





















Santuk mukavemet bĂŒkĂŒm_4
- 1. 1 Mithat ĂZTEKÄ°N ĂUKUROVA ĂNÄ°VERSÄ°TESÄ° TEKSTÄ°L MĂHENDÄ°SLÄ°ÄÄ° BĂLĂMĂ ADANA ĆUBAT- 2009 ĆANTUK KALINLIKLARININ Ä°PLÄ°K MUKAVEMETÄ°NE ETKÄ°SÄ°
- 2. 2 ĂZET ĆANTUK KALINLIKLARININ Ä°PLÄ°K MUKAVEMETÄ°NE ETKÄ°SÄ° YĂŒk. MĂŒh. Mithat ĂZTEKÄ°N Ă.Ă. Tekstil MĂŒhendisliÄi BölĂŒmĂŒ ĂUKUROVA ĂNÄ°VERSÄ°TESÄ° TEKSTÄ°L MĂHENDÄ°SLÄ°ÄÄ° BĂLĂMĂ DANIĆMAN: Doç. Dr. Nihat ĂELÄ°K KahramanmaraĆ MATESA iplik iĆletmelerinde , ring iĆletme içerisinde çalıĆılmakta olan pamuk özellikleri ve proses deÄerleri ne göre Ćantuklu iplik elde edilmiĆtir. Elde edilen Ćantuklu ipliklerin , Ćantuk kalınlıÄı ile iplik mukavemeti ve bĂŒkĂŒm iliĆkisini saptamak amacıyla bu çalıĆma yapılmıĆtır. ĂalıĆmada , Ćantuk kalınlıklarının , iplik mukavemet deÄerlerini olumlu veya olumsuz yönde etkilediÄi ve iplik bĂŒkĂŒm deÄerinin sabit kalarak , bĂŒkĂŒm sabit deÄeri ( alfa) ve iplik numarasının deÄiĆtiÄi saptanmıĆtır.. Anahtar Kelimeler: Ćantuk, Ćantuk kalınlıÄı, Ćantuk mukavemeti, BĂŒkĂŒm
- 3. 3 ABSTRACT EFFECT OF SLUB THÄ°CKNESS ON YARN STREGTH YĂŒk. MĂŒh. Mithat ĂZTEKÄ°N Ă.U. Textile Engineering Dep. DEPARMENT OF TEXTILE ENGINEERING UNIVERSITY OF ĂUKUROVA ADVISER: Doç. Dr. Nihat ĂELÄ°K Thıs study was carried out to determine relatıon between slub thickness with yarn stregth and twist in KahramanmaraĆ Matesa .We created different slub programs. According theses programs we produced slub yarn with cotton and process specifications In the study , yarn stregth were effected by slub thickness in positively or negatively and twist value is fixed but twist constant ( α ) and yarn count were changed. Key Words: Slub, Slub Thickness, Slub stregth, Twist
- 4. MÄ°THAT ĂZTEKÄ°N 4 Ä°ĂÄ°NDEKÄ°LER SAYFA ĂZET.......................................................................................................... 2 ABSTRACT............................................................................................... 3 ĂÄ°ZELGELER DÄ°ZÄ°NÄ° ............................................................................ 5 ĆEKÄ°LLER DÄ°ZÄ°NÄ° .................................................................................. 6 1. GÄ°RÄ°Ć ..................................................................................................... 7 1.1. FANTAZÄ° Ä°PLÄ°ÄÄ°N TANIMI 8 1.2. ĆANTUK APARATLARININ VEYA SÄ°STEMÄ°N ĂALIĆMA ĆEKLÄ° âŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠ. 8 1.2.1. MULTÄ°COUNT Ä°PLÄ°K ĂEĆÄ°TÄ° âŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠ 9 1.2.2. MULTÄ°TWÄ°ST Ä°PLÄ°K ĂEĆÄ°TÄ° âŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠ. 10 1.3. RÄ°NG Ä°PLÄ°K MAKÄ°NASI âŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠ. 11 1.3.1. BĂKĂM âŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠâŠ 11 1.4. Ä°PLÄ°K EFEKT PROGRAMININ OLUĆTURULMASI âŠâŠâŠ. 13 2. ĂNCEKÄ° ĂALIĆMALAR .................................................................... 14 3. MATERYAL VE METOT .................................................................. 15 3.1. Materyal ......................................................................................... 15 3.2. Metot ............................................................................................... 16 3.2.1. PAMUK ELYEFININ ĂALIĆMA DEÄERLERÄ°................. 16 3.2.2. MAKÄ°NA ĂZELLÄ°KLERÄ° VE ĆANTUK PROGRAMIâŠ. 17 3.2.3. ĆANTUK PROGRAM KODLAMASI âŠâŠâŠâŠâŠâŠâŠâŠ. 20 4. BULGULAR VE TARTIĆMA .......................................................... 21 5. SONUĂLAR VE ĂNERÄ°LER 25 KAYNAKLAR 26 TEĆEKKĂR............................................................................................... 27 ĂZGEĂMÄ°Ć 28
