![SMED طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ طھع© ط¯ظ‚غŒظ‚ظ‡ ط§غŒ S ingle M inute E xchange of D ies [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-1-320.jpg)
![[email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-2-320.jpg)
![ظ…ظ‚ط¯ظ…ظ‡ طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ظٹظƒظ‰ ط§ط² ط§ظ†ظˆط§ط¹ ط§طھظ„ط§ظپط§طھ ظ…ظˆط¬ظˆط¯ ط¯ط± ظ…ط¨ط§طط« Kaizen ظˆ TPM ط§ط³طھ ظƒظ‡ ظƒط§ظ‡ط´ ط²ظ…ط§ظ† ط¢ظ† ظˆ ط¯ط± ظ†ظ‡ط§ظٹطھ طط°ظپ ط¢ظ† ط؛ط§ظٹطھ ظˆ ط§ظٹط¯ظ‡ ط¢ظ„ ظ‡ط± ط®ط· طھظˆظ„ظٹط¯ظ‰ ظ…غŒط¨ط§ط´ط¯ . ظƒط§ظ‡ط´ ط²ظ…ط§ظ† طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ظ†ظ‚ط´ ط¨ط³ظٹط§ط± ط²ظٹط§ط¯ظ‰ ط¯ط± ط§ظپط²ط§ظٹط´ ط§ظ†ط¹ط·ط§ظپ ظ¾ط°ظٹط±ظ‰ ط®ط· طھظˆظ„ظٹط¯ ظˆ ظƒط§ظ‡ط´ ط§ظ†ط¯ط§ط²ظ‡ ط§ظ†ط¨ط§ط´طھظ‡ ظˆ ط¯ط± ظ†طھظٹط¬ظ‡ ط±ط³ظٹط¯ظ† ط¨ظ‡ طھظˆظ„ظٹط¯ ط¨ظ‡ظ†ع¯ط§ظ… JIT ط§ظٹظپط§ ظ…غŒع©ظ†ط¯ . [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-3-320.jpg)
![ظپط±ط¢ظٹظ†ط¯ SMED ط·ظ‰ ط³ظ‡ ظ…ط±طظ„ظ‡ ط¨ظ‡ ظˆط¬ظˆط¯ ط¢ظ…ط¯ . ظ…ط±طظ„ظ‡ ط§ظˆظ„طŒ ط³ط§ظ„ 1950 طŒ ط¢ظ‚ط§ظ‰ ط´ظٹظ†ع¯ظˆ طھظˆط§ظ†ط³طھ ط²ظ…ط§ظ† طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ ظ‡ط§ ط±ط§ ط§ط² 4 ط³ط§ط¹طھ ط¨ظ‡ ظƒظ…طھط± ط§ط² 19 ط¯ظ‚ظٹظ‚ظ‡ ظƒط§ظ‡ط´ ط¯ظ‡ط¯ .( ط´ط±ع©طھ ظ…ط²ط¯ط§ ) طھط§ط±غŒط®ع†ظ‡ ظ…ط±طظ„ظ‡ ط¯ظˆظ… ط¯ط± ط³ط§ظ„ 1957( ظ…غŒطھط³ظˆط¨غŒط´غŒ ) ظˆ ط³ظˆظ… ط¯ط± ط³ط§ظ„ 1969 ( ط´ط±ع©طھ طھظˆغŒظˆطھط§ ) ط§طھظپط§ظ‚ ط§ظپطھط§ط¯ظ†ط¯ ظˆ ظ…ظ†ط¬ط± ط¨ظ‡ ظƒط§ظ‡ط´ ط²ظ…ط§ظ† ط¨ظ‡ ط²ظٹط± ط¯ظ‡ ط¯ظ‚ظٹظ‚ظ‡ ط´ط¯ظ†ط¯ . [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-4-320.jpg)
![ظ…طھظˆظ„ط¯ ط³ط§ظ„ غ±غ¹غ°غ¹ ط¯ط± ط´ظ‡ط± ط³ط§ع¯ط§غŒâ€Œ عکط§ظ¾ظ†â€Œ ظپط§ط±ط؛‌ط§ظ„طھططµغŒظ„ ط±ط´طھظ‡â€Œ ظ…ظƒط§ظ†غŒظƒâ€Œ ط¯ط§ظ†ط´ظƒط¯ظ‡â€Œ ‌ غŒط§ظ…ط§ظ†ط´غŒ - غ±غ¹غ³غ°â€Œ ظ…ط³ط¦ظˆظ„ ع©ط§ظ‡ط´ ط²ظ…ط§ظ† ظ…ظˆظ†طھط§عک ط³ظˆظ¾ط± طھط§ظ†ع©ط±ظ‡ط§غŒ غµ ظ‡ط²ط§ط± طھظ†غŒ ط§ط² غ´ ظ…ط§ظ‡â€Œ ط¨ظ‡ غ² ظ…ط§ظ‡â€Œ ط·غŒâ€Œ ط³ط§ظ„‌ ظ‡ط§غŒ غµغ¸ - غ±غ¹غµغ¶ طŒ ط¯ط± طµظ†ط§غŒط¹â€Œ ط³ظ†ع¯غŒظ†â€Œ ظƒط´طھغŒ ط³ط§ط²غŒ ط¯ط± ظ†ط§ع©ط§ط²ط§ع©غŒ Shigeo Shingo ( in the late 1950’s and early 1960’s) chief engineer of Toyota " غŒع© ط±ط§ظ‡ ط³ط±غŒط¹ ظˆ ع©ط§ط±ط¢ظ…ط¯ طھط¨ط¯غŒظ„ غŒع© ظپط±ط§غŒظ†ط¯ ط§ط² ظ…ططµظˆظ„ط§طھ ظپط¹ظ„غŒ ط¯ط± طط§ظ„ ط§ط¬ط±ط§ ط¨ظ‡ ظ…ططµظˆظ„ ط¨ط¹ط¯غŒ ط¯ط± طط§ظ„ ط§ط¬ط±ط§ " QUICK CHANGE OVERS [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-5-320.jpg)
![طھط¹ظˆغŒط¶ ( Changeover ) : طھظ…ط§ظ…غŒ ظپط±ط¢غŒظ†ط¯ظ‡ط§غŒغŒ ع©ظ‡ ط§ط² طھظˆظ„غŒط¯ ط¢ط®ط±غŒظ† ظ…ططµظˆظ„ ط³ط§ظ„ظ… ط¯ط³طھظ‡ ط¨ع† ظ‚ط¨ظ„غŒ طھط§ طھظˆظ„غŒط¯ ط§ظˆظ„غŒظ† ظ…ططµظˆظ„ ط³ط§ظ„ظ… ط¨ع† ط¨ط¹ط¯غŒ ط§ظ†ط¬ط§ظ… ظ…غŒط´ظˆط¯ طھط¹ط§ط±غŒظپ ط²ظ…ط§ظ† طھط¹ظˆغŒط¶ ( Changeover Time ) ط²ظ…ط§ظ† طھط¬ظ…ط¹ظ‰ ط¨ظٹظ† طھظˆظ„ظٹط¯ ط¢ط®ط±ظٹظ† ظ…ططµظˆظ„ ط³ط§ظ„ظ… ط¨ع† ظ‚ط¨ظ„ظ‰ طھط§ طھظˆظ„ظٹط¯ ط§ظˆظ„ظٹظ† ظ…ططµظˆظ„ ط¨ع† ط¨ط¹ط¯ظ‰ . ط¨ط§ظٹط¯ طھظˆط¬ظ‡ ظ†ظ…ظˆط¯ ع©ظ‡ ط§غŒظ† ط²ظ…ط§ظ† ط¨ظ‡ طµظˆط±طھ ظ¾ظٹظˆط³طھظ‡ ظˆ ط¨ط¯ظˆظ† طھظˆظ‚ظپ ظ…ظ‰ ط¨ط§ط´ط¯ . ط²ظ…ط§ظ† طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ ( Setup Time ) : ط²ظ…ط§ظ† طµط±ظپ ط´ط¯ظ‡ ط¨ط±ط§غŒ طھظ†ط¸غŒظ… ظ…ط§ط´غŒظ† ظˆ غŒط§ طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ظ‡ط§ ظˆ ظ‚ط·ط¹ط§طھ ظ…ظˆط±ط¯ ظ†غŒط§ط² ط¨ط±ط§غŒ طھظˆظ„غŒط¯ ظ…ططµظˆظ„ ط¬ط¯غŒط¯ . ط²ظ…ط§ظ† ط±ط§ظ‡ ط§ظ†ط¯ط§ط²غŒ ظ…ط§ط´غŒظ† ( Startup Time ) : ط²ظ…ط§ظ† طµط±ظپ ط´ط¯ظ‡ ط¨ط¹ط¯ ط§ط² ط±ط§ظ‡ ط§ظ†ط¯ط§ط²غŒ ط§ظˆظ„غŒظ‡ ط¯ط³طھع¯ط§ظ‡ طھط§ ط²ظ…ط§ظ†غŒ ع©ظ‡ ط§ظˆظ„غŒظ† ظ…ططµظˆظ„ ط¨ط§ ع©غŒظپغŒطھ ظ…ظˆط±ط¯ ظ†ط¸ط± ظˆ ط³ط±ط¹طھ ظ…ظˆط±ط¯ ظ†ط¸ط± طھظˆظ„غŒط¯ ط´ظˆط¯ . [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-6-320.jpg)
![[email_address] ط³ظ†طھغŒ ط¯ط± ط¨ط±ط§ط¨ط± SMED ظ…ط¯طھ ط²ظ…ط§ظ† طھط¹ظˆغŒط¶ طھط§غŒط± طںطںطںطں](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-8-320.jpg)
![ظ…ط²ط§غŒط§غŒ ع©ط§ظ‡ط´ ط²ظ…ط§ظ† طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ ظƒط§ظ‡ط´ ظ‡ط²ظٹظ†ظ‡ ظ‡ط§ظ‰ طھط¹ظˆغŒط¶ ط§ظ…ع©ط§ظ† ع©ط§ظ‡ط´ ط§ظ†ط¯ط§ط²ظ‡ ط§ظ†ط¨ط§ط´طھظ‡ ظ‡ط§غŒ طھظˆظ„غŒط¯غŒ ط§ظپط²ط§غŒط´ ط²ظ…ط§ظ† ع©ط§ط±ع©ط±ط¯ ظ…ط§ط´غŒظ† ( Machine Run Time ) ط§ظ…ظƒط§ظ† ظ¾ط§ط³ط®ع¯ظˆظٹظ‰ ط¨ظ‡ ط³ظپط§ط±ط´ط§طھ ظ¾ظٹط´ ظٹط¨ظ†ظ‰ ظ†ط´ط¯ظ‡ ظˆ طظٹط§طھظ‰ ط³ط§ط¯ظ‡ ط´ط¯ظ† طھط¹ظˆظٹط¶ ظ‡ط§ ظˆ ط§ظ…ظƒط§ظ† ط§ظ†ط¬ط§ظ… ط¢ظ†ظ‡ط§ طھظˆط³ط· ط§ظ¾ط±ط§طھظˆط±ظ‡ط§ظ‰ طھظˆظ„ظٹط¯ظ‰ ظƒط§ظ‡ط´ ظ…ظˆط¬ظˆط¯ظ‰ ط§ظ†ط¨ط§ط±ظ‡ط§ظ‰ ظ…ظٹط§ظ†ظ‰ ط§ظپط²ط§غŒط´ ط§ظ†ط¹ط·ط§ظپ ظ¾ط°ظٹط±ظ‰ ظƒط§ظ‡ط´ ظƒظ„ ظ‡ط²ظٹظ†ظ‡ ظ‡ط§ظ‰ ظ…ظˆط¬ظˆط¯ظ‰ ظƒط§ظ‡ط´ ظ…ظˆط¬ظˆط¯ظ‰ ط¯ط± ط¬ط±ظٹط§ظ† ط³ط§ط®طھ ط§ظپط²ط§ ظٹط´ ط¨ظ‡ط±ظ‡ ظˆط± ظ‰ [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-9-320.jpg)
![ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط¯ط§ط®ظ„غŒ : ظƒظ„ظٹظ‡ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظٹظ‰ ط±ط§ ط´ط§ظ…ظ„ ظ…ظ‰ ط´ظˆط¯ ظƒظ‡ ط¯ط± طظٹظ† ط§ظ†ط¬ط§ظ… ط¢ظ†ظ‡ط§ ط§ظ…ظƒط§ظ† ظƒط§ط±ظƒط±ط¯ ظ…ط§ط´ظٹظ† ظˆط¬ظˆط¯ ظ†ط¯ط§ط±ط¯ ظˆ ظ…ط§ط´ظٹظ† ظ†ظ…ظ‰ طھظˆط§ظ†ط¯ ط¨ظ‡ طھظˆظ„ظٹط¯ ط¨ظ¾ط±ط¯ط§ط²ط¯ . ط§ظ†ظˆط§ط¹ ظپط¹ط§ظ„غŒطھظ‡ط§ ط¯ط± طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ظ‡ط§ ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط®ط§ط±ط¬غŒ : ظƒظ„ظٹظ‡ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظٹظ‰ ط±ط§ ط´ط§ظ…ظ„ ظ…ظ‰ ط´ظˆط¯ ظƒظ‡ ط¯ط± طظٹظ† ط§ظ†ط¬ط§ظ… ط¢ظ†ظ‡ط§ ط§ظ…ظƒط§ظ† ظƒط§ط±ظƒط±ط¯ ظ…ط§ط´ظٹظ† ظˆط¬ظˆط¯ ط¯ط§ط±ط¯ ظˆ ظ…ط§ط´ظٹظ† ظ…ظ‰ طھظˆط§ظ†ط¯ ط¨ظ‡ طھظˆظ„ظٹط¯ ط¨ظ¾ط±ط¯ط§ط²ط¯ . ط´ظٹظ†ع¯ظˆ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظٹظ‰ ط±ط§ ظƒظ‡ ط¯ط±طظٹظ† ط§ظ†ط¬ط§ظ… ظƒط§ط± ظ…ط§ط´ظٹظ† ظ‚ط§ط¨ظ„ ط§ظ†ط¬ط§ظ… ظ‡ط³طھظ†ط¯طŒ ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط¨غŒط±ظˆظ†ظ‰ ظˆ ط¢ظ†ظ‡ط§ظٹظ‰ ظƒظ‡ ط¨ط±ط§ظ‰ ط§ظ†ط¬ط§ظ…ط´ط§ظ† ظ…ظ‰ ط¨ط§ظٹط³طھ ط¯ط³طھع¯ط§ظ‡ طھظˆظ‚ظپ ظƒظ†ط¯ ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط¯ط±ظˆظ†ظ‰ ظ†ط§ظ…ظٹط¯ . [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-10-320.jpg)
![ظ…ط«ط§ظ„ ظ‡ط§ظٹظ‰ ط§ط² ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¯ط±ظˆظ†ظ‰ : ظ¾ظٹط§ط¯ظ‡ ط³ط§ط²ظ‰ ظ‚ط§ظ„ط¨ ظ‡ط§ طھظ…ظٹط²ظƒط§ط±ظ‰ ط¯ط³طھع¯ط§ظ‡ ظ†طµط¨ ظ‚ط§ظ„ط¨ظ‡ط§غŒ ط¬ط¯غŒط¯ طھظ†ط¸ظٹظ…ط§طھ ط§ظˆظ„ظٹظ‡ ط§ظ†ظˆط§ط¹ ظپط¹ط§ظ„غŒطھظ‡ط§ ط¯ط± طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ظ‡ط§ ظ…ط«ط§ظ„ ظ‡ط§ظٹظ‰ ط§ط² ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¨غŒ ط±ظˆظ†ظ‰ : ط§ظ†طھظ‚ط§ظ„ ظ‚ط§ظ„ط¨ ظ‡ط§ظ‰ ظ…ططµظˆظ„ ط¨ط¹ط¯ظ‰ ط¨ظ‡ ظƒظ†ط§ط± ط¯ط³طھع¯ط§ظ‡ ط§ظ†طھظ‚ط§ظ„ ط§ط¨ط²ط§ط± ظ…ظˆط±ط¯ ظ†ظٹط§ط² ط¨ظ‡ ظƒظ†ط§ط± ط¯ط³طھع¯ط§ظ‡ ط§ظ†طھظ‚ط§ظ„ ظ‚ط§ظ„ط¨ ظ‡ط§ظ‰ ظ¾ظٹط§ط¯ظ‡ ط³ط§ط²ظ‰ ط´ط¯ظ‡ ط¨ظ‡ ط§ظ†ط¨ط§ط± ظ…ط±طھط¨ ظƒط±ط¯ظ† ظ„ظˆط§ط²ظ… ظ…ظˆط±ط¯ ظ†ظٹط§ط² ط¯ط± طظٹظ† ظƒط§ط± [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-11-320.jpg)
![ظ…ط´ط§ظ‡ط¯ظ‡ ظˆ ط«ط¨طھ ظ…ط±ط§طظ„ ظپط¹ظ„ظ‰ ط§ظ†ط¬ط§ظ… ظƒط§ط± ظپظٹظ„ظ…ط¨ط±ط¯ط§ط±ظ‰ ط²ظ…ط§ظ†ط³ظ†ط¬ظ‰ ظ…طµط§طط¨ظ‡ ط¨ط§ ط§ظ¾ط±ط§طھظˆط± ظ…ط±ط§طظ„ ط§ظ†ط¬ط§ظ… طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ طھع© ط¯ظ‚ظٹظ‚ظ‡ ط§ظ‰ ط¬ط¯ط§ظƒط±ط¯ظ† ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ظˆ ط®ط§ط±ط¬ظ‰ طھط¨ط¯ظٹظ„ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ط¨ظ‡ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط®ط§ط±ط¬ظ‰ ط§ط² ط·ط±غŒظ‚ ط§ظ†ط¬ط§ظ… ط¹ظ…ظ„ظٹط§طھ ظ‡ط§ظ‰ طط±ط§ط±طھظ‰ ظ…ظ‚ط¯ظ…ط§طھظ‰ ظˆ ... [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-12-320.jpg)

![ظ…ط´ط§ظ‡ط¯ظ‡ ظˆ ط«ط¨طھ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ظپط¹ظ„غŒ طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-14-320.jpg)
![ظ…ط´ط§ظ‡ط¯ظ‡ ظˆ ط«ط¨طھ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ظپط¹ظ„غŒ طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ [email_address] 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 Stop line/ remove cores Retrieve new roll Position new roll Lift roll /engage chucks Thread material Cut material Retrieve tape Splice new/previous roll Lower into cradle Start line – Splice Break Rethread – re-splice roll Run new roll to winder Stop line – cut paper – tape cores BPCS Trans – old roll Operator Log – new roll Start Line – ~ 38 mins](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-16-320.jpg)
![ط¯ط± ط¬ط¯ط§ ظƒط±ط¯ظ† ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ظˆ ط®ط§ط±ط¬ظ‰ ط³ظ‡ ع¯ط±ظˆظ‡ ط²ظٹط± ط±ط§ طھط¹ظٹظٹظ† ع©ظ†غŒط¯ : آ ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ظƒظ‡ ط¨ط¯ظˆظ† طھط؛ظٹظٹط± ظ‚ط§ط¨ظ„ظٹطھ طھط¨ط¯ظٹظ„ ط¨ظ‡ ظپط¹ط§ظ„ظٹطھ ط®ط§ط±ط¬ظ‰ ط±ط§ ط¯ط§ط±ظ†ط¯ . ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ظƒظ‡ ط¨ط§ ظƒظ…ظ‰ طھط؛ظٹظٹط± ظ‚ط§ط¨ظ„ظٹطھ طھط¨ط¯ظٹظ„ ط¨ظ‡ ظپط¹ط§ظ„ظٹطھ ط®ط§ط±ط¬ظ‰ ط±ط§ ط¯ط§ط±ظ†ط¯ . ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ظƒظ‡ ط¨ط§ طھط؛ظٹظٹط±ط§طھ ط²ظٹط§ط¯ ظ‚ط§ط¨ظ„ظٹطھ طھط¨ط¯ظٹظ„ ط¨ظ‡ ظپط¹ط§ظ„ظٹطھ ط®ط§ط±ط¬ظ‰ ط±ط§ ط¯ط§ط±ظ†ط¯ . ط¬ط¯ط§ ع©ط±ط¯ظ† ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ظˆ ط®ط§ط±ط¬غŒ Internal elements: operations that must be performed while the machine/process is stopped External elements: operations that can be performed while the machine/process is running [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-17-320.jpg)
