Study on different_types_of_knitting_fau
ŌĆó
0 likesŌĆó80 views

The document discusses different types of knitting faults that occur in knit fabrics, their causes, and potential remedies. It analyzes data from quality inspection sheets of various knit fabric samples and examines how changing stitch length affects common faults. The types of faults studied include holes/cracks, loops/dropped stitches, Lycra out, knots, and others. Data is presented on the percentage of different faults found in single jersey fabric samples before and after implementing remedies to reduce faults. Implementing remedies such as ensuring uniform yarn tension, regulating yarn feed rate, and adjusting machine settings helped minimize common faults like holes, barre, streaks, and others.
![International Journal of Textile Science 2016, 5(6): 119-131
DOI: 10.5923/j.textile.20160506.01
Study on Different Types of Knitting Faults,
Causes and Remedies of Knit Fabrics
Muhammad Abu Taher, Md. Mostafizur Rahman, Muhammad Ashfak Jahangir,
Md. Shipan Mia, Ashaduzzaman*
Department of Textile Engineering, Southeast University, Dhaka, Bangladesh
Abstract In this study we have done study on knit fabric faults and their causes. In Textile industry faults are frequently
occurred and stitch length has a direct effect on these faults. For changing the stitch length at same count at three same
diametric double jersey knitting machine on same Rib structure we found the effect of stitch length on common Knit fabric
faults. Changing of stitch length gradually increases or decreases the amount of some major faults on knit industry such as
Hole/Cracks, Loops/Drop stitches, Lycra out, Knots & etc. For this study, we collected different samples of common knit
fabric faults & some quality inspection sheet done in 4-point system method from a reputed Textile Industry. Firstly, we
analyzed the data from the quality inspection sheets and then we have analyzed how changing of stitch length affects on the
increasing or decreasing of majorly occurred faults on grey knit fabric.
Keywords Knit Fabric, Knitting Fault, Causes, Remedies, Inspection
1. Introduction
Knitting is one of the important industrial sectors of
Bangladesh. The maximum share our export oriented RMG
is originated from knit fabrics Export means quality; we
must ensure 100% quality of our export oriented RMG
products. [1] Due to increasing demand for quality knitted
fabrics, high quality requirements are today greater since
customer has become more aware of ŌĆ£non-quality
ŌĆ£ problems, in order to avoid fabric rejection , knitting mills
have to produce fabrics of high quality, constantly [2, 3].
Detection of faults during production of knitted fabric with
circular knitting machine is crucial for improved quality and
productivity any variation to the knitted process needs to be
investigated and corrected. The high quality standard can be
guaranteed incorporating appropriate quality assurance.
Industrial analysis indicate that quality can be improved, and
defect cost minimized, by monitoring the circular knitting
process. [3]
[4], Detection of faults during production of knitted fabric
with circular knitting machine (CKM) is crucial for
improved quality and productivity. Any variation to the
knitting process needs to be investigated and corrected. The
high quality standard can be guaranteed by incorporating
appropriate quality assurance. Industrial analysis indicate
that product quality can be improved, and defect cost
* Corresponding author:
3269234022@ (Ashaduzzaman)
Published online at http://journal.sapub.org/textile
Copyright ┬® 2016 Scientific & Academic Publishing. All Rights Reserved
minimized, by monitoring of the circular knitting process
(Jearranai and Tiluk), 1999.
Many researchers have applied computer vision to
improve inspection method of human vision in textile
products, in most of them, the image of knitted garments had
been considered to specify the faults features. Others work
aimed to classify defects in knitted fabrics by using image
analysis and neutral network algorithm or fuzzy logic. All
these methods are not completely reliable because image
analysis of knitted fabrics involves difficulties due to the
loop structures and yarn hairiness, compare to woven fabrics
consisting of neat warp and weft yarns. Knitted fabric faults
can also be detected by inspecting yarn input tension and
loop but only few types of faults are concerned by these
methods.
Human inspection by using knitted fabric inspection
machines remains today the most used way to classify faults
after knitting and after finishing [5]. Generally, faults are
classified by type and by frequency in the inspected knitted
roll. The inspection assessment permits to appreciate fabric
quality. The judgments of fabric quality depend on faults
tolerance levels fixed by each knitter and could be in some
cases subjective because it is often based only on the number
of faults and not on fault size and gravity [6].