- 5. MÄ°THAT ĂZTEKÄ°N 5 ĂÄ°ZELGELER DÄ°ZÄ°NÄ° Ăizelge Adı Sayfa No Ăizelge 3.1.1. Pamuk Elyaf deÄerleri 15 Ăizelge 3.2.1. Ćantuklu iplik ĂŒretiminde kullanılan makine tipi Ve iĆlevleri 16 Ăizelge 3.2.2.1 Ne.10 ve T/m 542 âe makine ayarları 18 Ăizelge 3.2.2.2 Ne.10 ve T/m 606 âe makine ayarları 18 Ăizelge 3.2.3 Test 11 program kodlaması 19 Ăizelge 3.2.3.1 Test 12 program kodlaması 19 Ăizelge 3.2.3.2 Test 13 program kodlaması 19 Ăizelge 3.2.3.3 Test 14 program kodlaması 19 Ăizelge 3.2.3.4 Test 15 program kodlaması 19 Ăizelge 3.2.3.5 Test 16 program kodlaması 19 Ăizelge 3.2.3.6 Test 17 program kodlaması 19 Ăizelge 4.1 Tââ 13,8 bĂŒkĂŒmlĂŒ iplik test sonuçları 21 Ăizelge 4.2 Tââ 15,4 bĂŒkĂŒmlĂŒ iplik test sonuçları 22 Ăizelge 4.3 Tââ 13,8 için Ćantuk iplik ĂŒretimi çalıĆma deÄerleri 24 Ăizelge 4.4 Tââ 15,4 için Ćantuk iplik ĂŒretimi çalıĆma deÄerleri 24
- 6. MÄ°THAT ĂZTEKÄ°N 6 ĆEKÄ°LLER DÄ°ZÄ°NÄ° Ćekil Adı Sayfa No Ćekil 1.2 Ăekim silindirlerinde beslemenin artması ile çıkÄ±Ć Silindir sonrası Ćantuk oluĆması Ćekil 1.2.2 Ćantuk,Multicount,Multitwist iplik ĂŒretimi için bĂŒkĂŒm Ve çekim silindirlerine motor tahriki Ćekil 1.2.3 O.E. iplik de besleme miline program kontrollĂŒ motor Tahriki ile Ćantuklu iplik oluĆması Ćekil 1.3 Ăekim sistemi Ćekil 1.3.1 iplik ĂŒretiminde alfa açısı Ćekil 1.4 Ćantuk program gösterimi RESÄ°M DÄ°ZÄ°NÄ° Resim Adı Sayfa No Resim 1. UT4 uster test cihazı 20 Resim 2. Tensojet Mukavemet cihazı 20 Resim 3. Ä°plik numara kontrol cihazı 20 Resim 4. Ä°plik bĂŒkĂŒm test cihazı 20 GARAFÄ°K DÄ°ZÄ°NÄ° Grafik Adı Sayfa No Grafik 4.1 Alfa â Ne GrafiÄi 20 Grafik 4.2 Alfa â Ne GrafiÄi 20 Grafik 4.3 Alfa â Rkm grafiÄi 20
- 7. MÄ°THAT ĂZTEKÄ°N 7 1. GÄ°RÄ°Ć Tekstil ĂŒrĂŒnlerinin kalitesi , ĂŒretim proseslerinde ki uygulamalarından ziyade iplik kalitesine baÄlıdır. Bu nedenle ĂŒlkemizin dĂŒnya pazarlarında gĂŒĂ§lĂŒ rekabeti için kaliteli iplik ĂŒretimi daha fazla önem kazanmaktadır. Ä°pliÄin kalitesi , iplik ĂŒretiminde kullanılan hammaddenin yanı sıra iĆletme çalıĆma Ćartlarına ve çalıĆanlarına da baÄlıdır. Tekstil endĂŒstrisin geliĆimi, yıllar boyu insanları daha farklı tekstil dokulara elde etmeye, itmiĆtir. Daha çok görsel özelliÄi ön planda olan kumaĆlar elde etmek için ise normal ipliklerle kıyaslanmayacak kadar deÄiĆik yapıları olan fantezi iplikler geliĆtirilmiĆtir. Son yıllarda iplik ĂŒretim tesislerine çok fazla yatırımlar yapılmıĆtır. Bu nedenle bir çok normal iplik ĂŒreticisi iĆletmelerini kapatmak zorunda kalmıĆtır. Fakat katma deÄeri yĂŒksek iplik ve fantezi iplik ĂŒreticileri ĂŒretimlerine yoÄun olarak devam etmektedir. Fantezi iplikler özel sipariĆler ĂŒzerine ĂŒretilmektedir. Rekabet ortamının getirdiÄi yenilikler fantezi iplik sektörĂŒnde atılım yapmasında önemli rol oynamıĆtır. GeliĆmekte olan bu endĂŒstri dalı yeni ilgi görmeye baĆlamıĆtır. Bu nedenle eskiden mevcut makineler ĂŒzerinde modifikasyonlarla fantezi iplikler elde edilirdi. Ćimdi ise yeni jenerasyon iplik makinelerin tamamında Ćantuklu iplik ĂŒretim opsiyonu bulunmaktadır. Ring ve Open-End iplik eÄirme sistemlerinde kontrollĂŒ ĂŒretilen efektli iplikler , Almanca ââ Flammeââ , Ä°ngilizce ââ Slubââ ve TĂŒrkçe ââ Ćantuk ââ olarak adlandırılmaktadır.