![ط³ظˆط§ظ„ط§طھ ع†ط±ط§طŒ ع† ع¯ ظˆظ†ظ‡ طŒ ع†ظ‡ ظƒط³ظ‰طŒ ع†ظ‡ ظˆظ‚طھ طŒ ظƒط¬ط§ ظˆ ... ط±ط§ ط¯ط± ظ…ظˆط±ط¯ طھظ…ط§ظ…ظ‰ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ط¨ظ¾ط±ط³غŒط¯ . ط³ط¹غŒ ظƒظ†ظٹط¯ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ع¯ط±ظ… ظƒط±ط¯ظ† ظ…ظ‚ط¯ظ…ط§طھظ‰طŒ ط¨ط±ط´ ظ…ظ‚ط¯ظ…ط§طھظ‰طŒ طھظ†ط¸ظٹظ… ظ…ظ‚ط¯ظ…ط§طھظ‰ ظˆ ... ط±ط§ طھظˆط³ط¹ظ‡ ط¯ظ‡غŒط¯ . ظ…طظ„ظ‰ ط¨ط± ط±ظˆظ‰ ط®ظˆط¯ ط¯ط³طھظƒط§ظ‡ ط¨ط±ط§ظ‰ ط§ط¨ط²ط§ط±ظ‡ط§ظٹظ‰ ظƒظ‡ ط²ظٹط§ط¯ ظ…ظˆط±ط¯ ط§ط³طھظپط§ط¯ظ‡ ظ‚ط±ط§ط± ظ…ظ‰ع¯ظٹط±ظ†ط¯ ظ…ط´ط®طµ ظƒظ†ظٹط¯ . ط§ط² ظ‚ط§ظ„ط¨ ظ‡ط§ظٹظ‰ ط§ط³طھظپط§ط¯ظ‡ ظƒظ†ظٹط¯ ظƒظ‡ ظٹط¨ط´طھط±ظٹظ† ط¯ظ‚طھ ظˆ ظ†ظٹط§ط² ط¨ظ‡ ظƒظ…طھط±ظٹظ† طھظ†ط¸ظٹظ… ط±ط§ ط¯ط§ط±ظ†ط¯ . ظ‚ط§ظ„ط¨ ظ‡ط§ظٹظ‰ ط§ط³طھظپط§ط¯ظ‡ ظƒظ†ظٹط¯ ظƒظ‡ ظ‚ط§ط¨ظ„ظٹطھ ط§ط³طھظپط§ط¯ظ‡ ط¨ط±ط§ظ‰ ظ…ططµظˆظ„ط§طھ ظ…ط®طھظ„ظپ ط±ط§ ط¯ط§ط´طھظ‡ ط¨ط§ط´ظ†ط¯ . ظ…ط طµ ظˆظ„ط§طھ ط±ط§ ط¨ظ‡ ع¯ظˆظ†ظ‡ ط§ظ‰ ط·ط±ط§طظ‰ ظƒظ†ظٹط¯ ظƒظ‡ ط¨ط±ط§ظ‰ طھظˆظ„ظٹط¯ ط¢ظ†ظ‡ط§ ظ†ظٹط§ط²ظ…ظ†ط¯ ظƒظ…طھط±ظٹظ† طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ ط¨ط§ط´ظٹط¯ . ط¯ظ‚طھ ظƒظ†ظٹط¯ طھظ…ط§ظ…ظ‰ ط§ط¬ط²ط§ ط§ط¹ظ… ط§ط² ظ‚ط§ظ„ط¨ ظ‡ط§ ظˆ ط§ط¨ط²ط§ط±ظ‡ط§ ظˆط¸ط§غŒظپ ظ…ظˆط±ط¯ ط§ظ†طھط¸ط§ط± ط±ط§ ط¨ظ‡ ط¯ط±ط³طھظ‰ ط§ظ†ط¬ط§ظ… ط¯ظ‡ظ†ط¯ . طھظ…ظٹط² ظƒط§ط±غŒظ‡ط§ ظˆ ط§ظ†طھظ‚ط§ظ„ ظ‡ط§ ط±ط§ ط¨ط¹ط¯ ط§ط² طھظˆظ„ظٹط¯ ط§ظˆظ„ظٹظ† ظ…ططµظˆظ„ ظ…ظˆط±ط¯ طھط§ظٹظٹط¯ ط§ظ†ط¬ط§ظ… ط¯ظ‡ظٹط¯ . ط§ط² ط¬ظٹع¯ ظˆ ظپظٹظƒط³ع†ط±ظ‡ط§ظ‰ ظˆط§ط³ط·ظ‡ ط§ظ‰ ط§ط³طھظپط§ط¯ظ‡ ظƒظ†ظٹط¯ . طھط¨ط¯ظٹظ„ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ط¨ظ‡ ط®ط§ط±ط¬غŒ [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-18-320.jpg)
![طھط¨ط¯ظٹظ„ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ط¨ظ‡ ط®ط§ط±ط¬غŒ SET-UP TOOL CARTS [email_address] Setup sheet Prints Special instructions Gauges Set blocks Stop gauges Special tools](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-19-320.jpg)
![SET-UP DIE CARTS [email_address] Documentation T ools Rollers T urntable](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-20-320.jpg)
![ORGANIZE & STORE IN PROXIMITY [email_address] Slot address labels Slot address Model ؛ف؛فك£ value Part Line # Cover Block gauge #](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-21-320.jpg)
![STANDARDIZE CLAMPING HEIGHT [email_address] Clamping height Cut away here Add spacers here](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-22-320.jpg)
![QUICK RELEASE CAM LOCK TOGGLE LOCK DOWN CLAMP [email_address] Before After Mold Stopper Cam lock Eliminate bolts](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-25-320.jpg)
![Bolt & Slot Hinged Bolt Centering Jig [email_address] Die Before Bolster After Bolster Die Slot Top view Side view 1. Lift 2. Tighten](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-26-320.jpg)
![طھط¨ط¯ظٹظ„ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ط¨ظ‡ ط®ط§ط±ط¬غŒ [email_address] 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 Stop line/ remove cores Retrieve new roll Position new roll Lift roll /engage chucks Thread material Cut material Retrieve tape Splice new/previous roll Lower into cradle Start line – Splice Break Rethread – re-splice roll Run new roll to winder Stop line – cut paper – tape cores BPCS Trans – old roll Operator Log – new roll Start Line – ~ 38 mins](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-27-320.jpg)
![طھط¨ط¯ظٹظ„ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ط¨ظ‡ ط®ط§ط±ط¬غŒ [email_address] 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 Stop line/ remove cores Retrieve new roll Position new roll Lift roll /engage chucks Thread material Cut material Retrieve tape Splice new/previous roll Lower into cradle Start line – Splice Break Rethread – re-splice roll Run new roll to winder Stop line – cut paper – tape cores BPCS Trans – old roll Operator Log – new roll Start Line – ~ 38 mins](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-28-320.jpg)
