








report (1)
- 1. FACTORY REPORT INNOVATIONS & SUGGESTIONS JULY 29, 2016 ORIT APPAREL, EMBILIPITIYA J.M. DILSHAN RAMESH BANDARA I.E. OFFICER
- 2. 1 | P a g e Acknowledgement Foremost I would like to express my sincere gratitude to Mr. Suranga Kumara (I.E. Executive, EMB) for the continuous support and for giving the freedom to find new things & guide me. My sincere thanks also goes to Mr. Thushara Vidyarathna (Technician) who supported me to make the Red tab holder, Mr. Thilash (Mechanic) who made come through the dual purpose foot, Mr. Sisil Indika(Mechanic) who was giving immense support to make new attachments. Also I thank my fellow colleagues; Anushka, Nadeesh & Madhusanka. Last not but least I’d like to thank Factory manager Mr. Prageeth Ishanka & Production Manager Subhash Amarasinghe. Introduction Currently the LTO & lack of highly trained machine operators is a severe problem to the every garment manufacturing factory. On account of that as responsible persons we have to find solutions for those. Automation is kind of alternative way to get rid from this problem. But actually automation machines & technology are much expensive, and the factories can’t afford such amount of money. By the way my practical experience in the garment industry is only 6 months. During these two months I found some points which can be improved much better than the current circumstance. Also I gathered information from internet & several books which can support my project. In this report I would like to present few innovations which came to my mind when I’m in the production lines and like to present new machineries which can enhance the productivity also. Dear sir please be kind enough to guide me & give advices about the mistakes and loose points of those. Hope these will support to increase the production.
- 3. 2 | P a g e FOA Cut thread For the Inseam out line operation and for the Back rise operation if there is a thread cutting kit with the FOA machine, it will be a huge time saving. Furthermore we can remove a helper from that operation. For the server motor Feed of the Arm machines (1261 Juki),separate kits(AT 27) are available in the market which can be cut thread automatically. These kits can be placed to the machines separately. Flat lock machine As a solution for the lack of FOA operators we can use flat lock chain machine (380 Juki) to sew back yoke, & back rise. Those machines are more convenient to sew, but we have to provide the suitable attachments for those. Training Machine Operators according to the GSD codes Operators are main resources in the apparel manufacturing. They are most valuable resource to the company. So, factory must work on developing operator skill where required. “Training is not cost but an investment” said by many experts. Production from an operator depends on his skill level to the task. A low skilled operator will consume higher resources (time) and give less output. Generally we find quality related issues with low skilled and untrained operators. As the skill level of the operators is increased through training lines output will improve. But I see that the training machine operators don’t spend time in training line but instantly they are put in to module lines. Fly Box Attach 1 AS2H get front 2 MAP2 add box 3 FOOT Match Parts To Foot(Without Obtain) 4 S08LA SEW - 08CM 5 TCAT trim brgin threads 6 TCAT cut sem to turn 7 FFLD fold seam 8 S10LA SEW - 10CM 9 TCAT trim 10 AS2H Aside Part With 2 Hands
- 4. 3 | P a g e Back pocket attach No Code Element 1 MAP2 Add the bk pnl to m/c foot 2 MAP2 Add the bk pkt to m/c foot 3 F bk tk begining 4 AJPT Align the pnl 5 S11MC Sew 11 cm 6 APSH Pivot work 7 F Pivot work 8 S07MC Sew 7 cm 9 S07MC SEW - 07CM 10 S11MC Sew - 11cm 11 S03MB Sew 3 cm 12 F bk tk end 13 F Trim thread 14 AS2H Aside the pnl Give mechanic training to Machine Operators During the production time machines break down hindrance to a continuous flow. Therefore if we can give a basic knowledge in machineries & the knowledge to how to fix a simple break down in sewing machines, then the machine operators not need to bothers the mechanics for a simple breakdown & they don’t want to waste time in vain by waiting for them. I have seen some operators are waiting for the mechanics, because they don’t know how to put the thread to the machine when there is a thread break. Especially in Cover seam machines & Over locks. Side seam with Zippy Edge guide This equipment will be a support for this operation to eliminate the handling time. Thread trimming Uncut threads obstacle when sending the finished garment for washing. There is an automatic machine available in the market which can cut threads. By the way if we can provide this ‘Trimmy’ machine, to the machine operators who are in the end of the;Front, Back & assemble, then it will save time & brings quality to the garment. Furthermore if are able to provide thread sucking machine to prevent any loose threads to reach the check point. If we can carried out the thread cutting operation after washing in order to counteract unraveling of threads after washing will be a huge saving.
- 5. 4 | P a g e Cut the exceedlength from the hem Due to high elongation of some fabrics the inseam length will vary & this will cause to change the measurements of the garment. We for this operation. For this operation we have to allocate additional machine operators allocate to the line carder to cut the exceed length from the inseam. The SMV of the Hem cut is, 0.33. when providing the incentives big amount of money is flowing to this operation invain. If the pattern maker & cutting department send fabrics according to the accurate measurements, then the problem will solve. There is another way of solving this issue. With the support of the Technician & the cooperation with QA department we can inform the cutting department about the correct measurements after receiving the first input. Categorized box for Care label Normally the machine operators who are attaching the care labels to the garment, they scatter all the care labels in the machine table. It causes to spend more time to find them and it will be a reason to jumble the care labels. Therefore this separate box made as a solution for the above issue.