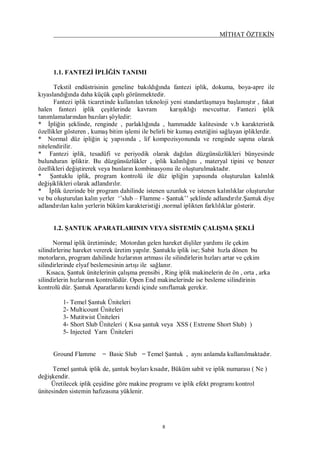
- 8. MÄ°THAT ĂZTEKÄ°N 8 1.1. FANTEZÄ° Ä°PLÄ°ÄÄ°N TANIMI Tekstil endĂŒstrisinin geneline bakıldıÄında fantezi iplik, dokuma, boya-apre ile kıyaslandıÄında daha kĂŒĂ§ĂŒk çaplı görĂŒnmektedir. Fantezi iplik ticaretinde kullanılan teknoloji yeni standartlaĆmaya baĆlamıĆtır , fakat halen fantezi iplik çeĆitlerinde kavram karıĆıklıÄı mevcuttur. Fantezi iplik tanımlamalarından bazıları Ćöyledir: * Ä°pliÄin Ćeklinde, renginde , parlaklıÄında , hammadde kalitesinde v.b karakteristik özellikler gösteren , kumaĆ bitim iĆlemi ile belirli bir kumaĆ estetiÄini saÄlayan ipliklerdir. * Normal dĂŒz ipliÄin iç yapısında , lif kompozisyonunda ve renginde sapma olarak nitelendirilir. * Fantezi iplik, tesadĂŒfi ve periyodik olarak daÄılan dĂŒzgĂŒnsĂŒzlĂŒkleri bĂŒnyesinde bulunduran ipliktir. Bu dĂŒzgĂŒnsĂŒzlĂŒkler , iplik kalınlıÄını , materyal tipini ve benzer özellikleri deÄiĆtirerek veya bunların kombinasyonu ile oluĆturulmaktadır. * Ćantuklu iplik, program kontrolĂŒ ile dĂŒz ipliÄin yapısında oluĆturulan kalınlık deÄiĆiklikleri olarak adlandırılır. * Ä°plik ĂŒzerinde bir program dahilinde istenen uzunluk ve istenen kalınlıklar oluĆturulur ve bu oluĆturulan kalın yerler ââslub â Flamme - Ćantukââ Ćeklinde adlandırılır.Ćantuk diye adlandırılan kalın yerlerin bĂŒkĂŒm karakteristiÄi ,normal iplikten farklılıklar gösterir. 1.2. ĆANTUK APARATLARININ VEYA SÄ°STEMÄ°N ĂALIĆMA ĆEKLÄ° Normal iplik ĂŒretiminde; Motordan gelen hareket diĆliler yardımı ile çekim silindirlerine hareket vererek ĂŒretim yapılır. Ćantuklu iplik ise; Sabit hızla dönen bu motorların, program dahilinde hızlarının artması ile silindirlerin hızları artar ve çekim silindirlerinde elyaf beslemesinin artıĆı ile saÄlanır. Kısaca, Ćantuk ĂŒnitelerinin çalıĆma prensibi , Ring iplik makinelerin de ön , orta , arka silindirlerin hızlarının kontrolĂŒdĂŒr. Open End makinelerinde ise besleme silindirinin kontrolĂŒ dĂŒr. Ćantuk Aparatlarını kendi içinde sınıflamak gerekir. 1- Temel Ćantuk Ăniteleri 2- Multicount Ăniteleri 3- Mutitwist Ăniteleri 4- Short Slub Ăniteleri ( Kısa Ćantuk veya XSS ( Extreme Short Slub) ) 5- Injected Yarn Ăniteleri Ground Flamme = Basic Slub = Temel Ćantuk , aynı anlamda kullanılmaktadır. Temel Ćantuk iplik de, Ćantuk boyları kısadır, BĂŒkĂŒm sabit ve iplik numarası ( Ne ) deÄiĆkendir. Ăretilecek iplik çeĆidine göre makine programı ve iplik efekt programı kontrol ĂŒnitesinden sistemin hafızasına yĂŒklenir.
- 9. MÄ°THAT ĂZTEKÄ°N 9 Sistemin çalıĆma Ćekli; çekime ( Arka ve Orta silindir ) mĂŒdahale etmektir. Yani arka ve orta silindir hızları motor vasıtası ile artırılır. Temel Ćantuk iplik de, Ring için önerilen minimum Ćantuk boyu; Minimum Ćantuk boyu = Elyaf boyu + % 10 Elyaf boyu olmalıdır. ee NT a=/" formĂŒlĂŒ ĂŒzerinden, temel Ćantuklu ipliÄi açıklayacak olursak; BĂŒkĂŒm ( Tââ) sabit, Alfa ( α ) deÄiĆken, Ä°plik numarası ( Ne ) deÄiĆkendir. Ćekil 1.2: Ăekim silindirlerinde Beslemenin artması ile çıkÄ±Ć silindir (ön silindir) sonrası Ćantuk oluĆması 1.2.1 MULTICOUNT Ä°PLÄ°K ĂEĆÄ°TÄ° Multicount ( MC ) iplik, numara (Ne) ve bĂŒkĂŒm varyasyonu olan iplik çeĆididir. Ä°plik numara ve bĂŒkĂŒm deÄiĆkenliÄi çekim ve bĂŒkĂŒm motorları tarafından saÄlanmaktadır. Bu iplik ĂŒretiminde her ĂŒĂ§ silindirin hızları deÄiĆmektedir. Multicount iplik de önerilen minimum Ćantuk boyu; Minimum Ćantuk boyu = 2 metre olmalıdır. ee NT a=/" formĂŒlĂŒ ĂŒzerinden, multicount ipliÄi açıklayacak olursak; BĂŒkĂŒm ( Tââ) deÄiĆken , Alfa ( α ) sabit , Ä°plik numarası ( Ne ) deÄiĆkendir.