![Internal External Internal External طھط¨ط¯ظٹظ„ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ط¨ظ‡ ط®ط§ط±ط¬غŒ [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-29-320.jpg)
![ط¬ط¯ط§ط³ط§ط²غŒ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ظˆ ط®ط§ط±ط¬غŒ [email_address] All Setup Activities Run I I I I E E E E Run Externals Internals Run Externals Post-setup externals](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-31-320.jpg)
![طھط¨ط¯غŒظ„ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ط¨ظ‡ ط®ط§ط±ط¬غŒ Eliminate adjustment [email_address] Internals Externals Run Internals Externals Run Internals Externals Run Externals Internals Run Externals Internals Run](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-32-320.jpg)
![STREAMLINE ALL ACTIVITIES ط³ط§ط¯ظ‡ ع©ط±ط¯ظ† طھظ…ط§ظ… ظپط¹ط§ظ„غŒطھظ‡ط§ BEFORE AFTER CHANGE OVER STREAM LINE [email_address] Machine running Machine running Last good piece of product A First good piece of product B Total setup Internal and external elements Internal elements Machine running Machine running Last good piece of product A First good piece of product B Total setup External elements External elements Streamlined internal elements Machine running Machine running Last good piece of product A First good piece of product B Total setup Streamlined External elements Streamlined External elements](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-33-320.jpg)
![ط§ ط³طھظپط§ط¯ظ‡ ظ†ظ…ظˆط¯ طں SMED ع†ظ‡ ظ‡ظ†ع¯ط§ظ… ظˆ ط¯ط± ع†ظ‡ ظ…ظˆط§ط±ط¯غŒ ط¨ط§غŒط¯ ط§ط² ط¯ط³طھ ط¢ظˆط±ط¯ظ‡ط§ظ‰ طط§طµظ„ ط§ط² SMED ط¨ط³ظٹط§ط± ظ‚ط§ط¨ظ„ طھظˆط¬ظ‡ ط§ظ†ط¯ . ط¨ط¯ط³طھ ط¢ظˆط±ط¯ظ† ط²ظ…ط§ظ† ط¨ظٹط´طھط± ط¨ط±ط§ظ‰ طھظˆظ„ظٹط¯ – ط¹ط¯ظ… ظ†ظٹط§ط² ط¨ظ‡ ط³ط±ظ…ط§ظٹظ‡ ع¯ط°ط§ط±ظ‰ ظ‡ط§ظ‰ ط²ظٹط§ط¯ ط¨ط±ط§ظ‰ ط§ظپط²ط§ظٹط´ ط¸ط±ظپظٹطھ - ط§ظ†ط¹ط·ط§ظپ ظ¾ط°ظٹط±ظ‰ ط¨ط§ظ„ط§ ط¯ط± ط±ظ‚ط§ط¨طھ ط¬ظ‡ط§ظ†ظ‰ ظˆ .... ظ‡ظ†ع¯ظ… ط´ط±ظˆط¹ ط¨ط§ظٹط¯ ظ…ط±طظ„ظ‡ ط¨ظ‡ ظ…ط±طظ„ظ‡ ظ¾غŒط´ ط±ظپطھ ظˆ ط¨ط±ط§ظ‰ ظ‡ط± ظ…ط±طظ„ظ‡ ظٹظƒ ظ‡ط¯ظپ ظ‚ط§ط¨ظ„ ط¯ط³طھط±ط³ ظˆ ظ…ظ„ظ…ظˆط³ طھط¹ط± غŒ ظپ ظ†ظ…ظˆط¯ . ط¯ط± ظ…طظٹط· ظ‡ط§ظ‰ طµظ†ط¹طھظ‰ ظ…ظˆط§ط±ط¯ ط¨ط³ظٹط§ط±ظ‰ ط¨ط±ط§ظ‰ ط¨ظ‡ط¨ظˆط¯ ظˆط¬ظˆط¯ ط¯ط§ط±ط¯طŒ ط§ظ…ط§ ط²ظ…ط§ظ† طŒ ط§ظ…ظƒط§ظ†ط§طھ طŒ ظ¾ظˆظ„ ظˆ ظ†ظٹط±ظˆظ‰ ط§ظ†ط³ط§ظ†ظ‰ ظ…طط¯ظˆط¯ ط§ط³طھ . ظ„ط°ط§ ط¨ظ‡ ظƒط§ط±ع¯ظٹط±ظ‰ SMED ط¯ط± ظ‡ظ…ظ‡ ط¬ط§ ظˆ ط¨ط¯ظˆظ† ط¨ط±ظ†ط§ظ…ظ‡ ط±ظٹط²ظ‰ ظ‚ط¨ظ„ظ‰ ظƒط§ط±ظ‰ ط®ط·ط±ظ†ط§ع© ظˆ ط؛ظٹط± ظ…ظ†ط·ظ‚ظ‰ ط§ط³طھ . ط¨ظ†ط§ط¨ط±ط§ظٹظ† ظ„ط§ط²ظ… ط§ط³طھ SMED ط±ط§ ط§ط² ط¯ط³طھع¯ط§ظ‡ ظ‡ط§ ظˆ ظپط±ط¢ظٹظ†ط¯ ظ‡ط§ظٹظ‰ ط¢ط؛ط§ط² ظ†ظ…ظˆط¯ ظƒظ‡ ط¯ط± ط§ظˆظ„ظˆظٹطھ ط¨ط§ظ„ط§طھط±ظ‰ ظ†ط³ط¨طھ ط¨ظ‡ ط³ط§ظٹط±ظٹظ† ظ‚ط±ط§ط± ط¯ط§ط±ظ†ط¯ . SMED ط§ط² ط§ظپطھط§ط¯ظ† ط¯ط± طھظ„ظ‡ ط§ظ†ط¬ط§ظ… ظƒط§ط± ط§ط¶ط§ظپظ‰ ط§ط¬طھظ†ط§ط¨ ظ…غŒع©ظ†ط¯ ظˆ ط¨ظ‡ ظپط±ط¢ ظٹظ†ط¯ ظ‡ط§ظٹظ‰ ظ…غŒظ¾ط±ط¯ط§ط²ط¯ ظƒظ‡ ظٹط¨ط´طھط±ظٹظ† ط®ط±ظˆط¬ظ‰ ط±ط§ ط¨ط±ط§ظ‰ ظƒط§ط±ط®ط§ظ†ظ‡ ط¨ظ‡ ط§ط±ظ…ط؛ط§ظ† ظ…ظ‰ ط¢ظˆط±ظ†ط¯ . [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-34-320.jpg)
![ظ…ط±ط§طظ„ ط¨ظ‡ ظƒط§ط±ع¯غŒط±ظ‰ ط¹ظ…ظ„ظ‰ SMED ط¯ط± غŒع© ظƒط§ط±ط®ط§ظ†ظ‡ ط§ط² ظƒظ„ظٹظ‡ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ظپظٹظ„ظ… ط¨ط±ط¯ط§ط±ظ‰ ظƒظ†ظٹط¯ . طھظٹظ…ظ‰ ظ…طھط´ظƒظ„ ط§ط² ظ¾ط±ط³ظ†ظ„ طھظˆظ„ظٹط¯ظ‰ ظˆ ظ…ط³ط¦ظˆظ„ط§ظ† ظپظ†ظ‰ طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ظ‡ط§ طھط´ظƒظٹظ„ ط¯ظ‡ظٹط¯ . طھظٹظ… ط±ط§ ظ…ط³ط¦ظˆظ„ ط¯ظٹط¯ظ† ظپظٹظ„ظ… ع¯ط±ظپطھظ‡ ط´ط¯ظ‡ ظˆ ط¢ظ†ط§ظ„ظٹط² ط¢ظ† ظƒظ†ظٹط¯ . طھظٹظ… ظ‡ط§ظ‰ ظ…ط³ط¦ظˆظ„ طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ط¨ط§ظٹط¯ طط¯ط§ظ‚ظ„ ط§ط² ط¯ظˆ ظ†ظپط± طھط´ظƒظٹظ„ ط´ظˆط¯ . ظ‡ظ…ظˆط§ط±ظ‡ ط§طµط±ط§ط± ط¨ظ‡ ط§ط±ط§ط¦ظ‡ ط²ظ…ط§ظ† ظ‡ط§ظ‰ ظƒظˆطھط§ظ‡ طھط± طھظˆط³ط· طھظٹظ… ط¯ط§ط´طھظ‡ ط¨ط§ط´ظٹط¯ . طھظ…ط§ظ…ظ‰ طھظ„ط§ط´ طھظٹظ… ط±ط§ ط¨ط± ط±ظˆظ‰ ظƒط§ظ‡ط´ ط²ظ…ط§ظ† ظپط±ط¢ظٹظ†ط¯ظ‡ط§ظ‰ ع¯ظ„ظˆع¯ط§ظ‡ظ‰ ظ…طھظ…ط±ظƒط² ظƒظ†ظٹط¯ . ظ‡ظ…ظˆط§ط±ظ‡ ط¨ظ‡ ط§ظٹظ† ظ†ظƒطھظ‡ طھظˆط¬ظ‡ ظƒظ†ظٹط¯ ظƒظ‡ (SMED) ظٹظƒ ظپط±ط§ظٹظ†ط¯ ظ¾غŒظˆط³طھظ‡ ظˆ ط¯ط§ط¦ظ…ظ‰ ط§ط³طھ ظˆ ظ†ظ‡ ظٹع© ظپط±ط§ظٹظ†ط¯ ظ…ظˆظ‚طھ ظˆ ظ…ظ‚ط·ط¹ظ‰ . [email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-35-320.jpg)
![[email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-36-320.jpg)
![[email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-37-320.jpg)