[7]. A new inspection method was proposed in order to
classify faults and help knitter to appreciate more objectively
fabric quality.
2. Matrial and Methods
In order to evaluate objectively, the knitted fabric roll](https://image.slidesharecdn.com/studyondifferenttypesofknittingfau-211208070128/85/Study-on-different_types_of_knitting_fau-1-320.jpg)










![International Journal of Textile Science 2016, 5(6): 119-131 131
3.6.1. Percentage of Knitting Faults in Fleece Fabric
Figure 15. Percentage of dyeing faults in fleece fabric
4. Findings and Suggestions
Many faults are coming from yarn and knitting but we
have to ensure that from where the fault is coming and
causes/remedies will also be according to the source.
According to this figure, 50% of the fault causes represents
80% of the recorded faults. This means that faults linked
unsettled fabric, holes and dropped stitches have to be
repaired in priority to improve significantly fabric quality.
[8]. Morphological analysis: A system has been developed
knitted fabric parameters using image analysis techniques.
This technique can be used to evaluate courses per unit
length, wales per unit length, fabric cover and weight per unit
area [9].
5. Conclusions
Faults found in knitted fabric mainly originated from three
separate aspects e.g. (i) Faults due to yarn, (ii) faults occur
during knitting and (iii) faults occur due to environment. In
order to ensure quality of knitted fabric one must ensure
coordination of all the three aspects mentioned above. We
believe that our work will help the people working in the
knitting industry to identify the source of detected faults &
proposes specific solutions for these faults causes. So
knitters can take necessary remedial steps to overcome the
faults. Some knitting faults are remain till the fabric is
finished but this type of fault easily remove by dyeing
condition. This report is able to give a deep concept about
knit faults, causes and their remedies.
REFERENCES
[1] Mouritz, A., et al., Review of applications for advanced
three-dimensional fibre textile composites. Composites Part
A: applied science and manufacturing, 1999. 30(12): p.
1445-1461.
[2] Kader, G. and M.N. Rana, Study on Quality Issues in Circular
Weft Knitting. 2013, Daffodil International University.
[3] Gebru, K., Identifying defect causes of weft greige knitted
fabric: the Case. 2014, Citeseer.
[4] Asefa, L., Measuring National Quality Cost in Ethiopian
Import Export Products. 2013, aau.
[5] Spencer, D. J., Knitting technology: a comprehensive
handbook and practical guide. Vol. 16. 2001: CRC Press.
[6] Johnson-Laird, P.N., The computer and the mind: An
introduction to cognitive science. 1988: Harvard University
Press.
[7] Kalayu, G., Identifying defect causes of weft greige knitted
fabric: the Case of MAA-Garment & Textiles Factory. 2014,
Mekelle University.
[8] Jardine, A.K., D. Lin, and D. Banjevic, A review on
machinery diagnostics and prognostics implementing
condition-based maintenance. Mechanical systems and signal
processing, 2006. 20(7): p. 1483-1510.
[9] Abou-Ana, M., et al., Assessing structural changes in knits
during processing. Textile research journal, 2003. 73(6): p.
535-540.
