Steel frame enclosure square rectangular.pdf
ŌĆó
1 likeŌĆó19 views

Rectangular electrical cabinet frame enclosure roll forming machine with good price. Mesh frame enclosure header, electrical cabinet enclosure rack frame machinery. https://www.superdamc.com #rectangularenclosure #squareelectricalframe #steelframeenclosure #profileenclosure #channel enclosure









Steel frame enclosure square rectangular.pdf
- 1. Electric Cabinet Frame Roll Forming Machine https://www.superdamc.com Shenzhen Superda Machine Co., Ltd Whatsapp 86 18814355377 õĖĆŃĆüTechnical parameters Item Technology parameter Material Material cold-roll strip,galvanized steel strip Thickness 0.8-1.0mm Coil Inner ąż360ŌĆöąż510 Process Form Speed 0-13m/min Length Not limit Quality Length Precision LŌēż1000mm’╝Ü┬▒ 0.5 ŃÄ£ Straight, Deflection LŌēż1000mm’╝īBend no more than 1mm’╝ø Deflection no more than 1mm Forming size As per design õ║īŃĆüProcess UncoilerŌåÆ StraighteningŌåÆServo feederŌåÆHydraulic device ŌåÆ Guide device ŌåÆ Roll forming machine ŌåÆ Shear device Layout for reference only, exactly as per buyer drawing design
- 2. Explaination This production line is equipment for production cabinet frame. The strip coil to be processed is manually placed on the uncoiler, and then corrected and tensioned. After leveling, it enters punching notch, and is sent to the forming machine by the guide device to form. Under the frictional damping action of the forming roller and pressure roller, after entering the cutting part at a line speed of 0-13m. õĖēŃĆüThe main technical parameters 1.Details of accessory brand No. Name manufacturer 1 Encoder Omron 2 Touch Screen Weinview 3 Programmable controller (PLC) Mitsubishi 4 Low-voltage circuit breaker Chint 5 AC contactor Chint 6 Inverter Weinview 7 Hydraulic Solenoid Valve Shun Xin, Taiwan 8 Guide rail Hiwin Taiwan 9 Server System Mitsubishi
- 3. 2.Feeding specifications a. Applicable materials: cold rolled coil, galvanized coil b. Material quality: Domestic GB standard c. Tensile strength: ╬┤bŌēż780Mpa (Max.) d. Yield strength: ╬┤sŌēż510Mpa (Max.) e. Material thickness: 0.8-1.0mm f. Material width: 200mm (Max.) g. Inner diameter of steel coil: ╬”360mm-╬”510mm h. Outside diameter of steel coil: ╬”1250 ’╝łMax.’╝ē i. Steel coil weight: 3 t (Max.) 3.Forming parameters a. Number of forming staion: 20 sets of roller b. Spindle specification: ├ś50mm 40Gr quenching and tempering c. Roller material: Gr12 mold steel heat treatment d. Integral archway: precision machined from 25mm steel plate, the hole distance error is less than 0.1mm 4, forming ability a. Outside diameter of coil: ╬”1250mm (Max.) b. Material forming thickness: 0.8-1.0mm c. Input material width Ōēż200mm 5.Speed parameters of forming unit a. Linear speed, 0-10m / min
- 4. b. Acceleration time ’╝£ 30 seconds 6, Forming accuracy a. Shear length tolerance: Ōēż ┬▒0.3mm / m b. Width tolerance: Ōēż ┬▒ 0.5mm c. Sickle curve: Ōēż2mm / m d. Burr: Ōēż0.1mm (new blade cutting ordinary carbon steel plate with reasonable clearance) e. Height tolerance: Ōēż ┬▒ 0.5mm The above tolerances are based on the first-grade steel coils with flat and edgeless waves. 7.Other equipment parameters a. Power supply: 380V / 50HZ / 3PH (Or Custmized) b. Installed capacity: about 22Kw c. Forming speed: 0-10m / min d. Cutting method: forming then cutting e. Driving motor: Straightener machine motor 2.2KW Hydraulic punching and cutting 11kw, Forming host motor 4+3KW Servo motor 2KW f. Floor area (approximately): length 20m ├Świdth 2m (Roll Forming 6mX0.8m) g. Production line direction: from left to right
- 5. (facing the unit from the operation table). h. Equipment color: (Customer choice) i. Unit equipment design can meet 12 hours of continuous production j. Operating environment: 1: power supply voltage: 380V ┬▒10% / three-phase four-wire, frequency: 50HZ; Total power: about 25KW 2: Ambient temperature: 0-40 ┬░C, relative humidity: 60-95% RH. Devices’╝Ü No. Machine name QT Y REMARK 1 Uncoiler 1 2 Straightener 1 3 Servo Feeder 1 4 Servo hydraulic hole punch machine With mould 5 Guide device 1 6 Forming machine 1 7 Hydraulic cutting and Bending 1 8 Control system 1 V. Equipment structure and system configuration: Overview: The production line is mainly composed of Uncoiler, Straightener, Hydraulic punching machine, forming machine, hydraulic cutting , hydraulic system, electrical control part and safety protection part. 1. Unloading (uncoiler): used for unwinding material and providing
- 6. sheet material to the forming part, 3 tons of unwinding. 2. Leveling (straightener): 11-roller precision leveling (up 3 down 4), 2.2KW electric feeding, used to straighten the coil and eliminate material stress. 3’╝Ä Servo feeder, Hydraulic Hole Punch: 2KW servo system, precision feeder. Hydraulic punching device (mould material DC53) and cutting device.
- 7. ***Photo for reference only 2. Forming mainframe: The mainframe base of this production line is welded with 100 * 100 * 4MM square tubes, the frame is integrated with a fixed archway, the side plates are made of 28mm steel plates, both sides of the steel plate are precision ground to 25mm. and the supporting parts are made of high-quality Taiwan bearings. Twisting up and down adjustment, the host has good rigidity and stable structure.
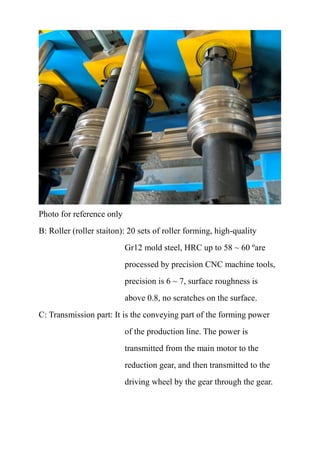
- 8. Photo for reference only B: Roller (roller staiton): 20 sets of roller forming, high-quality Gr12 mold steel, HRC up to 58 ~ 60┬║ are processed by precision CNC machine tools, precision is 6 ~ 7, surface roughness is above 0.8, no scratches on the surface. C: Transmission part: It is the conveying part of the forming power of the production line. The power is transmitted from the main motor to the reduction gear, and then transmitted to the driving wheel by the gear through the gear.
- 9. Photo for reference only 4’╝Ä Electric control system: The entire production line adopts centralized control, the components are imported and domestic high-quality products, or specified by customers, and the standard components are Taiwan brand. The installation of the equipment's electronic control components complies with national regulations, with clear line numbers, reasonable bureaus, clean control panels, and clear labels.
- 10. 5. Security protection: The host is equipped with a protective net, and warning signs are set on the parts involving personal safety. The electrical appliance has reliable safety grounding, and the emergency stop button is also provided on the die end to protect personal safety to the greatest extent. Oversea after service: After the production line arrives at user's factory, the supplier will arrange eingeer to installation and training as per user requirements. Buyer burden the related cost such as air tickets, room and board, visa, food etc. will be borne by the buyer, and the labor cost is 150 USD per person per day.