![[email_address]](https://image.slidesharecdn.com/smed-111217081003-phpapp01/85/Smed-38-320.jpg)
Smed طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ طھع© ط¯ظ‚غŒظ‚ظ‡ ط§غŒ
- 1. SMED طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ طھع© ط¯ظ‚غŒظ‚ظ‡ ط§غŒ S ingle M inute E xchange of D ies [email_address]
- 3. ظ…ظ‚ط¯ظ…ظ‡ طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ظٹظƒظ‰ ط§ط² ط§ظ†ظˆط§ط¹ ط§طھظ„ط§ظپط§طھ ظ…ظˆط¬ظˆط¯ ط¯ط± ظ…ط¨ط§طط« Kaizen ظˆ TPM ط§ط³طھ ظƒظ‡ ظƒط§ظ‡ط´ ط²ظ…ط§ظ† ط¢ظ† ظˆ ط¯ط± ظ†ظ‡ط§ظٹطھ طط°ظپ ط¢ظ† ط؛ط§ظٹطھ ظˆ ط§ظٹط¯ظ‡ ط¢ظ„ ظ‡ط± ط®ط· طھظˆظ„ظٹط¯ظ‰ ظ…غŒط¨ط§ط´ط¯ . ظƒط§ظ‡ط´ ط²ظ…ط§ظ† طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ظ†ظ‚ط´ ط¨ط³ظٹط§ط± ط²ظٹط§ط¯ظ‰ ط¯ط± ط§ظپط²ط§ظٹط´ ط§ظ†ط¹ط·ط§ظپ ظ¾ط°ظٹط±ظ‰ ط®ط· طھظˆظ„ظٹط¯ ظˆ ظƒط§ظ‡ط´ ط§ظ†ط¯ط§ط²ظ‡ ط§ظ†ط¨ط§ط´طھظ‡ ظˆ ط¯ط± ظ†طھظٹط¬ظ‡ ط±ط³ظٹط¯ظ† ط¨ظ‡ طھظˆظ„ظٹط¯ ط¨ظ‡ظ†ع¯ط§ظ… JIT ط§ظٹظپط§ ظ…غŒع©ظ†ط¯ . [email_address]
- 4. ظپط±ط¢ظٹظ†ط¯ SMED ط·ظ‰ ط³ظ‡ ظ…ط±طظ„ظ‡ ط¨ظ‡ ظˆط¬ظˆط¯ ط¢ظ…ط¯ . ظ…ط±طظ„ظ‡ ط§ظˆظ„طŒ ط³ط§ظ„ 1950 طŒ ط¢ظ‚ط§ظ‰ ط´ظٹظ†ع¯ظˆ طھظˆط§ظ†ط³طھ ط²ظ…ط§ظ† طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ ظ‡ط§ ط±ط§ ط§ط² 4 ط³ط§ط¹طھ ط¨ظ‡ ظƒظ…طھط± ط§ط² 19 ط¯ظ‚ظٹظ‚ظ‡ ظƒط§ظ‡ط´ ط¯ظ‡ط¯ .( ط´ط±ع©طھ ظ…ط²ط¯ط§ ) طھط§ط±غŒط®ع†ظ‡ ظ…ط±طظ„ظ‡ ط¯ظˆظ… ط¯ط± ط³ط§ظ„ 1957( ظ…غŒطھط³ظˆط¨غŒط´غŒ ) ظˆ ط³ظˆظ… ط¯ط± ط³ط§ظ„ 1969 ( ط´ط±ع©طھ طھظˆغŒظˆطھط§ ) ط§طھظپط§ظ‚ ط§ظپطھط§ط¯ظ†ط¯ ظˆ ظ…ظ†ط¬ط± ط¨ظ‡ ظƒط§ظ‡ط´ ط²ظ…ط§ظ† ط¨ظ‡ ط²ظٹط± ط¯ظ‡ ط¯ظ‚ظٹظ‚ظ‡ ط´ط¯ظ†ط¯ . [email_address]
- 5. ظ…طھظˆظ„ط¯ ط³ط§ظ„ غ±غ¹غ°غ¹ ط¯ط± ط´ظ‡ط± ط³ط§ع¯ط§غŒâ€Œ عکط§ظ¾ظ†â€Œ ظپط§ط±ط؛‌ط§ظ„طھططµغŒظ„ ط±ط´طھظ‡â€Œ ظ…ظƒط§ظ†غŒظƒâ€Œ ط¯ط§ظ†ط´ظƒط¯ظ‡â€Œ ‌ غŒط§ظ…ط§ظ†ط´غŒ - غ±غ¹غ³غ°â€Œ ظ…ط³ط¦ظˆظ„ ع©ط§ظ‡ط´ ط²ظ…ط§ظ† ظ…ظˆظ†طھط§عک ط³ظˆظ¾ط± طھط§ظ†ع©ط±ظ‡ط§غŒ غµ ظ‡ط²ط§ط± طھظ†غŒ ط§ط² غ´ ظ…ط§ظ‡â€Œ ط¨ظ‡ غ² ظ…ط§ظ‡â€Œ ط·غŒâ€Œ ط³ط§ظ„‌ ظ‡ط§غŒ غµغ¸ - غ±غ¹غµغ¶ طŒ ط¯ط± طµظ†ط§غŒط¹â€Œ ط³ظ†ع¯غŒظ†â€Œ ظƒط´طھغŒ ط³ط§ط²غŒ ط¯ط± ظ†ط§ع©ط§ط²ط§ع©غŒ Shigeo Shingo ( in the late 1950’s and early 1960’s) chief engineer of Toyota " غŒع© ط±ط§ظ‡ ط³ط±غŒط¹ ظˆ ع©ط§ط±ط¢ظ…ط¯ طھط¨ط¯غŒظ„ غŒع© ظپط±ط§غŒظ†ط¯ ط§ط² ظ…ططµظˆظ„ط§طھ ظپط¹ظ„غŒ ط¯ط± طط§ظ„ ط§ط¬ط±ط§ ط¨ظ‡ ظ…ططµظˆظ„ ط¨ط¹ط¯غŒ ط¯ط± طط§ظ„ ط§ط¬ط±ط§ " QUICK CHANGE OVERS [email_address]
- 6. طھط¹ظˆغŒط¶ ( Changeover ) : طھظ…ط§ظ…غŒ ظپط±ط¢غŒظ†ط¯ظ‡ط§غŒغŒ ع©ظ‡ ط§ط² طھظˆظ„غŒط¯ ط¢ط®ط±غŒظ† ظ…ططµظˆظ„ ط³ط§ظ„ظ… ط¯ط³طھظ‡ ط¨ع† ظ‚ط¨ظ„غŒ طھط§ طھظˆظ„غŒط¯ ط§ظˆظ„غŒظ† ظ…ططµظˆظ„ ط³ط§ظ„ظ… ط¨ع† ط¨ط¹ط¯غŒ ط§ظ†ط¬ط§ظ… ظ…غŒط´ظˆط¯ طھط¹ط§ط±غŒظپ ط²ظ…ط§ظ† طھط¹ظˆغŒط¶ ( Changeover Time ) ط²ظ…ط§ظ† طھط¬ظ…ط¹ظ‰ ط¨ظٹظ† طھظˆظ„ظٹط¯ ط¢ط®ط±ظٹظ† ظ…ططµظˆظ„ ط³ط§ظ„ظ… ط¨ع† ظ‚ط¨ظ„ظ‰ طھط§ طھظˆظ„ظٹط¯ ط§ظˆظ„ظٹظ† ظ…ططµظˆظ„ ط¨ع† ط¨ط¹ط¯ظ‰ . ط¨ط§ظٹط¯ طھظˆط¬ظ‡ ظ†ظ…ظˆط¯ ع©ظ‡ ط§غŒظ† ط²ظ…ط§ظ† ط¨ظ‡ طµظˆط±طھ ظ¾ظٹظˆط³طھظ‡ ظˆ ط¨ط¯ظˆظ† طھظˆظ‚ظپ ظ…ظ‰ ط¨ط§ط´ط¯ . ط²ظ…ط§ظ† طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ ( Setup Time ) : ط²ظ…ط§ظ† طµط±ظپ ط´ط¯ظ‡ ط¨ط±ط§غŒ طھظ†ط¸غŒظ… ظ…ط§ط´غŒظ† ظˆ غŒط§ طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ظ‡ط§ ظˆ ظ‚ط·ط¹ط§طھ ظ…ظˆط±ط¯ ظ†غŒط§ط² ط¨ط±ط§غŒ طھظˆظ„غŒط¯ ظ…ططµظˆظ„ ط¬ط¯غŒط¯ . ط²ظ…ط§ظ† ط±ط§ظ‡ ط§ظ†ط¯ط§ط²غŒ ظ…ط§ط´غŒظ† ( Startup Time ) : ط²ظ…ط§ظ† طµط±ظپ ط´ط¯ظ‡ ط¨ط¹ط¯ ط§ط² ط±ط§ظ‡ ط§ظ†ط¯ط§ط²غŒ ط§ظˆظ„غŒظ‡ ط¯ط³طھع¯ط§ظ‡ طھط§ ط²ظ…ط§ظ†غŒ ع©ظ‡ ط§ظˆظ„غŒظ† ظ…ططµظˆظ„ ط¨ط§ ع©غŒظپغŒطھ ظ…ظˆط±ط¯ ظ†ط¸ط± ظˆ ط³ط±ط¹طھ ظ…ظˆط±ط¯ ظ†ط¸ط± طھظˆظ„غŒط¯ ط´ظˆط¯ . [email_address]
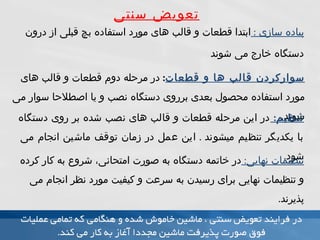
- 7. ظ¾غŒط§ط¯ظ‡ ط³ط§ط²غŒ : ط§ط¨طھط¯ط§ ظ‚ط·ط¹ط§طھ ظˆ ظ‚ط§ظ„ط¨ ظ‡ط§ظ‰ ظ…ظˆط±ط¯ ط§ط³طھظپط§ط¯ظ‡ ط¨ع† ظ‚ط¨ظ„ظ‰ ط§ط² ط¯ط±ظˆظ† ط¯ط³طھ ع¯ ط§ظ‡ ط®ط§ط±ط¬ ظ…ظ‰ ط´ظˆظ†ط¯ طھط¹ظˆغŒط¶ ط³ظ†طھغŒ ط³ظˆط§ط±ظƒط±ط¯ظ† ظ‚ط§ظ„ط¨ ظ‡ط§ ظˆ ظ‚ط·ط¹ط§طھ : ط¯ط± ظ…ط±طظ„ظ‡ ط¯ظˆظ… ظ‚ط·ط¹ط§طھ ظˆ ظ‚ط§ظ„ط¨ ظ‡ط§ظ‰ ظ…ظˆط±ط¯ ط§ط³طھظپط§ط¯ظ‡ ظ…ططµظˆظ„ ط¨ط¹ط¯ظ‰ ط¨ط±ط±ظˆظ‰ ط¯ط³طھع¯ط§ظ‡ ظ†طµط¨ ظˆ ظٹط§ ط§طµط·ظ„ط§طط§ ط³ظˆط§ط± ظ…ظ‰ ط´ظˆظ†ط¯ . طھظ†ط¸ظٹظ… : ط¯ط± ط§ظٹظ† ظ…ط±طظ„ظ‡ ظ‚ط·ط¹ط§طھ ظˆ ظ‚ط§ظ„ط¨ ظ‡ط§ظ‰ ظ†طµط¨ ط´ط¯ظ‡ ط¨ط± ط±ظˆظ‰ ط¯ط³طھع¯ط§ظ‡ ط¨ط§ ظٹظƒط¯ظٹع¯ط± طھظ†ط¸ظٹظ… ظ…غŒط´ظˆظ†ط¯ . ط§ظٹظ† ط¹ظ…ظ„ ط¯ط± ط²ظ…ط§ظ† طھظˆظ‚ظپ ظ…ط§ط´ظٹظ† ط§ظ†ط¬ط§ظ… ظ…ظ‰ ط´ظˆط¯ . طھظ†ط¸ظٹظ…ط§طھ ظ†ظ‡ط§ظٹظ‰ : ط¯ط± ط®ط§طھظ…ظ‡ ط¯ط³طھع¯ط§ظ‡ ط¨ظ‡ طµظˆط±طھ ط§ظ…طھطط§ظ†ظ‰طŒ ط´ط±ظˆط¹ ط¨ظ‡ ظƒط§ط± ظƒط±ط¯ظ‡ ظˆ طھظ†ط¸ظٹظ…ط§طھ ظ†ظ‡ط§ظٹظ‰ ط¨ط±ط§ظ‰ ط±ط³غŒط¯ظ† ط¨ظ‡ ط³ط±ط¹طھ ظˆ ع©غŒظپغŒطھ ظ…ظˆط±ط¯ ظ†ط¸ط± ط§ظ†ط¬ط§ظ… ظ…غŒ ظ¾ط°غŒط±ظ†ط¯ .
