Rt Acceptance
99 likes25,716 views

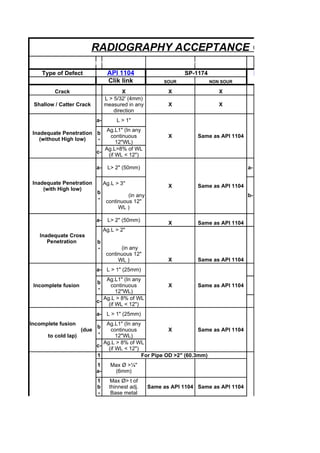
The document provides acceptance criteria for various types of defects found during radiographic testing of welds based on different codes and standards including API 1104, SP-1174, B31.3, and ASME Section IX. It lists the maximum allowable size, length, and aggregate length of defects such as cracks, incomplete penetration, incomplete fusion, burn through, slag inclusions, porosity, and undercutting.





































Rt Acceptance
- 1. RADIOGRAPHY ACCEPTANCE CRITERIA Prepared by: Mathew.N.Samuel- OSE311M (Marmul) Type of Defect API 1104 SP-1174 B31.3 (Normal) Clik link SOUR NON SOUR Clik link Crack X X X L > 5/32' (4mm) Shallow / Catter Crack measured in any X X direction a- L > 1" Ag.L1" (In any Inadequate Penetration b continuous X Same as API 1104 (without High low) - 12"WL) Ag.L>8% of WL c- (if WL < 12") a- L> 2" (50mm) a- Inadequate Penetration Ag.L > 3" X Same as API 1104 (with High low) b (in any b- - continuous 12" WL ) a- L> 2" (50mm) X Same as API 1104 Ag.L > 2" Inadequate Cross Penetration b - (in any continuous 12" WL ) X Same as API 1104 a- L > 1" (25mm) Ag.L1" (In any b Incomplete fusion continuous X Same as API 1104 - 12"WL) Ag.L > 8% of WL c- (if WL < 12") a- L > 1" (25mm) Incomplete fusion Ag.L1" (In any b (due continuous X Same as API 1104 - to cold lap) 12"WL) Ag.L > 8% of WL c- (if WL < 12") 1 For Pipe OD >2" (60.3mm) 1 Max Ø >¼" a- (6mm) 1 Max Ø> t of b thinnest adj. Same as API 1104 Same as API 1104 - Base metal Burn Through (BT)
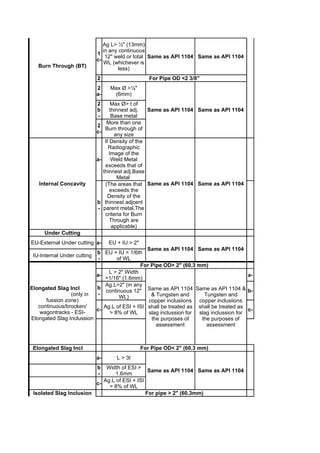
- 2. Ag L> ½" (13mm) in any continuous 1 12" weld or total Same as API 1104 Same as API 1104 c- WL (whichever is Burn Through (BT) less) 2 For Pipe OD <2 3/8" 2 Max Ø >¼" a- (6mm) 2 Max Ø> t of b thinnest adj. Same as API 1104 Same as API 1104 - Base metal More than one 2 Burn through of c- any size If Density of the Radiographic Image of the a- Weld Metal exceeds that of thinnest adj.Base Metal Internal Concavity (The areas that Same as API 1104 Same as API 1104 exceeds the Density of the b thinnest adjcent - parent metal,The criteria for Burn Through are applicable) Under