akademi Teknik Mesin Industri Surakarta
- 30. ÔÅΩ Disebabkan karena brazzingannya tidak baik. Selain itu juga karena pembebanan yang berlebihan sehingga mengakibatkan lepasnya sistem pengikat yang ada. Akademi Teknik Mesin Industri Surakarta
- 31. SEKIAN TERIMA KASIH Akademi Teknik Mesin Industri Surakarta