

























Perencanaan Pengecoran Logam
- 2. Pola
- 3. Pola Pola merupakan alat yang digunakan untuk membuat cavity pada cetakan dengan tambahan toleransi. Faktor pemilihan bahan pola: 1. Kebutuhan Penggunaan 2. Kemungkinan perubahan desain 3. Tipe produksi pengecoran 4. Dapat dilakukan pengulangan
- 4. Macam-Macam Pola 1. Pola pejal : dibagi menjadi 6 macam yaitu ’é¦ Pola Tunggal Pola yang dibentuk sesuai dengan benda cornya ’é¦ Pola Belahan Pola yang dibelah tengah untuk memudahkan pembuatan cetakan
- 5. ’é¦ Pola Setengah Pola ini dibuat untuk coran dengan cope dan dragnya simetris ’é¦ Pola Belahan Banyak Pola ini dibagi menjadi 3 bagian untuk memudahkan penarikan cetakan yang rumit
- 6. ’é¦ Pola Penarikan Terpisah Pola ini dibuat untuk pola berukaran besar dan harus dicabut secara berurutan ’é¦ Pola Belahan Banyak Pola ini dibagi menjadi 3 bagian untuk memudahkan penarikan cetakan yang rumit
- 7. 2. Pola Plat Pasangan Pola ini adalah plat di mana kedua belahannya ditempelkan pola demikian juga dengan sistem salurannya 3. Pola Cope dan Drag Dalam hal ini pola kayu, logam, atau plastik dilekatkan pada dua plat demikian pula dengan sistem salurannya
- 8. 4. Pola Cetakan Sapuan Alat ini dibuat dari pelat dengan sebuah penggeret dan pemutar pada bagian tengahnya. 5. Pola Penggeret dan Penuntun Penuntun dibuat dari kayu dan pembuatan cetakan dilakukan dengan menggerakan penggerek sepanjang penuntun.
- 9. 6. Pola Penggeret Dengan Rangka Cetak Pembentukan cetakan dilakukan dengan mengayunkan penggeret disekeliling porosnya. 7. Pola Kerangka A Pola dibuat dengan meletakkan pelat dasar dan membuat pelat dudukan dan mengikat pelat - pelat untuk menahan pasir antara setiap penuntun. Pasir ditimbunkan diatasnya dan disapu oleh penggeret
- 10. 8. Pola Kerangka B Pola ini dibuat untuk benda kerja yang berbentuk silinder dengan lengkungan tertentu
- 11. Bahan Pola Bahan pola yang digunakan dalam praktikum pengecoran logam yaitu kayu, karena sesuai dengan sifat yang terdapat pada tabel disamping
- 12. Penentuan Cope dan Drag Hal-hal yang harus diperhatikan dalam perencanaan pembuatan pola: ’é¦ Pola harus mudah dikeluarkan dari cetakan, cope harus dibuat lebih dangkal ’é¦ Penempatan inti harus mudah ’é¦ Sistem saluran harus dibuat seoptimal mungkin ’é¦ Terlalu banyak permukaan pisah akan menaikkan harga produksi
- 13. Toleransi Toleransi adalah batasan harga atau nilai yang diperbolehkan setelah benda kerja yg dibuat sudah selesai. Pada proses pengecoran logam terdapat beberapa toleransi yang digunakan pada benda kerja yaitu toleransi tambahan penyusutan dan toleransi permesinan yang besarnya bisa dilihat pada table di slide selanjutnya
- 15. Sistem Saluran
- 16. Sistem Saluran Sistem saluran adalah jalan masuk bagi cairan logam yang dituangkan ke dalam rongga cetakan.