Cutting EU-External Under cutting a- EU + IU > 2" Same as API 1104 Same as API 1104 b EU + IU > 1/6th IU-Internal Under cutting - of WL For Pipe OD> 2" (60.3 mm) L > 2" Width a- a- >1/16" (1.6mm) Ag.L>2" (in any Elongated Slag Incl b continuous 12" Same as API 1104 Same as API 1104 & b- (only in - & Tungsten and Tungsten and WL) fussion zone) copper inclusiions copper inclusiions continuous/brocken/ Ag.L of ESI + ISI shall be treated as shall be treated as c- c- wagontracks - ESI- > 8% of WL slag inclussion for slag inclussion for Elongated Slag Inclussion the purposes of the purposes of assessment assessment Elongated Slag Incl For Pipe OD< 2" (60.3 mm) a- L > 3t b Width of ESI > Same as API 1104 Same as API 1104 - 1.6mm Ag.L of ESI + ISI c- > 8% of WL Isolated Slag Inclusion For pipe > 2" (60.3mm)
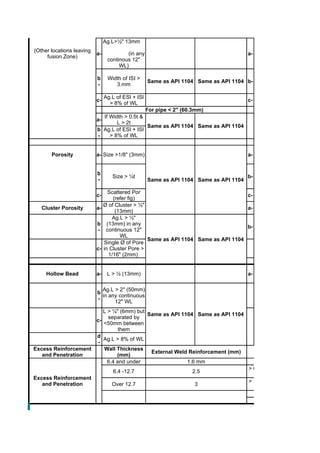
- 3. Ag.L>½" 13mm (Other locations leaving a- (in any a- fusion Zone) continous 12" WL) b Width of ISI > Same as API 1104 Same as API 1104 b- - 3.mm Ag.L of ESI + ISI c- c- > 8% of WL For pipe < 2" (60.3mm) If Width > 0.5t & a- L > 2t Same as API 1104 Same as API 1104 b Ag.L of ESI + ISI - > 8% of WL Porosity a- Size >1/8" (3mm) a- b Size > ¼t b- - Same as API 1104 Same as API 1104 Scattered Por c- c- (refer fig) Ø of Cluster > ½" Cluster Porosity a- a- (13mm) Ag.L > ½" b (13mm) in any b- - continuous 12" WL Same as API 1104 Same as API 1104 Single Ø of Pore c- in Cluster Pore > 1/16" (2mm) Hollow Bead a- L > ½ (13mm) a- Ag.L > 2" (50mm) b in any continuous - 12" WL L > ¼" (6mm) but Same as API 1104 Same as API 1104 separated by c- <50mm between them d Ag.L > 8% of WL - Excess Reinforcement Wall Thickness External Weld Reinforcement (mm) Wall Thickness and Penetration (mm) 6.4 and under 1.6 mm ≤ 6 mm (1/4") > 6 mm (1/4"),≤ 13 mm 6.4 -12.7 2.5 Excess Reinforcement > 13 mm (1/2"), 25 mm and Penetration Over 12.7 3 > 25 mm (1")
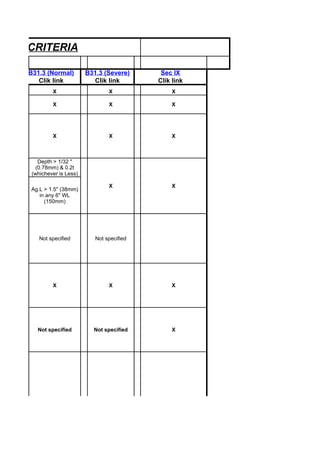
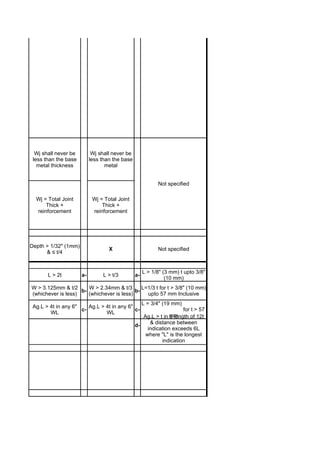
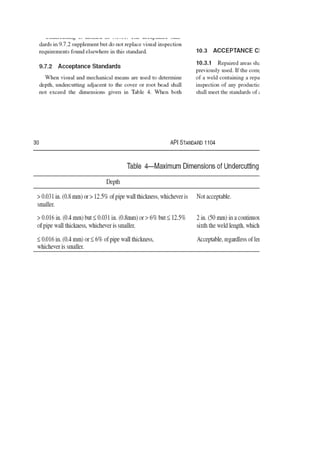
- 4. ANCE CRITERIA B31.3 (Normal) B31.3 (Severe) Sec IX Clik link Clik link Clik link X X X X X X X X X Depth > 1/32 " (0.78mm) & 0.2t (whichever is Less) X X Ag.L > 1.5" (38mm) in any 6" WL (150mm) Not specified Not specified X X X Not specified Not specified X