Drop Stitches (Holes)
Barriness
Streakiness
Snarls
Contaminations
Spirality
Needle Lines
Sinker Lines
Oil Lines
Surface Hairiness & Piling
Bowing](https://image.slidesharecdn.com/studyondifferenttypesofknittingfau-211208070128/85/Study-on-different_types_of_knitting_fau-13-320.jpg)
Study on different_types_of_knitting_fau
- 1. International Journal of Textile Science 2016, 5(6): 119-131 DOI: 10.5923/j.textile.20160506.01 Study on Different Types of Knitting Faults, Causes and Remedies of Knit Fabrics Muhammad Abu Taher, Md. Mostafizur Rahman, Muhammad Ashfak Jahangir, Md. Shipan Mia, Ashaduzzaman* Department of Textile Engineering, Southeast University, Dhaka, Bangladesh Abstract In this study we have done study on knit fabric faults and their causes. In Textile industry faults are frequently occurred and stitch length has a direct effect on these faults. For changing the stitch length at same count at three same diametric double jersey knitting machine on same Rib structure we found the effect of stitch length on common Knit fabric faults. Changing of stitch length gradually increases or decreases the amount of some major faults on knit industry such as Hole/Cracks, Loops/Drop stitches, Lycra out, Knots & etc. For this study, we collected different samples of common knit fabric faults & some quality inspection sheet done in 4-point system method from a reputed Textile Industry. Firstly, we analyzed the data from the quality inspection sheets and then we have analyzed how changing of stitch length affects on the increasing or decreasing of majorly occurred faults on grey knit fabric. Keywords Knit Fabric, Knitting Fault, Causes, Remedies, Inspection 1. Introduction Knitting is one of the important industrial sectors of Bangladesh. The maximum share our export oriented RMG is originated from knit fabrics Export means quality; we must ensure 100% quality of our export oriented RMG products. [1] Due to increasing demand for quality knitted fabrics, high quality requirements are today greater since customer has become more aware of ŌĆ£non-quality ŌĆ£ problems, in order to avoid fabric rejection , knitting mills have to produce fabrics of high quality, constantly [2, 3]. Detection of faults during production of knitted fabric with circular knitting machine is crucial for improved quality and productivity any variation to the knitted process needs to be investigated and corrected. The high quality standard can be guaranteed incorporating appropriate quality assurance. Industrial analysis indicate that quality can be improved, and defect cost minimized, by monitoring the circular knitting process. [3] [4], Detection of faults during production of knitted fabric with circular knitting machine (CKM) is crucial for improved quality and productivity. Any variation to the knitting process needs to be investigated and corrected. The high quality standard can be guaranteed by incorporating appropriate quality assurance. Industrial analysis indicate that product quality can be improved, and defect cost * Corresponding author: 3269234022@ (Ashaduzzaman) Published online at http://journal.sapub.org/textile Copyright ┬® 2016 Scientific & Academic Publishing. All Rights Reserved minimized, by monitoring of the circular knitting process (Jearranai and Tiluk), 1999. Many researchers have applied computer vision to improve inspection method of human vision in textile products, in most of them, the image of knitted garments had been considered to specify the faults features. Others work aimed to classify defects in knitted fabrics by using image analysis and neutral network algorithm or fuzzy logic. All these methods are not completely