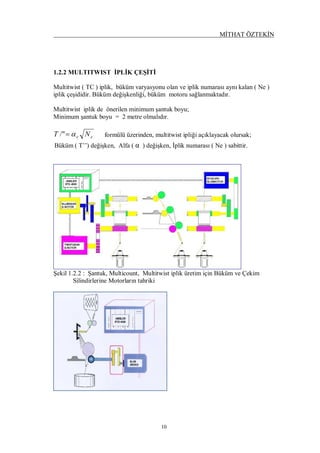
- 10. MÄ°THAT ĂZTEKÄ°N 10 1.2.2 MULTITWIST Ä°PLÄ°K ĂEĆÄ°TÄ° Multitwist ( TC ) iplik, bĂŒkĂŒm varyasyonu olan ve iplik numarası aynı kalan ( Ne ) iplik çeĆididir. BĂŒkĂŒm deÄiĆkenliÄi, bĂŒkĂŒm motoru saÄlanmaktadır. Multitwist iplik de önerilen minimum Ćantuk boyu; Minimum Ćantuk boyu = 2 metre olmalıdır. ee NT a=/" formĂŒlĂŒ ĂŒzerinden, multitwist ipliÄi açıklayacak olursak; BĂŒkĂŒm ( Tââ) deÄiĆken, Alfa ( α ) deÄiĆken, Ä°plik numarası ( Ne ) sabittir. Ćekil 1.2.2 : Ćantuk, Multicount, Multitwist iplik ĂŒretim için BĂŒkĂŒm ve Ăekim Silindirlerine Motorların tahriki
- 11. MÄ°THAT ĂZTEKÄ°N 11 Ćekil 1.2.3: O.E. Ä°plik âde Besleme Miline program kontrollĂŒ motor tahriki ile Ćantuk Ä°plik oluĆması 1.3. RÄ°NG Ä°PLÄ°K ( Vater ) MAKÄ°NASI Vater makinasının temel görevleri: 1) Fitili istenen iplik numarasına uygun çekim uygulayarak inceltmek. 2) Ä°pliÄe bĂŒkĂŒm vererek mukavemet saÄlamak. 3) Ä°pliÄi masura ĂŒzerine sarmak. Vater makinası çekim iĆini Ću Ćekilde yapar: caÄlıktan gelen fitil bir dizi silindirler arasından geçer. Ăç adet olan silindirin, fitilin giriĆ yönĂŒne göre yukarıdan ĂŒstteki ve ortadaki silindirin oluĆturduÄu bölgeye ön çekim bölgesi, ortadaki ve alttaki silindirin oluĆturduÄu bölgeye de ana çekim bölgesi denir. Silindirlerden Arka ve ortadaki birbirine akuple olarak, diĆlilerle belirlenmiĆ oranda farklı hızlarla çalıĆırlar. Ăn silindir ise baÄımsız olarak ve ĂŒstteki iki tanesinden daha hızlı çalıĆır. Arka silindir ve orta silindirin devrinin deÄiĆmesiyle fitil beslemesi artar ve Ćantuk adı verilen iplik de kalın yerler oluĆturulur. Ćekil 1.3: Ăekim Sistemi 1.3.1. BĂKĂM Ä°plik karakteristiÄi bĂŒkĂŒm katsayısıyla belirlenir. BĂŒkĂŒmĂŒn artırılması ipliÄin mukavemetini artırır. Bir ipliÄe verilecek bĂŒkĂŒm miktarı, o ipliÄin daha sonraki kullanım yerine göre seçilir. BĂŒkĂŒmĂŒn derecesi genellikle ikiye ayrılır:
- 12. MÄ°THAT ĂZTEKÄ°N 12 Açık bĂŒkĂŒm: Triko(örme) ipliklerine verilir. Ărme makinesinde ipliklerin karĆılayacaÄı direnç nispeten dĂŒĆĂŒk olduÄu için triko ipliÄi ĂŒzerindeki bĂŒkĂŒm dĂŒĆĂŒktĂŒr. Kapalı bĂŒkĂŒm: Dokuma ipliklerine verilir, dokuma tezgahında özellikle çözgĂŒ ipliklerinin ĂŒzerine binen yĂŒk oldukça fazla olduÄu için dokuma ipliklerine, yĂŒksek bĂŒkĂŒm verilir. BĂŒkĂŒm aĆaÄıdaki formĂŒlle hesaplanır: T/m: metredeki tur sayısı, T/inch: inchteki bĂŒkĂŒm sayısı αm:metrik bĂŒkĂŒm katsayısı, αe: ingiliz bĂŒkĂŒm katsayısı âα â = Alfa = BĂŒkĂŒm sabit deÄeridir. Alfa deÄeri numara metrik veya inç cinsinden ifade edilir. Ä°pliÄin metredeki veya inçâ deki tur sayısını belirtmektedir. Alfa deÄerinin dar açıdan geniĆ açıya bĂŒyĂŒmesi ipliÄin metredeki tur sayısının artması anlamına gelmektedir. Ćekil 1.3.1: Ä°plik ĂŒzerindeki âα â Açısı T/m= αm x âNm veya T/inch=αe x âNe T/m= 39,4 x T/inch
- 13. MÄ°THAT ĂZTEKÄ°N 13 1.4. Ä°PLÄ°K EFEKT ( ĆANTUK ) PROGRAMININ OLUĆTURULMASI Efekt program; kumaĆ veya iplik numunesi ĂŒzerinden veya numune olmadan istenen özelliklere göre; Normal iplik uzunluÄu, Ćantuk uzunluÄu,Ćantuk kalınlıÄı belirlenerek yapılır. Yapılan program ( Kodlama ) iki haneden oluĆmaktadır. X X Ćekil 1.4.Ćantuk programı gösterimi X1,X2,X3,...........= Normal iplik uzunluÄudur. Y1,Y2,Y3,...........= Ćantuk UzunluÄudur. Z0........................= Normal iplik kalınlıÄıdır. Program içinde ââ 0 ââ ile belirlenir. (kodlanır) Z1,Z2,..................= Ćantuk KalınlıÄıdır. Adres Uzunluk Kalınlık 0 X1 Z0 1 Y1 Z1 2 X2 Z0 3 Y2 Z2 4 X3 Z0 X1 X2 X3 Y1 Y2 Z2Z1 Z0 Uzunluk Kalınlık
- 14. MÄ°THAT ĂZTEKÄ°N 14 3. MATERYAL VE METOT 3.1. Materyal MATESA iplik iĆletmesinde Ăizelge 3.1.1 de özellikleri verilen pamuk elyafı kullanılmıĆtır. Bu deÄerler demet elyaf deÄerleri olup HVI 900 test cihazı ile elde edilen deÄerlerdir. Elyaf Cinsi USA Pamuk Ăırçır Ćekli Sawgin Pamuk rutubeti 6 % SCI 139 Microner 4,4 Mukavemet ( gr/tex) 29,7 Uzunluk ( mm ) 29,25 Uniformite ( % ) 82,5 SFI 8,5 Elastikiyet 8,1 CG 11-1 RD 31,7 +b 9,4 Ăizelge 3.1.1. Pamuk Elyaf DeÄerleri 3.2. Metot Materyal temini ,balya seçimi ve tarak ,cer ,fitil ile iplik aĆamaları ile ilgili yöntemler aĆaÄıda verilmiĆtir. Ăizelge 3.1.2 de Ćantuklu iplik ĂŒretiminde kullanılan makineler çalıĆmanın prosesini oluĆturmuĆtur.