- 5. Wj shall never be Wj shall never be less than the base less than the base metal thickness metal Not specified Wj = Total Joint Wj = Total Joint Thick + Thick + reinforcement reinforcement Depth > 1/32" (1mm) X Not specified & ≤ t/4 L > 1/8" (3 mm) t upto 3/8" L > 2t a- L > t/3 a- (10 mm) W > 3.125mm & t/2 W > 2.34mm & t/3 L=1/3 t for t > 3/8" (10 mm) b- b- (whichever is less) (whichever is less) upto 57 mm Inclusive L = 3/4" (19 mm) Ag.L > 4t in any 6" Ag.L > 4t in any 6" c- c- for t > 57 WL WL Ag.L > t in mm a length of 12t & distance between d- indication exceeds 6L where "L" is the longest indication
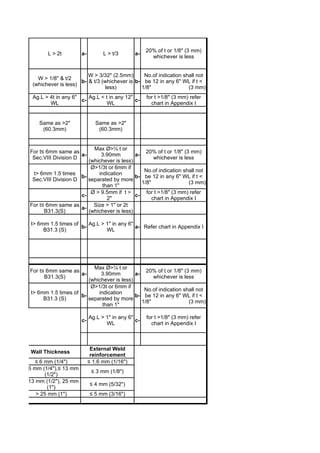
- 6. 20% of t or 1/8" (3 mm) L > 2t a- L > t/3 a- whichever is less W > 3/32" (2.5mm) No.of indication shall not W > 1/8" & t/2 b- & t/3 (whichever is b- be 12 in any 6" WL if t < (whichever is less) less) 1/8" (3 mm) Ag.L > 4t in any 6" Ag.L < t in any 12" for t >1/8" (3 mm) refer c- c- WL WL chart in Appendix I Same as >2" Same as >2" (60.3mm) (60.3mm) Max Ø>¼ t or For t≤ 6mm same as 20% of t or 1/8" (3 mm) a- 3.90mm a- Sec.VIII Division D whichever is less (whichever is less) Ø>1/3t or 6mm if No.of indication shall not t> 6mm 1.5 times indication b- b- be 12 in any 6" WL if t < Sec.VIII Division D separated by more 1/8" (3 mm) than 1" Ø > 9.5mm if t > for t >1/8" (3 mm) refer c- c- 2" chart in Appendix I For t≤ 6mm same as Size > 1" or 2t a- B31.3(S) (whichever is less) t> 6mm 1.5 times of Ag.L > 1" in any 6" b- a- Refer chart in Appendix I B31.3 (S) WL Max Ø>¼ t or For t≤ 6mm same as 20% of t or 1/8" (3 mm) a- 3.90mm a- B31.3(S) whichever is less (whichever is less) Ø>1/3t or 6mm if No.of indication shall not t> 6mm 1.5 times of indication b- b- be 12 in any 6" WL if t < B31.3 (S) separated by more 1/8" (3 mm) than 1" Ag.L > 1" in any 6" for t >1/8" (3 mm) refer c- c- WL chart in Appendix I External Weld Wall Thickness reinforcement ≤ 6 mm (1/4") ≤ 1.6 mm (1/16") > 6 mm (1/4"),≤ 13 mm ≤ 3 mm (1/8") (1/2") > 13 mm (1/2"), 25 mm ≤ 4 mm (5/32") (1") > 25 mm (1") ≤ 5 mm (3/16")
- 15. HOME
- 26. HOME
- 46. HOME