reliable because image analysis of knitted fabrics involves difficulties due to the loop structures and yarn hairiness, compare to woven fabrics consisting of neat warp and weft yarns. Knitted fabric faults can also be detected by inspecting yarn input tension and loop but only few types of faults are concerned by these methods. Human inspection by using knitted fabric inspection machines remains today the most used way to classify faults after knitting and after finishing [5]. Generally, faults are classified by type and by frequency in the inspected knitted roll. The inspection assessment permits to appreciate fabric quality. The judgments of fabric quality depend on faults tolerance levels fixed by each knitter and could be in some cases subjective because it is often based only on the number of faults and not on fault size and gravity [6]. [7]. A new inspection method was proposed in order to classify faults and help knitter to appreciate more objectively fabric quality. 2. Matrial and Methods In order to evaluate objectively, the knitted fabric roll
- 2. 120 Muhammad Abu Taher et al.: Study on Different Types of Knitting Faults, Causes and Remedies of Knit Fabrics quality, a fault index (FI) for each fault type was defined. Classically, during inspection only the number and the fault type are taken into account to judge fabric quality, but fault gravity and fault size are generally not considered. Fault length and fault frequency inside the fabric roll were measured and introduced in the expression of fault index: 2.1. Process Flow Chart for Knitting Yarn in package form spinning ’é» Place the package yarn in the yarn ’é» Feeding the yarn by creel ’é» Set the machine as per design & GSM ’é» Knitting ’é» Withdraw the roll fabric and weighing ’é» Roll marking ’é» Inspection ’é» Numbering 2.2. Drop Stitches (Holes) Drop Stitches are randomly appearing small or big holes of the, same or different size, which appear as defects, in the Knitted fabrics. Causes: ’é¤ High Yarn Tension ’é¤ Yarn Overfeed or Underfeed ’é¤ High Fabric Take Down Tension ’é¤ Obstructions in the yarn passage, due to the clogging of eyelets, yarn guides & tension discs, with wax & fluff etc. ’é¤ Defects like; Slubs, Naps, Knots etc. ’é¤ Incorrect gap between the Dial & Cylinder rings. Figure 1. Drop Stitches (Holes) Remedies: ’é¤ Ensure uniform yarn tension on all the feeders, with a Tension Meter. ’é¤ Rate of yarn feed should be strictly regulated, as per the required Stitch Length. ’é¤ The fabric tube should be just like a fully inflated balloon, not too tight or too slack. ’é¤ Eyelets & the Yarn Guides, should not have, any fibers, fluff & wax etc. stuck in them. ’é¤ The yarn being used, should have no imperfections, like; Slubs, Neps & big knots etc ’é¤ The gap between the Cylinder & the Dial should, be correctly adjusted, as per the knitted loop size. 2.3. Barriness Causes: ’é¤ High Yarn Tension ’é¤ Count Variation ’é¤ Mixing of the yarn lots ’é¤ Package hardness variation Remedies: ’é¤ Ensure uniform Yarn Tension on all the feeders. ’é¤ The average Count variation in the lot, should not be more than ’é▒ 0.3 ’é¤ Ensure that the yarn being used for Knitting is of the same Lot / Merge no. ’é¤ Ensure that the hardness of, all the yarn packages, is uniform, using a hardness tester. 2.4. Streakiness Causes: ’é¤ Yarn slippage on the IRO Pulley, due to the yarn slipping in & out from underneath the IRO Belt, due to a tilted IRO Pulley. ’é¤ Worn out IRO belts, yarn guides & eyelets etc ’é¤ Faulty winding of the yarn packages ’é¤ Yarn running out of the belt, on the IRO Pulley. Remedies: ’é¤ Ensure very smooth, clean & obstruction free passage of the yarn, through the eyelets, yarn & tension discs etc. ’é¤ No cuts or rough surfaces, in the Porcelain Eyelets, Yarn Guides & the Yarn Feeder holes etc. ’é¤ Flawless winding of the, Yarn Package (The yarn coils should unwind smoothly, without any obstruction) ’é¤ The yarn should be running under the IRO belt, between the belt & around the IRO pulley. 