- 15. MÄ°THAT ĂZTEKÄ°N 15 Makine Adı Makine Tipi Makine Ä°Ćlevi Harman Hallaç Rieter PamuÄun harmanlanması, gevĆetilmesi açılması , karıĆtırılması ve temizlenmesi . Tarak Rieter Elyaf kĂŒtlelerinin tek elyaf haline gelinceye kadar açılması, yabancı madde ve tozların uzaklaĆtırılması kısa elyaf ve nopelerin giderilmesi , elyafın daha iyi karıĆımının saÄlanması. Cer Rieter TaranmÄ±Ć elyaf grubunu çekerek dĂŒzgĂŒn (parelel) konuma getirmek , inceltmek ve homojenlik saÄlamak. Fitil Rieter Cer Ćeritlerinin çok az bir bĂŒkĂŒmle yeterli mukavemetin saÄlandıÄı, ön eÄirme iĆlemi yaparak fitil Ćeridi haline getirmek. Vater Rieter Fitil formundaki elyaflara çekim ve bĂŒkĂŒm vererek iplik elde etmek. Bobin Schlafhorst Ä°plik elde edildikten sonra bobinleme iĆleminin yapılması. Ăizelge 3.2.1. Ćantuklu iplik ĂŒretiminde kullanılan Makine Tipi ve Ä°Ćlevleri
- 16. MÄ°THAT ĂZTEKÄ°N 16 3.2.1. Pamuk elyafının çalıĆma deÄerleri Pamukâ un iĆletme içerisindeki makineler de çalıĆma deÄerleri; Ćerit numarası dĂŒzgĂŒnsĂŒzlĂŒk deÄerleri aĆaÄıdaki tabloda verilmiĆtir. Test Sayısı Tarak Ne Cer 1 Ne Cer 2 Ne Fitil Ne 1 0,11 0,112 0,111 0,51 2 0,111 0,113 0,11 0,503 3 0,112 0,112 0,11 0,505 4 0,109 0,111 0,111 0,518 5 0,11 0,113 0,11 0,52 6 0,11 0,112 0,11 0,52 7 0,11 0,112 0,109 0,52 8 0,111 0,113 0,111 0,52 9 0,11 0,111 0,11 0,516 10 0,11 0,11 0,11 0,514 11 0,113 0,11 0,109 0,509 12 0,11 0,112 0,11 0,511 13 0,111 0,112 0,11 0,512 14 0,112 0,113 0,11 0,513 15 0,111 0,112 0,109 0,51 ORT. 0,111 0,112 0,11 0,513 RANGE 0,004 0,003 0,002 0,011 CV % 1,1 0,9 0,5 0,9 U % 3,8 3,2 2,8 2,5 Ăizelge 3.2.1.1. Tarak, Cer, Fitil Ćerit Numaraları 3.2.2 ĂalıĆmayı oluĆturacak makinenin özellikleri ve Ćantuk programı Ring iplik makinesinde çalıĆmalar yapılmÄ±Ć olup. Ăizelge de verilen deÄerler iplik makinesinde sabit olarak ayarlanmıĆtır. Sadece makinede, iki farklı bĂŒkĂŒm ve Ćantuk programları deÄiĆtirilerek ĂŒretim elde edilmiĆtir. Ä°lk denemelerde iplik bĂŒkĂŒm deÄeri 542 T/m olarak seçilmiĆtir. Bu bĂŒkĂŒm deÄeri ile Ćantuk kalınlıkları deÄiĆtirilerek ĂŒretim yapılmıĆtır. Ä°kinci denemelerde ise bĂŒkĂŒm deÄeri 12 % artırılarak 606 T/m alınmÄ±Ć ve tekrar Ćantuk kalınlıkları artırılarak ĂŒretim yapılmıĆtır.