- 6. 5 | P a g e Get Care labels by using the vacuum From this it is very convenient & effective to get care lables for the machine operator who is attaching the care lables to the garment. I already suggested to but unfortunately no one cares about this. This is not a very difficult gadget to come through. This thing is build up by mainly using Vacuum & a fabric sensor. Side seam with Zippy Edge guide & Auto stacker Using this workstation layout like placement of stacking cut panels, height of bench where cutting are stacked. The effectiveness & the productivity is very high from this attachment. Giving Motivation for the machine operators Currently in the Sri Lankan apparel industry employee retention become a major factor for organization in the current situation. Why say so, individuals once being trained have a willing to move another company for better expectations. Such as, attractive salary, smooth working environment, best training programs, and growth prospects these are some of crucial factors which influence an employee to look for change may be multi skilled or skilled employees. Due to these circumstances is struggling because of lack of machine operators. Therefore we have to motivate them to retain in the organization. Delivering motivation speeches & motivation songs for the Machine operators.
- 7. 6 | P a g e Red Tab holder Normally the operators, who are attaching the back pocket, they keep a little box to put Levi’s red lable. But when they are getting that small lable it takes more time, and it causes to decrease the needle down time. This happens the lables are not in right direction & they have to make it right, also when getting a lable either it is couple of lables or it will miss from the hand. So this attachment developed to lose those faults. Back Pocket holder
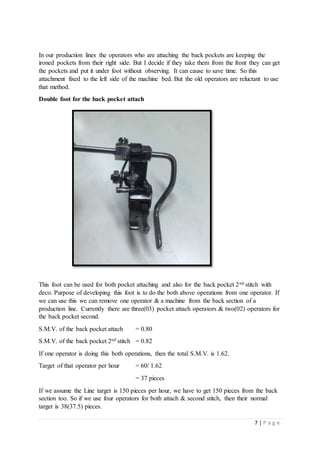
- 8. 7 | P a g e In our production lines the operators who are attaching the back pockets are keeping the ironed pockets from their right side. But I decide if they take them from the front they can get the pockets and put it under foot without observing. It can cause to save time. So this attachment fixed to the left side of the machine bed. But the old operators are reluctant to use that method. Double foot for the back pocket attach This foot can be used for both pocket attaching and also for the back pocket 2nd stitch with deco. Purpose of developing this foot is to do the both above operations from one operator. If we can use this we can remove one operator & a machine from the back section of a production line. Currently there are three(03) pocket attach operators & two(02) operators for the back pocket second. S.M.V. of the back pocket attach = 0.80 S.M.V. of the back pocket 2nd stitch = 0.82 If one operator is doing this both operations, then the total S.M.V. is 1.62. Target of that operator per hour = 60/ 1.62 = 37 pieces If we assume the Line target is 150 pieces per hour, we have to get 150 pieces from the back section too. So if we use four operators for both attach & second stitch, then their normal target is 38(37.5) pieces.
- 9. 8 | P a g e Eg: Chamila (Line# 03) Allowance = 18% Average cycle time = 1.20 Capacity = 60 x 100/118 1.20 = 42 pieces On account of this it can be done, therefore currently we are training the operators for this. Back pocket mark For thisoperationcurrentlythe personswho mark,she takesmore time forthat.The otheroption for thisis;to use powderas alternative forthe pen.Ithinkitismore effectiveratherthanthe methodwhichisusingcurrently.If we are planningtoprocessthis,itisa mustto make new pocket mark boards. Waist band join & cut In our plant, hilarious thing is being doing for the waist band operation. Cutting department sends separate waist bands to the plant and in the plant those bands are joining and give them to the waist band operator after marking. The best part is again the operator cuts the waist band again at the end. This process must be change & eliminate as soon as possible. If we consider about the fabric wastage; From a single band = around 4” From a double band = around 5”
- 10. 9 | P a g e Area of one fabric piece = 4” x 4” = 16” If we assume that the entire factory is producing 10,000 single band pants per day then the total area of cut and dumped fabric pieces from the waist band operation per day is about 160,000 square inches (1111 square feet). Apparel manufacturers spend more money for fabrics rather than anything. So this process is very ineffective. If the cutting department informs the pattern maker about this matter he can draw the waist band according to the most accurate measurements with fewer allowances. Here after operators will use one band per one garment. After wise it is not needed to allocate man in for joining waist band or mark the waist band. And the meantime there is a huge saving from the fabric too. Alarm in the sewing machines In some of the sewing machines (JUKI LH3568A, 9000A) there are alarms available when the bobbin is going to finish. But the operators are not aware or are not knowledgeable about this thing. The operators consume much time when the bobbin is finished during stitching. Therefore now we are informing them to use it. If there are more machines with this alarm it will be eligible for getting more productivity. Racks for keeping the inputs In our plant there are two sewing floors, one of the sewing floors haven’t racks for keeping the inputs. There is must to have separate line wise racks labeling them as front, back. And they must keep according to the cut number. Currently the operators spend more time for searching their bundles. Orit group is ISO 9000 company. According to the ISO 9000 it is a must to accommodate relevant spaces for input & output. Saving Energy To minimize energy-consumption is very important and the need to do so will get even more important in future. I assume that world market-textile prices will not go up, consequently every producer has to save costs, especially in a sector where the development of the prices are steadily increasing. The consumption of electricity per sewing machine is almost equal respectively there is not much to influence. Of course new sewing machines can be equipped with energy-efficient motors. The amount of investment for changing will be quite high and this isn´t priority no.1. Lightning in this point we see quite good possibilities to save money and resources. We can recommend to install lights per machine (Angle poised lamps), not per sewing line. Each light must have the possibility to be switched on/off separately, not per line. Light must only be switched on when the sewing person is sitting at the machine. With a better positioning of the light there is the chance to need lesser lamps and the brighter light will additionally support sewing person.
- 11. 10 | P a g e