2.5. Snarls Snarls appear on the fabric surface, in the form of big loops of yarn getting twisted, due to the high twist in the yarn (Unbalanced twist yarn). Causes: ’é¤ High, twist in the, yarn. ’é¤ Hosiery yarns are soft twisted. High, twist in the yarn, is the cause of snarling. ’é¤ (Snarls cause, fabric defects & needle breakages)
- 3. International Journal of Textile Science 2016, 5(6): 119-131 121 Remedies: ’é¤ Ensure using Hosiery Yarns, of the recommended T.P.M. only. ’é¤ (Hold a few inches of the yarn in both the hands, in the form of a ŌĆśUŌĆÖ. ’é¤ The yarn has a balanced twist, if it doesnŌĆÖt tend to rotate or turn, in the form of a snarl. ’é¤ (Such yarn can be used for Hosiery applications.) 2.6. Contaminations Causes: ’é¤ Presence of dead fibers & other foreign materials, such as; dyed fibers, husk & synthetic fibers etc. ’é¤ Dead Fibers appear in the fabric, as a result of the, presence of excessive immature Cotton fibers, in the Cotton fiber crop. ’é¤ Dead fibers do not pick up color during Dyeing. ’é¤ Presence of the foreign materials, in the, staple fiber mixing ’é¤ (Kitty, Husk, Broken Seeds, dyed fibers & fibers like Poly Propylene, Polyester, Viscose etc) ’é¤ Dyed & other types of fibers flying from the adjacent Knitting machines cling, to the yarn being used for knitting & get, embedded in the Grey Fabric. Remedies: ’é¤ Use rich fiber mixing for the yarns, to be used for Knitting, in order to have less dead fibers, appearing in the fabric. ’é¤ Rigid control measures in the Blow Room, to prevent the mixing of foreign matters in the Cotton mixing. ’é¤ Segregate the Spinning & Knitting Machines, with Plastic Curtains or Mosquito Nets, to prevent the fibers flying from the neighboring machines, from getting embedded in the yarn / fabric. 2.7. Spirality Spirality appears in the form of a twisted garment, after washing. The seams on both the sides of the garment displace, from their position & appear on the front & back of the garment. Causes: ’é¤ Spirality is caused, by the Twisting Torque as a result, of the high yarn T.P.M. ’é¤ Hosiery yarns are soft twisted, whereas the Warp yarns are hard twisted ’é¤ Uneven Fabric Take down tension, on the Knitting machine. ’é¤ Unequal rate of Fabric feed on the Stenter, Calender& Compactor machines. Remedies: ’é¤ Use the Hosiery yarns of the recommended TPM level for Knitting ’é¤ (Hosiery yarns are soft twisted, in comparison to the Warp yarns) ’é¤ Fabric pull or the Take Down tension, on both sides of the grey fabric tube, on the knitting machine, should be equal. ’é¤ Ensure uniform rate of feed of the dyed fabric, on both the edges, while feeding the fabric to the Calendar, Compactor or Stenter machines. Figure 2. Spirality Faults 2.8. Needle Lines Causes: ’é¤ Bent Latches, Needle Hooks & Needle stems ’é¤ Tight Needles in the grooves ’é¤ Wrong Needle selection (Wrong sequence of needles, put in the Cylinder or Dial) Remedies: ’é¤ Inspect the grey fabric on the knitting machine for any Needle lines. ’é¤ Replace all the defective needles having, bent latches, hooks or stems. ’é¤ Remove the fibers accumulated in, the Needle tricks (grooves). ’é¤ Replace any bent Needles, running tight in the tricks. ’é¤ Check the Needle filling sequence in the Cylinder / Dial grooves (tricks). 2.9. Sinker Lines Causes: ’é¤ Bent or Worn out Sinkers ’é¤ Sinkers being tight in, the Sinker Ring grooves Remedies: ’é¤ Replace, all the worn out or bent sinkers, causing Sinker lines in the fabric. ’é¤ Sinker lines are very fine & feeble vertical lines, appearing in the fabric. ’é¤ Remove the fibers, clogging the Sinker tricks (Grooves)