- 17. MÄ°THAT ĂZTEKÄ°N 17 Ä°plik Numarası ( Ne) 10 BĂŒkĂŒm ( T/m) 542 Alfa 4,4 Ăekim 20 Fitil Numarası 0,50 Fitil BĂŒkĂŒmĂŒ 35,50 Kırıcı çekim 1,14 Klips ( mm) 5 Makine Hızı ( d / dak ) 8000 Kopça 11 Bilezik çapı ( mm) 54 Ăizelge 3.2.2.1. Ne:10 ve T/m 542 â e göre makine ayarları Ä°plik Numarası ( Ne) 10 BĂŒkĂŒm ( T/m) 606 Alfa 4,4 Ăekim 20 Fitil Numarası 0,50 Fitil BĂŒkĂŒmĂŒ 35,50 Kırıcı çekim 1,14 Klips ( mm) 5 Makine Hızı ( d / dak ) 8000 Kopça 11 Bilezik çapı ( mm) 54 Ăizelge 3.2.2.2. Ne:10 ve T/m 606 â e göre makine ayarları 3.2.3 Ćantuk programı kodlaması Ćantuk programının kodlaması iki hanede kodlanmıĆtır. Birinci hane Uzunluk, ikinci hane kalınlık olarak alınmıĆtır. Elde edilen ĂŒretim her seferinde kalınlıklar bir adım artırılarak yapılmıĆtır. Yapılan program kodlamaları aĆaÄıdaki çizelgelerde verilmiĆtir. Test11 program kodlaması ile Normal iplik ĂŒretimi elde edilmiĆtir. Test12 program kodlaması ile Kalınlık % 20 artırılmıĆtır. Test13 program kodlaması ile Kalınlık % 43 artırılmıĆtır. Test14 program kodlaması ile Kalınlık % 66 artırılmıĆtır. Test15 program kodlaması ile Kalınlık % 89 artırılmıĆtır. Test16 program kodlaması ile Kalınlık % 111 artırılmıĆtır. Test17 program kodlaması ile Kalınlık % 134 artırılmıĆtır.
- 18. MÄ°THAT ĂZTEKÄ°N 18 Adres Uzunluk Kalınlık 0 500 0 1 500 0 Ăizelge 3.2.3: Test11 program kodlaması ( Normal iplik ĂŒretimi ) Adres Uzunluk Kalınlık 0 500 1,20 1 500 1,20 Ăizelge 3.2.3.1: Test12 program kodlaması ( Kalınlık % 20 artırılmıĆtır.) Adres Uzunluk Kalınlık 0 500 1,43 1 500 1,43 Ăizelge 3.2.3.2: Test13 program kodlaması ( Kalınlık % 43 artırılmıĆtır.) Adres Uzunluk Kalınlık 0 500 1,66 1 500 1,66 Ăizelge 3.2.3.3: Test14 program kodlaması ( Kalınlık % 66 artırılmıĆtır.) Adres Uzunluk Kalınlık 0 500 1,89 1 500 1,89 Ăizelge 3.2.3.4: Test15 program kodlaması ( Kalınlık % 89 artırılmıĆtır.) Adres Uzunluk Kalınlık 0 500 2,11 1 500 2,11 Ăizelge 3.2.3.5: Test16 program kodlaması ( Kalınlık % 111 artırılmıĆtır.) Adres Uzunluk Kalınlık 0 500 2,34 1 500 2,34 Ăizelge 3.2.3.6: Test17 program kodlaması ( Kalınlık % 134 artırılmıĆtır.)
- 19. MÄ°THAT ĂZTEKÄ°N 19 3.2.4. Ćantuklu Ä°plik laboratuar deÄerlerinin elde edilmesi Elde edilen Ćantuklu iplikler USTER test cihazlarında mukavemet ve bĂŒkĂŒm kontrolĂŒ yapılmıĆtır. Bu kontroller her bir test için 10 âar adet kopstan yapılmıĆtır. Her bir kopstan iplik numara kontrolĂŒ, mukavemet kontrolĂŒ ve uster dĂŒzgĂŒnsĂŒzlĂŒk testleri yapılmıĆtır. Test yapılan cihazlar aĆaÄıdaki resimlerle gösterilmiĆtir. Resim 1: UT4 uster test cihazı Resim 2: Tensojet mukavemet cihazı Resim 3: Ä°plik numara kontrol cihazı Resim 4: iplik bĂŒkĂŒm test cihazı
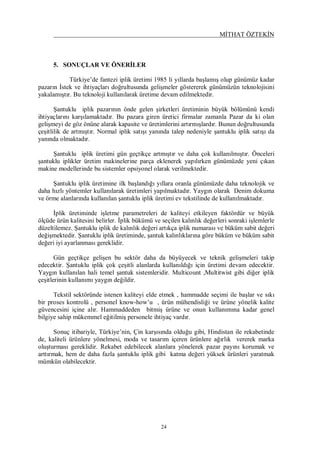