- 8. [email_address] ط³ظ†طھغŒ ط¯ط± ط¨ط±ط§ط¨ط± SMED ظ…ط¯طھ ط²ظ…ط§ظ† طھط¹ظˆغŒط¶ طھط§غŒط± طںطںطںطں
- 9. ظ…ط²ط§غŒط§غŒ ع©ط§ظ‡ط´ ط²ظ…ط§ظ† طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ ظƒط§ظ‡ط´ ظ‡ط²ظٹظ†ظ‡ ظ‡ط§ظ‰ طھط¹ظˆغŒط¶ ط§ظ…ع©ط§ظ† ع©ط§ظ‡ط´ ط§ظ†ط¯ط§ط²ظ‡ ط§ظ†ط¨ط§ط´طھظ‡ ظ‡ط§غŒ طھظˆظ„غŒط¯غŒ ط§ظپط²ط§غŒط´ ط²ظ…ط§ظ† ع©ط§ط±ع©ط±ط¯ ظ…ط§ط´غŒظ† ( Machine Run Time ) ط§ظ…ظƒط§ظ† ظ¾ط§ط³ط®ع¯ظˆظٹظ‰ ط¨ظ‡ ط³ظپط§ط±ط´ط§طھ ظ¾ظٹط´ ظٹط¨ظ†ظ‰ ظ†ط´ط¯ظ‡ ظˆ طظٹط§طھظ‰ ط³ط§ط¯ظ‡ ط´ط¯ظ† طھط¹ظˆظٹط¶ ظ‡ط§ ظˆ ط§ظ…ظƒط§ظ† ط§ظ†ط¬ط§ظ… ط¢ظ†ظ‡ط§ طھظˆط³ط· ط§ظ¾ط±ط§طھظˆط±ظ‡ط§ظ‰ طھظˆظ„ظٹط¯ظ‰ ظƒط§ظ‡ط´ ظ…ظˆط¬ظˆط¯ظ‰ ط§ظ†ط¨ط§ط±ظ‡ط§ظ‰ ظ…ظٹط§ظ†ظ‰ ط§ظپط²ط§غŒط´ ط§ظ†ط¹ط·ط§ظپ ظ¾ط°ظٹط±ظ‰ ظƒط§ظ‡ط´ ظƒظ„ ظ‡ط²ظٹظ†ظ‡ ظ‡ط§ظ‰ ظ…ظˆط¬ظˆط¯ظ‰ ظƒط§ظ‡ط´ ظ…ظˆط¬ظˆط¯ظ‰ ط¯ط± ط¬ط±ظٹط§ظ† ط³ط§ط®طھ ط§ظپط²ط§ ظٹط´ ط¨ظ‡ط±ظ‡ ظˆط± ظ‰ [email_address]
- 10. ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط¯ط§ط®ظ„غŒ : ظƒظ„ظٹظ‡ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظٹظ‰ ط±ط§ ط´ط§ظ…ظ„ ظ…ظ‰ ط´ظˆط¯ ظƒظ‡ ط¯ط± طظٹظ† ط§ظ†ط¬ط§ظ… ط¢ظ†ظ‡ط§ ط§ظ…ظƒط§ظ† ظƒط§ط±ظƒط±ط¯ ظ…ط§ط´ظٹظ† ظˆط¬ظˆط¯ ظ†ط¯ط§ط±ط¯ ظˆ ظ…ط§ط´ظٹظ† ظ†ظ…ظ‰ طھظˆط§ظ†ط¯ ط¨ظ‡ طھظˆظ„ظٹط¯ ط¨ظ¾ط±ط¯ط§ط²ط¯ . ط§ظ†ظˆط§ط¹ ظپط¹ط§ظ„غŒطھظ‡ط§ ط¯ط± طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ظ‡ط§ ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط®ط§ط±ط¬غŒ : ظƒظ„ظٹظ‡ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظٹظ‰ ط±ط§ ط´ط§ظ…ظ„ ظ…ظ‰ ط´ظˆط¯ ظƒظ‡ ط¯ط± طظٹظ† ط§ظ†ط¬ط§ظ… ط¢ظ†ظ‡ط§ ط§ظ…ظƒط§ظ† ظƒط§ط±ظƒط±ط¯ ظ…ط§ط´ظٹظ† ظˆط¬ظˆط¯ ط¯ط§ط±ط¯ ظˆ ظ…ط§ط´ظٹظ† ظ…ظ‰ طھظˆط§ظ†ط¯ ط¨ظ‡ طھظˆظ„ظٹط¯ ط¨ظ¾ط±ط¯ط§ط²ط¯ . ط´ظٹظ†ع¯ظˆ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظٹظ‰ ط±ط§ ظƒظ‡ ط¯ط±طظٹظ† ط§ظ†ط¬ط§ظ… ظƒط§ط± ظ…ط§ط´ظٹظ† ظ‚ط§ط¨ظ„ ط§ظ†ط¬ط§ظ… ظ‡ط³طھظ†ط¯طŒ ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط¨غŒط±ظˆظ†ظ‰ ظˆ ط¢ظ†ظ‡ط§ظٹظ‰ ظƒظ‡ ط¨ط±ط§ظ‰ ط§ظ†ط¬ط§ظ…ط´ط§ظ† ظ…ظ‰ ط¨ط§ظٹط³طھ ط¯ط³طھع¯ط§ظ‡ طھظˆظ‚ظپ ظƒظ†ط¯ ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط¯ط±ظˆظ†ظ‰ ظ†ط§ظ…ظٹط¯ . [email_address]
- 11. ظ…ط«ط§ظ„ ظ‡ط§ظٹظ‰ ط§ط² ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¯ط±ظˆظ†ظ‰ : ظ¾ظٹط§ط¯ظ‡ ط³ط§ط²ظ‰ ظ‚ط§ظ„ط¨ ظ‡ط§ طھظ…ظٹط²ظƒط§ط±ظ‰ ط¯ط³طھع¯ط§ظ‡ ظ†طµط¨ ظ‚ط§ظ„ط¨ظ‡ط§غŒ ط¬ط¯غŒط¯ طھظ†ط¸ظٹظ…ط§طھ ط§ظˆظ„ظٹظ‡ ط§ظ†ظˆط§ط¹ ظپط¹ط§ظ„غŒطھظ‡ط§ ط¯ط± طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ظ‡ط§ ظ…ط«ط§ظ„ ظ‡ط§ظٹظ‰ ط§ط² ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¨غŒ ط±ظˆظ†ظ‰ : ط§ظ†طھظ‚ط§ظ„ ظ‚ط§ظ„ط¨ ظ‡ط§ظ‰ ظ…ططµظˆظ„ ط¨ط¹ط¯ظ‰ ط¨ظ‡ ظƒظ†ط§ط± ط¯ط³طھع¯ط§ظ‡ ط§ظ†طھظ‚ط§ظ„ ط§ط¨ط²ط§ط± ظ…ظˆط±ط¯ ظ†ظٹط§ط² ط¨ظ‡ ظƒظ†ط§ط± ط¯ط³طھع¯ط§ظ‡ ط§ظ†طھظ‚ط§ظ„ ظ‚ط§ظ„ط¨ ظ‡ط§ظ‰ ظ¾ظٹط§ط¯ظ‡ ط³ط§ط²ظ‰ ط´ط¯ظ‡ ط¨ظ‡ ط§ظ†ط¨ط§ط± ظ…ط±طھط¨ ظƒط±ط¯ظ† ظ„ظˆط§ط²ظ… ظ…ظˆط±ط¯ ظ†ظٹط§ط² ط¯ط± طظٹظ† ظƒط§ط± [email_address]
- 12. ظ…ط´ط§ظ‡ط¯ظ‡ ظˆ ط«ط¨طھ ظ…ط±ط§طظ„ ظپط¹ظ„ظ‰ ط§ظ†ط¬ط§ظ… ظƒط§ط± ظپظٹظ„ظ…ط¨ط±ط¯ط§ط±ظ‰ ط²ظ…ط§ظ†ط³ظ†ط¬ظ‰ ظ…طµط§طط¨ظ‡ ط¨ط§ ط§ظ¾ط±ط§طھظˆط± ظ…ط±ط§طظ„ ط§ظ†ط¬ط§ظ… طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ طھع© ط¯ظ‚ظٹظ‚ظ‡ ط§ظ‰ ط¬ط¯ط§ظƒط±ط¯ظ† ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ظˆ ط®ط§ط±ط¬ظ‰ طھط¨ط¯ظٹظ„ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ط¨ظ‡ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط®ط§ط±ط¬ظ‰ ط§ط² ط·ط±غŒظ‚ ط§ظ†ط¬ط§ظ… ط¹ظ…ظ„ظٹط§طھ ظ‡ط§ظ‰ طط±ط§ط±طھظ‰ ظ…ظ‚ط¯ظ…ط§طھظ‰ ظˆ ... [email_address]
- 13. ط¯ط± ط§ظٹظ† ظ…ط±طظ„ظ‡ ط§ط¨طھط¯ط§ ظپط±ط¢ظٹظ†ط¯ طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ط±ط§ ط¨ظ‡ ط¯ظ‚طھ ظ…ط´ط§ظ‡ط¯ظ‡ ظ†ظ…ظˆط¯ظ‡ ظˆ ط«ط¨طھ ظ… غŒ ظƒظ†ظٹظ… . ط³ظ¾ط³ ط¨ظ‡ ط²ظ…ط§ظ†ط³ظ†ط¬ظ‰ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط´ظ†ط§ط³ط§ظٹظ‰ ط´ط¯ظ‡ ظ¾ط±ط¯ط§ط®طھظ‡ ظˆ ط²ظ…ط§ظ† ط§ط³طھط§ظ†ط¯ط§ط±ط¯ ظ‡ط± ظٹظƒ ط±ط§ ط¨ط¯ط³طھ ظ…ظ‰ ط¢ظˆط±ظٹظ… . ظ…ط´ط§ظ‡ط¯ظ‡ ظˆ ط«ط¨طھ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ظپط¹ظ„غŒ طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ Machine running Machine running Last good piece of product A First good piece of product B Total setup Internal and external elements
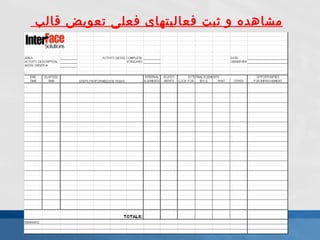
- 14. ظ…ط´ط§ظ‡ط¯ظ‡ ظˆ ط«ط¨طھ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ظپط¹ظ„غŒ طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ [email_address]
- 15. ظ…ط´ط§ظ‡ط¯ظ‡ ظˆ ط«ط¨طھ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ظپط¹ظ„غŒ طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨
- 16. ظ…ط´ط§ظ‡ط¯ظ‡ ظˆ ط«ط¨طھ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ظپط¹ظ„غŒ طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ [email_address] 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 Stop line/ remove cores Retrieve new roll Position new roll Lift roll /engage chucks Thread material Cut material Retrieve tape Splice new/previous roll Lower into cradle Start line – Splice Break Rethread – re-splice roll Run new roll to winder Stop line – cut paper – tape cores BPCS Trans – old roll Operator Log – new roll Start Line – ~ 38 mins
- 17. ط¯ط± ط¬ط¯ط§ ظƒط±ط¯ظ† ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ظˆ ط®ط§ط±ط¬ظ‰ ط³ظ‡ ع¯ط±ظˆظ‡ ط²ظٹط± ط±ط§ طھط¹ظٹظٹظ† ع©ظ†غŒط¯ : آ ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ظƒظ‡ ط¨ط¯ظˆظ† طھط؛ظٹظٹط± ظ‚ط§ط¨ظ„ظٹطھ طھط¨ط¯ظٹظ„ ط¨ظ‡ ظپط¹ط§ظ„ظٹطھ ط®ط§ط±ط¬ظ‰ ط±ط§ ط¯ط§ط±ظ†ط¯ . ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ظƒظ‡ ط¨ط§ ظƒظ…ظ‰ طھط؛ظٹظٹط± ظ‚ط§ط¨ظ„ظٹطھ طھط¨ط¯ظٹظ„ ط¨ظ‡ ظپط¹ط§ظ„ظٹطھ ط®ط§ط±ط¬ظ‰ ط±ط§ ط¯ط§ط±ظ†ط¯ . ظپط¹ط§ظ„ظٹطھظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ظƒظ‡ ط¨ط§ طھط؛ظٹظٹط±ط§طھ ط²ظٹط§ط¯ ظ‚ط§ط¨ظ„ظٹطھ طھط¨ط¯ظٹظ„ ط¨ظ‡ ظپط¹ط§ظ„ظٹطھ ط®ط§ط±ط¬ظ‰ ط±ط§ ط¯ط§ط±ظ†ط¯ . ط¬ط¯ط§ ع©ط±ط¯ظ† ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ظˆ ط®ط§ط±ط¬غŒ Internal elements: operations that must be performed while the machine/process is stopped External elements: operations that can be performed while the machine/process is running [email_address]