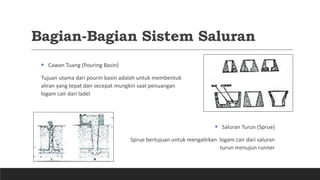
- 17. Bagian-Bagian Sistem Saluran ’é¦ Cawan Tuang (Pouring Basin) Tujuan utama dari pourin basin adalah untuk membentuk aliran yang tepat dan secepat mungkin saat penuangan logam cair dari ladel ’é¦ Saluran Turun (Sprue) Sprue bertujuan untuk mengalirkan logam cair dari saluran turun menujun runner
- 18. ’é¦ Saluran Pengalir (Runner) Merupakan saluran yang membawa logam cair dari saluran turun ke bagian ingate pada sistem saluran, kadang - kadang dibuat mengecil ke bawah. ’é¦ Saluran Masuk (Ingate) ingate adalah saluran yang mengaliri logam cair dari pengalir kedalam rongga cetakan. Biasanya berbentuk bujur sangkar atau trapesium
- 19. ’é¦ Saluran Penambah (Riser) Riser adalah saluran yang berfungsi untuk memastikan seluruh bagian benda kerja telah terisi logam cair. Dan dapat dihitung dengan hukum Chorinov ’é¦ Dam dan Trap Berfungsi untuk menyaring kotoran yang terbawa oleh logam cair
- 20. ’é¦ Core Making Core making adalah pembuatan cetakan inti yang diletakan secara vertical atau horizontal di cetakan untuk pembuatan lubang atau rongga didalam cetakan ’ā╝ Green Sand Molding Green sand core merupakan salah satu bagian dari cetakan. Green sand core dibuat dari pasir sisa cetakan yang sudah dibuat dengan menambahkan pengikat. ’ā╝ CO2 Process Campuran pasir dan larutan sodium silikat akan mengeras saat dikenai hembusan CO2
- 21. Macam-Macam Sistem Saluran ’é¦ Saluran Langsung Logam cair akan langsung masuk dari cawan tuang ke benda kerja melalui sprue ’é¦ Saluran Bawah Saluran yang mempunyai saluran masuk bagian bawah dari rongga cetakan
- 22. ’é¦ Saluran Pensil Adalah sistem saluran dimana logam cair dijatuhkan ke bawah melalui beberapa lubang pada dasar dari cawan tuang . Sistem saluran ini cocok untuk coran yang panjang dan tipis seperti pipa. ’é¦ Saluran Bertingakat Mempunyai saluran turun yang dihubungkan dengan beberapa saluran masuk. Logam cair mengalir ke dalam rongga dari saluran masuk yang terbawah hingga yang paling atas.
- 23. ’é¦ Saluran Terompet Saluran yang memiliki saluran alirnya berbentuk terompet dan ujungnya berada didasar rongga cetakan drag. ’é¦ Saluran Cincin Saluran yang dibuat dari saluran dimana runner mengelilingi pola cetakan. Biasanya dipakai dengan model saluran bawah.
- 24. ’é¦ Saluran Pisah Mempunyai saluran masuk pada permukaan pisah dari cetakan, dari mana logam cair dijatuhkan ke dalam rongga cetakan. ’é¦ Saluran Baji Saluran baji dibuat seperti celah pada bagian atas coran. Saluran ini mempunyai dua saluran masuk yang bertujuan untuk menghasilkan coran dengan ketebalan sama.
- 25. Pelapis Pelapis adalah suatu lapisan yang diberikan pada permukaan cetakan dengan tujuan tertentu sebelum logam cair dituangkan ke dalam cetakan. Fungsi Pelapis: ’é¦ Mencegah Fusi dan penetrasi logam ’é¦ Mendapatkan permukaan coran yang halus ’é¦ Membuang pasir inti dan pasir cetak dengan mudah ’é¦ Menghilangkan cacat ŌĆō cacat akibat pasir Bahan yang biasa digunakan sebagai bahan pelapis adalah bubuk grafit
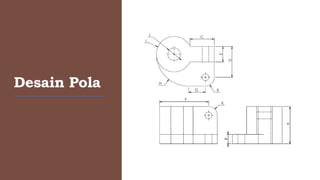
- 26. Desain Pola
- 28. Penentuan Ukuran Sistem Saluran Volume benda kerja (v) = 243968,69 mm3 Luas Permukaan benda kerja (A) = 35834,24 mm2 ’é¦ massa benda kerja = 0,65kg ’é¦ Pouring Rate = 0,38 kg/s ’é¦ Adjusted Pouring Rate = 0,44 ’é¦ Waktu Penuangan = 1,46 s ’é¦ Tinggi Sprue = 78 mm ’é¦ Ukuran Sprue Bawah = 13,08 mm ’é¦ Ukuran Sprue Atas = 17,95 mm ’é¦ Tinggi Pouring Basin = 22 mm ’é¦ Ukuran Runner = 403,07 mm2 ’é¦ Ukuran Ingate = 201,53 mm2 (2 buah ingate) ’é¦ Diameter Riser = 18,34 mm (5 buah riser)