- 20. MÄ°THAT ĂZTEKÄ°N 20 4. BULGULAR VE TARTIĆMA Ä°plik mukavemetini , elyaf deÄerlerinin yanı sıra ipliÄe verilen bĂŒkĂŒm deÄeri de etkilemektedir. Ăizelge 3.2.2.1 âe göre makine çalıĆtırılmıĆtır ve Ăizelge 4.1. âde 548 T/m bĂŒkĂŒm deÄerini ve Ne: 10 âa göre makine deÄerleri sabit olarak alındıktan sonra sadece Ćantuk kalınlıklarını oranı program ile makineye yĂŒklenerek ĂŒretim yapılmÄ±Ć ve elde edilen sonuçlar Ăizelge 4.1 â de verilmiĆtir. Bu test deÄerleri içerisinde iplik numarası Ne 9.797 normal iplikten baĆlayarak kalınlık artıkça Ne 3,363âe kadar ĂŒretim elde edilmiĆtir. Kalınlık artırıldıkça iplik numarası deÄiĆiyor. Ä°plik Elastikiyet, Mukavemet, Rkm deÄerlerinin artıĆı gözlenmiĆtir. BĂŒkĂŒm ( Tââ - T/m ) 13,8 - 542 Testin Adı Test11 Test12 Test13 Test14 Test15 Test16 Test17 Kalınlık kodu 0 1 2 3 4 5 6 Kalınlık Oranı 1 1,2 1,43 1,66 1,89 2,11 2,34 Alfa @e 4,44 4,91 5,46 6,00 6,47 7,05 7,57 Ne 9,797 8,001 6,474 5,36 4,615 3,88 3,363 Ne CV% 0,63 1,26 1,68 1,27 2,15 1,87 1,54 Elas. 6,86 7,91 9,06 10,69 11,06 12,46 13,24 Elas CV% 6,6 5,8 6 6,7 7,7 6,7 7,3 Muk. 1123 1408 1660 1953 2204 2380 2540 Muk. CV% 6,2 5,6 6,5 6,3 6,1 6,2 6,2 Rkm 19,02 23,84 28,11 33,07 37,33 40,3 44,27 Rkm. CV% 6,2 5,6 6,5 6,3 6,1 6,2 6,2 U % 10,06 8,8 8,38 7,92 7,88 7,53 7,21 CVm % 12,93 11,17 10,65 10 9,99 9,57 9,39 Ä°nce - 40 % 47,5 5,5 3,5 7,5 0,5 0 0 Ä°nce - 50 % 7 1,5 0 0 0 0 0 Kalın + 35 % 505,5 195 141,5 70 77 53 48 Kalın + 50 % 91 13,5 21 6,5 13,5 17 14 Neps %200 18 3 2 3 17,5 11,5 5 TĂŒylĂŒlĂŒk 7,89 8,49 8,69 9,11 8,7 9,25 9,27 Ăizelge 4.1. Tââ 13,8 bĂŒkĂŒmlĂŒ Ä°plik Test Sonuçları
- 21. MÄ°THAT ĂZTEKÄ°N 21 Grafik 4.1. Alfa â Ne grafiÄi ( 13.8 sabit bĂŒkĂŒmde ) BĂŒkĂŒm ( Tââ â T/m ) 15,4 - 606 Testin Adı Test21 Test22 Test23 Test24 Test25 Test26 Test27 Kalınlık 0 1 2 3 4 5 6 Kalınlık Oranı 1 1,2 1,43 1,66 1,89 2,11 2,34 Alfa @e 4,92 5,44 6,07 6,69 7,31 7,88 8,43 Ne 9,808 7,997 6,423 5,288 4,436 3,814 3,337 Ne CV% 1,57 1,38 1,59 1,75 1,49 1,87 1,48 Elas. 6,4 7,59 8,91 10,47 13,11 14,3 15,1 Elas CV% 7 7,6 8,7 7,6 7,9 7,2 7,5 Muk. 1127 1358 1595 1829 2089 2240 2470 Muk. CV% 5,8 6,8 7,2 7 6,7 6,6 6,9 Rkm 19,08 23 27,01 30,97 35,37 39,06 44,01 Rkm. CV% 5,8 6,8 7,2 7 6,7 6,6 6,9 U % 9,64 9,43 8,65 8,21 8 7,86 8,12 CVm % 12,21 12,01 10,98 10,45 10,55 10,06 11,38 Ä°nce - 40 % 13,5 19,5 4,5 1,5 0,5 0 3 Ä°nce - 50 % 0 1,5 0 0 0 0 0 Kalın + 35 % 393 329,5 181,5 116 235 114 604 Kalın + 50 % 38 40,5 24 28,5 162 65 549 Neps %200 14 5,5 4,5 17 189 82 600 TĂŒylĂŒlĂŒk 7,5 7,75 8,28 8,56 9,16 9,33 10,34 Ăizelge 4.2. Tââ 15,4 bĂŒkĂŒmlĂŒ Ä°plik Test Sonuçları
- 22. MÄ°THAT ĂZTEKÄ°N 22 Grafik 4.2. Alfa â Ne grafiÄi ( 15.4 sabit bĂŒkĂŒmde ) Grafik 4.3. Alfa â RKM grafiÄi Grafik 4.1 ve 4.2 de Ä°plik numarası ve bĂŒkĂŒm sabit deÄeri arasındaki iliĆki doÄrusal bir artÄ±Ć olduÄunu göstermektedir. Fakat burada bĂŒk deÄerinin sabit olduÄu unutulmamalıdır. Grafik 4.3 de de bĂŒkĂŒm sabit deÄeri ile kopma Rkm arasında doÄrusal artÄ±Ć vardır. yine burada da bĂŒkĂŒm tek bir deÄer olarak sabittir.