- 18. ط³ظˆط§ظ„ط§طھ ع†ط±ط§طŒ ع† ع¯ ظˆظ†ظ‡ طŒ ع†ظ‡ ظƒط³ظ‰طŒ ع†ظ‡ ظˆظ‚طھ طŒ ظƒط¬ط§ ظˆ ... ط±ط§ ط¯ط± ظ…ظˆط±ط¯ طھظ…ط§ظ…ظ‰ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ط¨ظ¾ط±ط³غŒط¯ . ط³ط¹غŒ ظƒظ†ظٹط¯ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ع¯ط±ظ… ظƒط±ط¯ظ† ظ…ظ‚ط¯ظ…ط§طھظ‰طŒ ط¨ط±ط´ ظ…ظ‚ط¯ظ…ط§طھظ‰طŒ طھظ†ط¸ظٹظ… ظ…ظ‚ط¯ظ…ط§طھظ‰ ظˆ ... ط±ط§ طھظˆط³ط¹ظ‡ ط¯ظ‡غŒط¯ . ظ…طظ„ظ‰ ط¨ط± ط±ظˆظ‰ ط®ظˆط¯ ط¯ط³طھظƒط§ظ‡ ط¨ط±ط§ظ‰ ط§ط¨ط²ط§ط±ظ‡ط§ظٹظ‰ ظƒظ‡ ط²ظٹط§ط¯ ظ…ظˆط±ط¯ ط§ط³طھظپط§ط¯ظ‡ ظ‚ط±ط§ط± ظ…ظ‰ع¯ظٹط±ظ†ط¯ ظ…ط´ط®طµ ظƒظ†ظٹط¯ . ط§ط² ظ‚ط§ظ„ط¨ ظ‡ط§ظٹظ‰ ط§ط³طھظپط§ط¯ظ‡ ظƒظ†ظٹط¯ ظƒظ‡ ظٹط¨ط´طھط±ظٹظ† ط¯ظ‚طھ ظˆ ظ†ظٹط§ط² ط¨ظ‡ ظƒظ…طھط±ظٹظ† طھظ†ط¸ظٹظ… ط±ط§ ط¯ط§ط±ظ†ط¯ . ظ‚ط§ظ„ط¨ ظ‡ط§ظٹظ‰ ط§ط³طھظپط§ط¯ظ‡ ظƒظ†ظٹط¯ ظƒظ‡ ظ‚ط§ط¨ظ„ظٹطھ ط§ط³طھظپط§ط¯ظ‡ ط¨ط±ط§ظ‰ ظ…ططµظˆظ„ط§طھ ظ…ط®طھظ„ظپ ط±ط§ ط¯ط§ط´طھظ‡ ط¨ط§ط´ظ†ط¯ . ظ…ط طµ ظˆظ„ط§طھ ط±ط§ ط¨ظ‡ ع¯ظˆظ†ظ‡ ط§ظ‰ ط·ط±ط§طظ‰ ظƒظ†ظٹط¯ ظƒظ‡ ط¨ط±ط§ظ‰ طھظˆظ„ظٹط¯ ط¢ظ†ظ‡ط§ ظ†ظٹط§ط²ظ…ظ†ط¯ ظƒظ…طھط±ظٹظ† طھط¹ظˆغŒط¶ ظ‚ط§ظ„ط¨ ط¨ط§ط´ظٹط¯ . ط¯ظ‚طھ ظƒظ†ظٹط¯ طھظ…ط§ظ…ظ‰ ط§ط¬ط²ط§ ط§ط¹ظ… ط§ط² ظ‚ط§ظ„ط¨ ظ‡ط§ ظˆ ط§ط¨ط²ط§ط±ظ‡ط§ ظˆط¸ط§غŒظپ ظ…ظˆط±ط¯ ط§ظ†طھط¸ط§ط± ط±ط§ ط¨ظ‡ ط¯ط±ط³طھظ‰ ط§ظ†ط¬ط§ظ… ط¯ظ‡ظ†ط¯ . طھظ…ظٹط² ظƒط§ط±غŒظ‡ط§ ظˆ ط§ظ†طھظ‚ط§ظ„ ظ‡ط§ ط±ط§ ط¨ط¹ط¯ ط§ط² طھظˆظ„ظٹط¯ ط§ظˆظ„ظٹظ† ظ…ططµظˆظ„ ظ…ظˆط±ط¯ طھط§ظٹظٹط¯ ط§ظ†ط¬ط§ظ… ط¯ظ‡ظٹط¯ . ط§ط² ط¬ظٹع¯ ظˆ ظپظٹظƒط³ع†ط±ظ‡ط§ظ‰ ظˆط§ط³ط·ظ‡ ط§ظ‰ ط§ط³طھظپط§ط¯ظ‡ ظƒظ†ظٹط¯ . طھط¨ط¯ظٹظ„ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ط¨ظ‡ ط®ط§ط±ط¬غŒ [email_address]
- 19. طھط¨ط¯ظٹظ„ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ط¨ظ‡ ط®ط§ط±ط¬غŒ SET-UP TOOL CARTS [email_address] Setup sheet Prints Special instructions Gauges Set blocks Stop gauges Special tools
- 20. SET-UP DIE CARTS [email_address] Documentation T ools Rollers T urntable
- 21. ORGANIZE & STORE IN PROXIMITY [email_address] Slot address labels Slot address Model ؛ف؛فك£ value Part Line # Cover Block gauge #
- 22. STANDARDIZE CLAMPING HEIGHT [email_address] Clamping height Cut away here Add spacers here
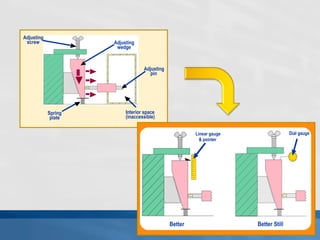
- 23. Spring plate Adjusting pin Interior space (inaccessible) Adjusting wedge Adjusting screw Better Linear gauge & pointer Dial gauge Better Still
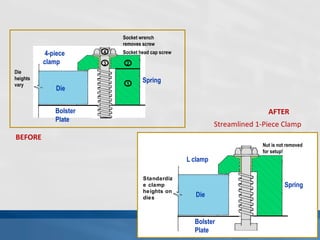
- 24. BEFORE AFTER Streamlined 1-Piece Clamp Die 4-piece clamp Spring Die heights vary Bolster Plate Socket wrench removes screw Socket head cap screw 4 3 1 2 Die L clamp Spring Standardize clamp heights on dies Bolster Plate Nut is not removed for setup!
- 25. QUICK RELEASE CAM LOCK TOGGLE LOCK DOWN CLAMP [email_address] Before After Mold Stopper Cam lock Eliminate bolts
- 26. Bolt & Slot Hinged Bolt Centering Jig [email_address] Die Before Bolster After Bolster Die Slot Top view Side view 1. Lift 2. Tighten
- 27. طھط¨ط¯ظٹظ„ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ط¨ظ‡ ط®ط§ط±ط¬غŒ [email_address] 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 Stop line/ remove cores Retrieve new roll Position new roll Lift roll /engage chucks Thread material Cut material Retrieve tape Splice new/previous roll Lower into cradle Start line – Splice Break Rethread – re-splice roll Run new roll to winder Stop line – cut paper – tape cores BPCS Trans – old roll Operator Log – new roll Start Line – ~ 38 mins
- 28. طھط¨ط¯ظٹظ„ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ط¨ظ‡ ط®ط§ط±ط¬غŒ [email_address] 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 Stop line/ remove cores Retrieve new roll Position new roll Lift roll /engage chucks Thread material Cut material Retrieve tape Splice new/previous roll Lower into cradle Start line – Splice Break Rethread – re-splice roll Run new roll to winder Stop line – cut paper – tape cores BPCS Trans – old roll Operator Log – new roll Start Line – ~ 38 mins
- 29. Internal External Internal External طھط¨ط¯ظٹظ„ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ط¨ظ‡ ط®ط§ط±ط¬غŒ [email_address]
- 30. طط°ظپ ظˆ ظٹط§ ط¨ظ‡ط¨ظˆط¯ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ طھظ„ط§ط´ ظ‡ط§طŒ طط±ظƒط§طھ ظˆ ظپط§طµظ„ظ‡ ظ‡ط§ ط±ط§ ظƒط§ظ‡ط´ ط¯ظ‡ظٹط¯ . ظپط¹ط§ظ„ظٹطھ ظ‡ط§ ط±ط§ ط³ط§ط¯ظ‡ ط³ط§ط²ظ‰ ظƒظ†ظٹط¯ . ط¨ط±ط§ظ‰ ط§ظ†ط¬ط§ظ… ظپط¹ط§ظ„ظٹطھ ظ‡ط§ ط§ط² ظƒط§ط± ع¯ط±ظˆظ‡ظ‰ ط§ط³طھظپط§ط¯ظ‡ ظƒظ†ظٹط¯ . ط²ظ…ط§ظ† ظ¾ظٹط§ط¯ظ‡ ط³ط§ط²ظ‰ ظˆ ط¨ط§ط² ظƒط±ط¯ظ† ظ¾ظٹع† ظ‡ط§ ط±ط§ ظƒط§ظ‡ط´ ط¯ظ‡ظٹط¯ . ط³ط¹ظ‰ ظƒظ†ظٹط¯ ط¯ط± ظ‚ط§ظ„ط¨ ظ‡ط§ ط§ط² ظ‚ط·ط¹ط§طھ ظٹظƒط³ط§ظ† ظˆ ط§ط³طھط§ظ†ط¯ط§ط±ط¯ ط§ط³طھظپط§ط¯ظ‡ ظƒظ†ظٹط¯ ( ظ…ط§ظ†ظ†ط¯ ظ¾ظٹع† ظ‡ط§طŒ ع¯ظٹط±ظ‡ ظ‡ط§طŒ ظپظٹظƒط³ع†ط±ظ‡ط§ .. طھط§ طط¯ ط§ظ…ظƒط§ظ† ظپط¹ط§ظ„ظٹطھ ظ‡ط§ ط±ط§ ظ‡ظ… ط²ظ…ط§ظ† ط§ظ†ط¬ط§ظ… ط¯ظ‡ظٹط¯ . ط§ط² ع¯ظٹط¬ ظ‡ط§ظ‰ ط¨ط±ظˆ - ظ†ط±ظˆ ط§ط³طھظپط§ط¯ظ‡ ظƒظ†ظٹط¯ . ظ†ظ…ظˆط¯ط§ط± ظپط±ط¢ ظٹظ†ط¯ظ‡ط§ظ‰ طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ط±ط§ ط±ط³ظ… ظ†ظ…ظˆط¯ظ‡ ظˆ ط¯ط± ظ‡ظ†ع¯ط§ظ… طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ط§ط² ط¢ظ†ظ‡ط§ ط§ط³طھظپط§ط¯ظ‡ ظƒظ†ظٹط¯ . ط¯ط± ظ†ط§طظٹظ‡ ظ†ط±ظ…ط§ظ„ ط¯ط³طھط§ظ† ط§ط² ظ‡ط± ط¯ظˆ ط¯ط³طھ ط¨ظ‡ طµظˆط±طھ ظ‡ظ… ط²ظ…ط§ظ† ط§ط³طھظپط§ط¯ظ‡ ظ†ظ…ط§ظٹظٹط¯ .
