











































More Related Content
What's hot (20)
Viewers also liked (11)









Similar to Six Sigma Blackbelt Certification Project (20)




















Six Sigma Blackbelt Certification Project
- 1. Electronic Request for Deviation: A Project Nino Margvelani Matt Tinaglia
- 2. Definition & Purpose A Request for Deviation (RFD) is used to receive and use parts in production when they would otherwise be held or rejected. Currently, processing an RFD is done manually and is confusing and time consuming, often taking days or weeks to complete. An RFD should be able to be processed within a business day. The RFD process will be analyzed for potential process improvement opportunities.
- 3. Importance A RFD is needed to receive part that are needed to keep production lines going. Part revision changes can hold receipt of acceptable parts that an RFD can override. A lack of tracking from shipment-to-shipment can lead to excessive use of RFDs and workarounds for them. Reduced defects in the process means increased productivity and reduced times for acceptable materials to be used.
- 4. Scope Developing an electronic RFD to replace manual process and implement tracking Progressing through the define, measure, analyze, and improve phases Implementing methods to control proposed process improvements Analyzing RFD types- paper forms, e-mails, etc. Questionable reasoning in submitting a Request Information required in the Request Conversion of existing paper forms into new format In-Scope Out-of-Scope
- 5. Define Problem The RFD should be processed and reach its final step within 4 hours. This target cycle time is rarely met currently Customers Production Cell Industrial Engineers, Material Planners, and Quality Assurance Incoming Inspection High-Level Project CTQs Improve RFD processing time to get parts to production Measure time consumed by steps throughout the process Usage tracking of new RFD format instead of workarounds D M A I C
- 6. Measure Project-Specific CTQ Provide electronic (computer/Excel-based) Request for Deviation form that can be processed within 4 hours. Summary of Data Continuous USL: 4 Hours LSL: N/A Unit of Measurement: Hours Data Source Incoming Inspection Database Defect: A Request taking longer than 4 business hours to complete (Steps 3 to 10 of the 12-step process) Opportunities are defined as requests that are initiated within the company fiscal year of 2005 Sample Size (historical, past 6-months) 247 Business Days within the company fiscal year of 2005 38 opportunities D M A I C
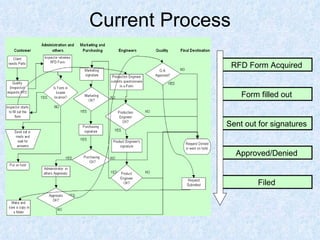
- 7. Current Process RFD Form Acquired Form filled out Sent out for signatures Approved/Denied Filed
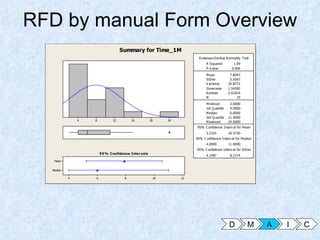
- 8. Request Process Time Overview (all formats) D M A I C P-Value is less than .05 which communicates non-normal data. Also, the mean and median values are not close – therefore for normality we can throw out special cause data points or separate out processes.
- 9. RFD by e-mail Overview D M A I C
- 10. RFD by manual Form Overview D M A I C
- 11. Box-Plot Comparison D M A I C e-mails (Time_E_1) vs.Manual form (Time_1M), processing time
- 12. Capability of e-mail Request D M A I C Capability of current electronic process (E_1, e-mails) Improved process will also be electronically based and so this was our comparison capability 4-hour USL for current process results in Low Ppk (0.40)
- 13. Consistency of Processing Time Manual form vs. e-mails A p-value of less than .005 indicates that the processing time between the two are not comparable D M A I C
- 14. Consistency of Approval Time (e-mail only) A p-value of 0.185 indicates a process that is in control overall Engineering and Marketing/Purchasing Time needs improvement The time for the Requestor and Saver of the data shows the least variation D M A I C
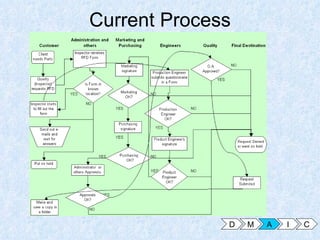
- 15. Current Process D M A I C
- 16. Sources of Variation D M A I C
- 17. Understanding Primary Factors Primary Factors Process analysis has identified the following factors as candidates for process improvement: Manual forms vs. e-mails Processing time varies greatly, e-mails are quicker but less thorough. No processing time is currently tracked. All record keeping is done manually (paper-based with faxes, copies, scans) and often records are lost. Ability to track time involved for processing is limited. Request submittal process No standard work or guidelines in place for submittal process. Approval Process Paper form can be held by waiting on signatures indefinitely and is not personally identifiable. D M A I C
- 18. Implementation Implement newly designed electronic deviation form throughout the factories. (Place RFD on company Intranet.) RFD process will be based on successful electronic Engineering Change Requests (ECRs) as they are concurrent processes and an RFD should lead to an ECR as a long-term fix. This will have the faster turn-around time that current e-mail RFDs have but with less variation. Send e-mail informing the company about implementation of new RFD process and announcing its guidelines and Standard Work. Once request is entered, the RFD number is automatically created. Tracking system shows numbers and reasons RFD created for each particular material. Implement a more flexible solution for request tracking and educate the staff of its usefulness. Once a request is entered, a message is automatically sent to to required signees (Quality, Engineering, Marketing & Purchasing) to reduce processing lead time. D M A I C
- 19. Revised Process D M A I C
- 20. New Electronic Form D M A I C
- 21. Control Procedures Track RFD types assigned to each unique part, with a running count, and tie them to long-term corrections implemented via Engineering Changes that then supersede the RFD. Track RFD processing time not only to variance in completion time, but also to time implement corrections via Engineering Changes. Schedule regular data analysis training sessions about 6-sigma methodologies for groups involved in RFD process and company management. Following Implementation, in six months the Quality Department will check data from the RFD tracking system to ensure the process capability. D M A I C