- 23. MÄ°THAT ĂZTEKÄ°N 23 Ăizelge 4.3 ve Ăizelge 4.4 de iki farklı bĂŒkĂŒmde, bĂŒkĂŒm deÄerlerinin sabit kalması ve Ćantuk kalınlık deÄerlerinin artırılması ile iplik numarası (Ne) ve bĂŒkĂŒm sabit (Alfa) deÄerinin deÄiĆtiÄi gözlenmiĆtir. Ăizelge 4.3. 542 T/m için Ćantuk iplik ĂŒretimi çalıĆma deÄerleri Ăizelge 4.4. 606 T/m Ćantuk iplik ĂŒretimi çalıĆma deÄerleri
- 24. MÄ°THAT ĂZTEKÄ°N 24 5. SONUĂLAR VE ĂNERÄ°LER TĂŒrkiyeâde fantezi iplik ĂŒretimi 1985 li yıllarda baĆlamÄ±Ć olup gĂŒnĂŒmĂŒz kadar pazarın Ä°stek ve ihtiyaçları doÄrultusunda geliĆmeler göstererek gĂŒnĂŒmĂŒzĂŒn teknolojisini yakalamıĆtır. Bu teknoloji kullanılarak ĂŒretime devam edilmektedir. Ćantuklu iplik pazarının önde gelen Ćirketleri ĂŒretiminin bĂŒyĂŒk bölĂŒmĂŒnĂŒ kendi ihtiyaçlarını karĆılamaktadır. Bu pazara giren ĂŒretici firmalar zamanla Pazar da ki olan geliĆmeyi de göz önĂŒne alarak kapasite ve ĂŒretimlerini artırmıĆlardır. Bunun doÄrultusunda çeĆitlilik de artmıĆtır. Normal iplik satıĆı yanında talep nedeniyle Ćantuklu iplik satıĆı da yanında olmaktadır. Ćantuklu iplik ĂŒretimi gĂŒn geçtikçe artmıĆtır ve daha çok kullanılmıĆtır. Ănceleri Ćantuklu iplikler ĂŒretim makinelerine parça eklenerek yapılırken gĂŒnĂŒmĂŒzde yeni çıkan makine modellerinde bu sistemler opsiyonel olarak verilmektedir. Ćantuklu iplik ĂŒretimine ilk baĆlandıÄı yıllara oranla gĂŒnĂŒmĂŒzde daha teknolojik ve daha hızlı yöntemler kullanılarak ĂŒretimleri yapılmaktadır. Yaygın olarak Denim dokuma ve örme alanlarında kullanılan Ćantuklu iplik ĂŒretimi ev tekstilinde de kullanılmaktadır. Ä°plik ĂŒretiminde iĆletme parametreleri de kaliteyi etkileyen faktördĂŒr ve bĂŒyĂŒk ölĂ§ĂŒde ĂŒrĂŒn kalitesini belirler. Ä°plik bĂŒkĂŒmĂŒ ve seçilen kalınlık deÄerleri sonraki iĆlemlerle dĂŒzeltilemez. Ćantuklu iplik de kalınlık deÄeri artıkça iplik numarası ve bĂŒkĂŒm sabit deÄeri deÄiĆmektedir. Ćantuklu iplik ĂŒretiminde, Ćantuk kalınlıklarına göre bĂŒkĂŒm ve bĂŒkĂŒm sabit deÄeri iyi ayarlanması gereklidir. GĂŒn geçtikçe geliĆen bu sektör daha da bĂŒyĂŒyecek ve teknik geliĆmeleri takip edecektir. Ćantuklu iplik çok çeĆitli alanlarda kullanıldıÄı için ĂŒretimi devam edecektir. Yaygın kullanılan hali temel Ćantuk sistemleridir. Multicount ,Multitwist gibi diÄer iplik çeĆitlerinin kullanımı yaygın deÄildir. Tekstil sektörĂŒnde istenen kaliteyi elde etmek , hammadde seçimi ile baĆlar ve sıkı bir proses kontrolĂŒ , personel know-howâu , ĂŒrĂŒn mĂŒhendisliÄi ve ĂŒrĂŒne yönelik kalite gĂŒvencesini içine alır. Hammaddeden bitmiĆ ĂŒrĂŒne ve onun kullanımına kadar genel bilgiye sahip mĂŒkemmel eÄitilmiĆ personele ihtiyaç vardır. Sonuç itibariyle, TĂŒrkiyeânin, Ăin karĆısında olduÄu gibi, Hindistan ile rekabetinde de, kaliteli ĂŒrĂŒnlere yönelmesi, moda ve tasarım içeren ĂŒrĂŒnlere aÄırlık vererek marka oluĆturması gereklidir. Rekabet edebilecek alanlara yönelerek pazar payını korumak ve arttırmak, hem de daha fazla Ćantuklu iplik gibi katma deÄeri yĂŒksek ĂŒrĂŒnleri yaratmak mĂŒmkĂŒn olabilecektir.
- 25. MÄ°THAT ĂZTEKÄ°N 25 KAYNAKLAR AMSLER Tex. A.G., 2008 Fantezi iplik donanımları satıcı firma notları AMSLER, B., ââ Fancy yan opportunities in spinning Processââ, international textile Bulletin, Ćubat 2004 , Ä°sviçre Duru Baykal, P., Babaarslan, O., ve Ä°lhan, Ä°., Ćantuklu iplik ĂŒretim teknolojisi ve iplik özellikleri ĂŒzerine bir çalıĆma, 2007 T.K.A.M. Tekstil ve konfeksiyon araĆtırma merkezi yayınları, cilt :6 Lou, Y.Z., Gao, W.D., Xie, C.P. , ââTwist distribution of ring spun slub and its influence on yarn strengthââ, journal of textile research, sayı 27,2006 Rameshkumar,C,Anbumatli,N. ââfanc yarns for fashion ââ, 2007 Tarakçıolu, I., ââTekstil sanayi gelecekte nerede ĂŒretcekââ Uluslar arası tekstil sempozyumu,2004 ANONÄ°M 2000 , Ä°.T.K.Ä°.B. ANONÄ°M , 1998 - 1990 yıllarda TĂŒrk Tekstil ve konfeksiyon sektörĂŒ . Ä°stanbul tekstil ve konfeksiyon Ä°hracatcı Birlikleri. I. 65 TEKSTÄ°L ARAĆTIRMA EylĂŒl / 1988 , Ä°plik Teknolojileri YAKARTEPE M. ; GENEL TEKSTÄ°L 1998 ,T.K.A.M. Tekstil ve Konfeksiyon AraĆtırma Merkezi Yayınları ERCAN, N, M., 1998, Pamuk Ä°plikçiliÄinde Ä°plik Ăzelliklerini Etkileyen Faktörler. 1.TĂŒrkiye Pamuk, Tekstil ve Konfeksiyon Sempozyumu.S.123-124 Ankara www.tekstilisveren.com www.iplikonline.com www.tzob.org.tr www.fibre2fashion.com www. Vizyon2023.tubitak.gov.tr www.tekstil.gantep.edu.tr www.kalder.org.tr www.rieter.us www.tekstikteknik.com www.pintersa.com www.pinteks.com www.tekstikportal.org www.tekstilisveren.org