- 4. 122 Muhammad Abu Taher et al.: Study on Different Types of Knitting Faults, Causes and Remedies of Knit Fabrics 2.10. Oil Lines Causes: ’é¤ Fibers & fluff accumulated in the needle tricks, which remain soaked with oil. ’é¤ Excessive oiling of the, needle beds. Remedies: ’é¤ Fibers, accumulated in the needle tricks, cause the oil to seep into the Fabric. ’é¤ Some lubricating oils are not washable & cannot be removed during Scouring. ’é¤ Oil lines appear in the fabric, in the lengthwise direction, even after dyeing. ’é¤ Remove all the Needles & the Sinkers of the machine, periodically. ’é¤ Clean the grooves of the Cylinder & Dial of the machine thoroughly, with petrol. ’é¤ Blow the grooves of the Cylinder, Dial & Sinker ring, with dry air after cleaning. 2.11. Surface Hairiness & Piling Causes ’é¤ Abrasion due to the contact with rough surfaces ’é¤ Excessive surface hairiness caused, due to the abrasive tumbling action ’é¤ (Fabric friction in the Tumble Dryer) ’é¤ Rough Dyeing process & abrasive machine surfaces (Soft Flow Machine tubes, Tumble Dryer drum etc.) ’é¤ Reprocessing of the fabric is, also a major cause of piling. Remedies: ’é¤ Avoid using the Tumble Dryer. ’é¤ (Control shrinkage by maximum fabric relaxation & over feed in the processing) ’é¤ Regularly inspect the fabric contact points on all the machines, for any rough & sharp surfaces. ’é¤ (Rectify, if found rough) ’é¤ Avoid repeated reprocessing of the fabrics. ’é¤ Use anti pilling chemical treatments for the fabrics, prone to pilling. 2.12. Bowing Bowing appears as, rows of courses or yarn dyed stripes, forming a bow shape, along the fabric width Causes: ’é¤ Uneven distribution of tensions, across the fabric width while, dyeing or finishing the fabric. Remedies ’é¤ Bowing can be corrected, by reprocessing the fabric feeding it from the opposite end. ’é¤ A special machine (MAHLO) is also available for, correcting the bowing in the knitted fabrics Figure 3. Fabric Bowing 3. Survey Result & Analysis Here we see the major knit faults percentage (%) for various types of knit fabric in existing process and developing process where we can minimize the existing faults percentage (%) in a Lot by taking the above remedies which are discussed earlier. 3.1. For Single Jersey: (500 Meter) Table 1. Fault of single jersey fabric (500 meter) Type of faults Size of faults No. of fault existing process No. of fault developing process % of faults existing process % of fault developing process Drop Stitches (Holes) 1.1ŌĆØ to 2.5ŌĆØ 20 10 4% 2% Barriness: 2.5ŌĆØto5.5ŌĆØ 15 5 3% 1% Streakiness: 2..7ŌĆÖto6ŌĆØ 15 5 3% 1% Snarls: 1.1ŌĆØto2.25ŌĆØ 20 10 4% 2% Contaminations: 1ŌĆØto2.5ŌĆØ 25 10 5% 2% Spirality 3.5ŌĆØto6ŌĆØ 20 10 4% 2% Needle Lines: 3ŌĆØto5.5ŌĆØ 15 8 3% 1.6% Sinker Lines : 2.5ŌĆØto5.6ŌĆØ 0 0 0 0 Oil Lines: 1ŌĆÖto4ŌĆØ 15 6 3% 1.2% Surface Hairiness & Piling: 2ŌĆÖto4.6ŌĆØ 20 12 4% 2.4% Bowing 3.5ŌĆÖto6.5ŌĆØ 12 5 2.4% 1%