- 31. ط¬ط¯ط§ط³ط§ط²غŒ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ ط¯ط§ط®ظ„ظ‰ ظˆ ط®ط§ط±ط¬غŒ [email_address] All Setup Activities Run I I I I E E E E Run Externals Internals Run Externals Post-setup externals
- 32. طھط¨ط¯غŒظ„ ظپط¹ط§ظ„غŒطھظ‡ط§غŒ ط¯ط§ط®ظ„غŒ ط¨ظ‡ ط®ط§ط±ط¬غŒ Eliminate adjustment [email_address] Internals Externals Run Internals Externals Run Internals Externals Run Externals Internals Run Externals Internals Run
- 33. STREAMLINE ALL ACTIVITIES ط³ط§ط¯ظ‡ ع©ط±ط¯ظ† طھظ…ط§ظ… ظپط¹ط§ظ„غŒطھظ‡ط§ BEFORE AFTER CHANGE OVER STREAM LINE [email_address] Machine running Machine running Last good piece of product A First good piece of product B Total setup Internal and external elements Internal elements Machine running Machine running Last good piece of product A First good piece of product B Total setup External elements External elements Streamlined internal elements Machine running Machine running Last good piece of product A First good piece of product B Total setup Streamlined External elements Streamlined External elements
- 34. ط§ ط³طھظپط§ط¯ظ‡ ظ†ظ…ظˆط¯ طں SMED ع†ظ‡ ظ‡ظ†ع¯ط§ظ… ظˆ ط¯ط± ع†ظ‡ ظ…ظˆط§ط±ط¯غŒ ط¨ط§غŒط¯ ط§ط² ط¯ط³طھ ط¢ظˆط±ط¯ظ‡ط§ظ‰ طط§طµظ„ ط§ط² SMED ط¨ط³ظٹط§ط± ظ‚ط§ط¨ظ„ طھظˆط¬ظ‡ ط§ظ†ط¯ . ط¨ط¯ط³طھ ط¢ظˆط±ط¯ظ† ط²ظ…ط§ظ† ط¨ظٹط´طھط± ط¨ط±ط§ظ‰ طھظˆظ„ظٹط¯ – ط¹ط¯ظ… ظ†ظٹط§ط² ط¨ظ‡ ط³ط±ظ…ط§ظٹظ‡ ع¯ط°ط§ط±ظ‰ ظ‡ط§ظ‰ ط²ظٹط§ط¯ ط¨ط±ط§ظ‰ ط§ظپط²ط§ظٹط´ ط¸ط±ظپظٹطھ - ط§ظ†ط¹ط·ط§ظپ ظ¾ط°ظٹط±ظ‰ ط¨ط§ظ„ط§ ط¯ط± ط±ظ‚ط§ط¨طھ ط¬ظ‡ط§ظ†ظ‰ ظˆ .... ظ‡ظ†ع¯ظ… ط´ط±ظˆط¹ ط¨ط§ظٹط¯ ظ…ط±طظ„ظ‡ ط¨ظ‡ ظ…ط±طظ„ظ‡ ظ¾غŒط´ ط±ظپطھ ظˆ ط¨ط±ط§ظ‰ ظ‡ط± ظ…ط±طظ„ظ‡ ظٹظƒ ظ‡ط¯ظپ ظ‚ط§ط¨ظ„ ط¯ط³طھط±ط³ ظˆ ظ…ظ„ظ…ظˆط³ طھط¹ط± غŒ ظپ ظ†ظ…ظˆط¯ . ط¯ط± ظ…طظٹط· ظ‡ط§ظ‰ طµظ†ط¹طھظ‰ ظ…ظˆط§ط±ط¯ ط¨ط³ظٹط§ط±ظ‰ ط¨ط±ط§ظ‰ ط¨ظ‡ط¨ظˆط¯ ظˆط¬ظˆط¯ ط¯ط§ط±ط¯طŒ ط§ظ…ط§ ط²ظ…ط§ظ† طŒ ط§ظ…ظƒط§ظ†ط§طھ طŒ ظ¾ظˆظ„ ظˆ ظ†ظٹط±ظˆظ‰ ط§ظ†ط³ط§ظ†ظ‰ ظ…طط¯ظˆط¯ ط§ط³طھ . ظ„ط°ط§ ط¨ظ‡ ظƒط§ط±ع¯ظٹط±ظ‰ SMED ط¯ط± ظ‡ظ…ظ‡ ط¬ط§ ظˆ ط¨ط¯ظˆظ† ط¨ط±ظ†ط§ظ…ظ‡ ط±ظٹط²ظ‰ ظ‚ط¨ظ„ظ‰ ظƒط§ط±ظ‰ ط®ط·ط±ظ†ط§ع© ظˆ ط؛ظٹط± ظ…ظ†ط·ظ‚ظ‰ ط§ط³طھ . ط¨ظ†ط§ط¨ط±ط§ظٹظ† ظ„ط§ط²ظ… ط§ط³طھ SMED ط±ط§ ط§ط² ط¯ط³طھع¯ط§ظ‡ ظ‡ط§ ظˆ ظپط±ط¢ظٹظ†ط¯ ظ‡ط§ظٹظ‰ ط¢ط؛ط§ط² ظ†ظ…ظˆط¯ ظƒظ‡ ط¯ط± ط§ظˆظ„ظˆظٹطھ ط¨ط§ظ„ط§طھط±ظ‰ ظ†ط³ط¨طھ ط¨ظ‡ ط³ط§ظٹط±ظٹظ† ظ‚ط±ط§ط± ط¯ط§ط±ظ†ط¯ . SMED ط§ط² ط§ظپطھط§ط¯ظ† ط¯ط± طھظ„ظ‡ ط§ظ†ط¬ط§ظ… ظƒط§ط± ط§ط¶ط§ظپظ‰ ط§ط¬طھظ†ط§ط¨ ظ…غŒع©ظ†ط¯ ظˆ ط¨ظ‡ ظپط±ط¢ ظٹظ†ط¯ ظ‡ط§ظٹظ‰ ظ…غŒظ¾ط±ط¯ط§ط²ط¯ ظƒظ‡ ظٹط¨ط´طھط±ظٹظ† ط®ط±ظˆط¬ظ‰ ط±ط§ ط¨ط±ط§ظ‰ ظƒط§ط±ط®ط§ظ†ظ‡ ط¨ظ‡ ط§ط±ظ…ط؛ط§ظ† ظ…ظ‰ ط¢ظˆط±ظ†ط¯ . [email_address]
- 35. ظ…ط±ط§طظ„ ط¨ظ‡ ظƒط§ط±ع¯غŒط±ظ‰ ط¹ظ…ظ„ظ‰ SMED ط¯ط± غŒع© ظƒط§ط±ط®ط§ظ†ظ‡ ط§ط² ظƒظ„ظٹظ‡ ظپط¹ط§ظ„ظٹطھ ظ‡ط§ظ‰ طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ظپظٹظ„ظ… ط¨ط±ط¯ط§ط±ظ‰ ظƒظ†ظٹط¯ . طھظٹظ…ظ‰ ظ…طھط´ظƒظ„ ط§ط² ظ¾ط±ط³ظ†ظ„ طھظˆظ„ظٹط¯ظ‰ ظˆ ظ…ط³ط¦ظˆظ„ط§ظ† ظپظ†ظ‰ طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ظ‡ط§ طھط´ظƒظٹظ„ ط¯ظ‡ظٹط¯ . طھظٹظ… ط±ط§ ظ…ط³ط¦ظˆظ„ ط¯ظٹط¯ظ† ظپظٹظ„ظ… ع¯ط±ظپطھظ‡ ط´ط¯ظ‡ ظˆ ط¢ظ†ط§ظ„ظٹط² ط¢ظ† ظƒظ†ظٹط¯ . طھظٹظ… ظ‡ط§ظ‰ ظ…ط³ط¦ظˆظ„ طھط¹ظˆظٹط¶ ظ‚ط§ظ„ط¨ ط¨ط§ظٹط¯ طط¯ط§ظ‚ظ„ ط§ط² ط¯ظˆ ظ†ظپط± طھط´ظƒظٹظ„ ط´ظˆط¯ . ظ‡ظ…ظˆط§ط±ظ‡ ط§طµط±ط§ط± ط¨ظ‡ ط§ط±ط§ط¦ظ‡ ط²ظ…ط§ظ† ظ‡ط§ظ‰ ظƒظˆطھط§ظ‡ طھط± طھظˆط³ط· طھظٹظ… ط¯ط§ط´طھظ‡ ط¨ط§ط´ظٹط¯ . طھظ…ط§ظ…ظ‰ طھظ„ط§ط´ طھظٹظ… ط±ط§ ط¨ط± ط±ظˆظ‰ ظƒط§ظ‡ط´ ط²ظ…ط§ظ† ظپط±ط¢ظٹظ†ط¯ظ‡ط§ظ‰ ع¯ظ„ظˆع¯ط§ظ‡ظ‰ ظ…طھظ…ط±ظƒط² ظƒظ†ظٹط¯ . ظ‡ظ…ظˆط§ط±ظ‡ ط¨ظ‡ ط§ظٹظ† ظ†ظƒطھظ‡ طھظˆط¬ظ‡ ظƒظ†ظٹط¯ ظƒظ‡ (SMED) ظٹظƒ ظپط±ط§ظٹظ†ط¯ ظ¾غŒظˆط³طھظ‡ ظˆ ط¯ط§ط¦ظ…ظ‰ ط§ط³طھ ظˆ ظ†ظ‡ ظٹع© ظپط±ط§ظٹظ†ط¯ ظ…ظˆظ‚طھ ظˆ ظ…ظ‚ط·ط¹ظ‰ . [email_address]
- 36. [email_address]
- 37. [email_address]
- 38. [email_address]
Editor's Notes
- 12/17/11 14:10 آ© 2007 Microsoft Corporation. All rights reserved. Microsoft, Windows, Windows Vista and other product names are or may be registered trademarks and/or trademarks in the U.S. and/or other countries. The information herein is for informational purposes only and represents the current view of Microsoft Corporation as of the date of this presentation. Because Microsoft must respond to changing market conditions, it should not be interpreted to be a commitment on the part of Microsoft, and Microsoft cannot guarantee the accuracy of any information provided after the date of this presentation. MICROSOFT MAKES NO WARRANTIES, EXPRESS, IMPLIED OR STATUTORY, AS TO THE INFORMATION IN THIS PRESENTATION.