- 5. International Journal of Textile Science 2016, 5(6): 119-131 123 Figure 4. Major knitting fault of single jersey fabric Calculation: % of fault in existing process: Drop Stitches (Holes): Number of Fault in 500 meter fabric is 20, So the no. of fault in 100 meter fabric is = (20x100)/500 = 4% The rest fault percentage is calculated in the same way. % of fault in developing process: Drop Stitches (Holes): Number of Fault in 500 meter fabric is 10 So the no. of fault in 100 meter fabric is = (10x100)/500 = 2% The rest fault percentage is calculated in the same way. 3.1.1. Percentage of Knitting Faults in s/j Fabric Figure 5. Percentage of dyeing faults in s/j fabric 0.00% 1.00% 2.00% 3.00% 4.00% 5.00% 6.00% 7.00% % of faults existing process % of fault developing process Drop Stitches (Holes) Barriness Streakiness Snarls Contaminations Spirality Needle Lines Sinker Lines Oil Lines Surface Hairiness & Piling Bowing
- 6. 124 Muhammad Abu Taher et al.: Study on Different Types of Knitting Faults, Causes and Remedies of Knit Fabrics 3.2. For Rib Fabric: (500 Meter) Calculation: % of fault in existing process: Drop Stitches (Holes): Number of Fault in 500 meter fabric is 20, So the no. of fault in 100 meter fabric is = (20x100)/500 = 4% The rest fault percentage is calculated in the same way. % of fault in developing process: Drop Stitches (Holes): Number of Fault in 500 meter fabric is 6 So the no. of fault in 100 meter fabric is = (6x100)/500 = 1.2% The rest fault percentage is calculated in the same way. Table 2. Fault of rib fabric (500 meter) Type of faults Size of faults No. of fault existing process No. of fault developing process % of faults existing process % of fault developing process Drop Stitches (Holes) 1.1ŌĆØ to 2.5ŌĆØ 20 6 4% 1.2% Barriness: 2.5ŌĆØto5.5ŌĆØ 15 8 3% 1.6% Streakiness: 2..7ŌĆÖto6ŌĆØ 15 6 3% 1.2% Snarls: 1.1ŌĆØto2.25ŌĆØ 25 10 5% 2% Contaminations: 1ŌĆØto2.5ŌĆØ 25 10 5% 2% Spirality 3.5ŌĆØto6ŌĆØ 15 8 3% 1.6% Needle Lines: 3ŌĆØto5.5ŌĆØ 12 4 2.4% .8% Sinker Lines : 2.5ŌĆØto5.6ŌĆØ 0 0 0 0 Oil Lines: 1ŌĆÖto4ŌĆØ 20 8 4% 1.6% Surface Hairiness & Piling: 2ŌĆÖto4.6ŌĆØ 22 10 4.4% 2% Lycra Out 3.5ŌĆÖto6.5ŌĆØ 10 4 2% .8% Figure 6. Major knitting fault of rib fabric 0.00% 0.50% 1.00% 1.50% 2.00% 2.50% 3.00% 3.50% 4.00% 4.50% 5.00% % of faults existing process % of fault developing process
- 7. International Journal of Textile Science 2016, 5(6): 119-131 125 3.2.1. Percentage of Knitting Faults in Rib Fabric Figure 7. Percentage of dyeing faults in rib fabric 3.3. For Interlock Fabric: (500 Meter) Table 3. Fault of interlock fabric (500 meter) Type of faults Size of faults No. of fault existing process No. of fault developing process % of faults existing process % of fault developing process Drop Stitches (Holes) 1.1ŌĆØ to 2.5ŌĆØ 20 8 4% 1.6% Barriness: 2.5ŌĆØto5.5ŌĆØ 15 8 3% 1.6% Streakiness: 2..7ŌĆÖto6ŌĆØ 12 6 2.4% 1.2% Snarls: 1.1ŌĆØto2.25ŌĆØ 20 8 4% 1.6% Contaminations: 1ŌĆØto2.5ŌĆØ 25 10 5% 2% Spirality 3.5ŌĆØto6ŌĆØ 18 8 3.6% 1.6% Needle Lines: 3ŌĆØto5.5ŌĆØ 15 6 3% 1.2% Sinker Lines : 2.5ŌĆØto5.6ŌĆØ 15 5 3% 1% Oil Lines: 1ŌĆÖto4ŌĆØ 15 6 3% 1.6% Surface Hairiness & Piling: 2ŌĆÖto4.6ŌĆØ 20 10 4% 1.6% Bowing 3.5ŌĆÖto6.5ŌĆØ 12 6 2.4% 1.2% Calculation: % of fault in existing process: Drop Stitches (Holes): Number of Fault in 500 meter fabric is 20, So the no. of fault in 100 meter fabric is = (20x100)/500 = 4% The rest fault percentage is calculated in the same way. % of fault in developing process: Drop Stitches (Holes): Number of Fault in 500 meter fabric is 5 So the no. of fault in 100 meter fabric is = (5x100)/500 = 1.6% The rest fault percentage is calculated in the same way. Drop Stitches (Holes) Barriness Streakiness Snarls Contaminations Spirality Needle Lines Sinker Lines Oil Lines Surface Hairiness & Piling Bowing
- 8. 126 Muhammad Abu Taher et al.: Study on Different Types of Knitting Faults, Causes and Remedies of Knit Fabrics Figure 8. Major knitting fault of rib fabric 3.3.1. Percentage of Knitting Faults in Interlock Fabric Figure 9. Percentage of dyeing faults in interlock fabric 0.00% 1.00% 2.00% 3.00% 4.00% 5.00% 6.00% % of faults existing process % of fault developing process Drop Stitches (Holes) Barriness Streakiness Snarls Contaminations Spirality Needle Lines Sinker Lines Oil Lines Surface Hairiness & Piling Bowing
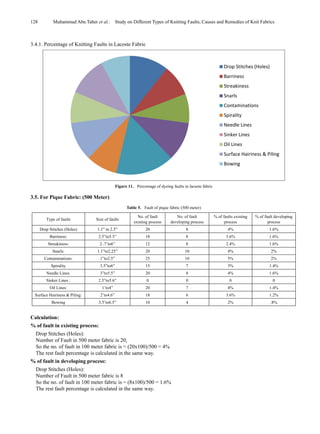
- 9. International Journal of Textile Science 2016, 5(6): 119-131 127 3.4. For Lacoste Fabric: (500 Meter) Table 4. Fault of lacoste fabric (500 meter) Type of faults Size of faults No. of fault existing process No. of fault developing process % of faults existing process % of fault developing process Drop Stitches (Holes) 1.1ŌĆØ to 2.5ŌĆØ 25 5 5% 1% Barriness: 2.5ŌĆØto5.5ŌĆØ 12 6 2.4% 1.2% Streakiness: 2..7ŌĆÖto6ŌĆØ 15 6 5% 1.2% Snarls: 1.1ŌĆØto2.25ŌĆØ 25 10 5% 2% Contaminations: 1ŌĆØto2.5ŌĆØ 25 10 5% 2% Spirality 3.5ŌĆØto6ŌĆØ 15 8 3% 1.6% Needle Lines: 3ŌĆØto5.5ŌĆØ 10 4 2% .8% Sinker Lines : 2.5ŌĆØto5.6ŌĆØ 0 0 0 0 Oil Lines: 1ŌĆÖto4ŌĆØ 18 7 3.6% 1.4% Surface Hairiness & Piling: 2ŌĆÖto4.6ŌĆØ 20 10 4% 2% Bowing 3.5ŌĆÖto6.5ŌĆØ 10 4 2% .8% Figure 10. Major knitting fault of lacoste fabric Calculation: % of fault in existing process: Drop Stitches (Holes): Number of Fault in 500 meter fabric is 25, So the no. of fault in 100 meter fabric is = (20x100)/500 = 5% The rest fault percentage is calculated in the same way. % of fault in developing process: Drop Stitches (Holes): Number of Fault in 500 meter fabric is 5 So the no. of fault in 100 meter fabric is = (5x100)/500 = 1% The rest fault percentage is calculated in the same way. 0.00% 1.00% 2.00% 3.00% 4.00% 5.00% 6.00% % of faults existing process % of fault developing process
- 10. 128 Muhammad Abu Taher et al.: Study on Different Types of Knitting Faults, Causes and Remedies of Knit Fabrics 3.4.1. Percentage of Knitting Faults in Lacoste Fabric Figure 11. Percentage of dyeing faults in lacsote fabric 3.5. For Pique Fabric: (500 Meter) Table 5. Fault of pique fabric (500 meter) Type of faults Size of faults No. of fault existing process No. of fault developing process % of faults existing process % of fault developing process Drop Stitches (Holes) 1.1ŌĆØ to 2.5ŌĆØ 20 8 4% 1.6% Barriness: 2.5ŌĆØto5.5ŌĆØ 18 8 3.6% 1.6% Streakiness: 2..7ŌĆÖto6ŌĆØ 12 8 2.4% 1.6% Snarls: 1.1ŌĆØto2.25ŌĆØ 20 10 4% 2% Contaminations: 1ŌĆØto2.5ŌĆØ 25 10 5% 2% Spirality 3.5ŌĆØto6ŌĆØ 15 7 3% 1.4% Needle Lines: 3ŌĆØto5.5ŌĆØ 20 8 4% 1.6% Sinker Lines : 2.5ŌĆØto5.6ŌĆØ 0 0 0 0 Oil Lines: 1ŌĆÖto4ŌĆØ 20 7 4% 1.4% Surface Hairiness & Piling: 2ŌĆÖto4.6ŌĆØ 18 6 3.6% 1.2% Bowing 3.5ŌĆÖto6.5ŌĆØ 10 4 2% .8% Calculation: % of fault in existing process: Drop Stitches (Holes): Number of Fault in 500 meter fabric is 20, So the no. of fault in 100 meter fabric is = (20x100)/500 = 4% The rest fault percentage is calculated in the same way. % of fault in developing process: Drop Stitches (Holes): Number of Fault in 500 meter fabric is 8 So the no. of fault in 100 meter fabric is = (8x100)/500 = 1.6% The rest fault percentage is calculated in the same way. Drop Stitches (Holes) Barriness Streakiness Snarls Contaminations Spirality Needle Lines Sinker Lines Oil Lines Surface Hairiness & Piling Bowing
- 11. International Journal of Textile Science 2016, 5(6): 119-131 129 Figure 12. Major knitting fault of pique fabric 3.5.1. Percentage of Knitting Faults in Pique Fabric Figure 13. Percentage of dyeing faults in pique fabric 0.00% 1.00% 2.00% 3.00% 4.00% 5.00% 6.00% % of faults existing process % of fault developing process Drop Stitches (Holes) Barriness Streakiness Snarls Contaminations Spirality Needle Lines Sinker Lines Oil Lines Surface Hairiness & Piling Bowing
- 12. 130 Muhammad Abu Taher et al.: Study on Different Types of Knitting Faults, Causes and Remedies of Knit Fabrics 3.6. For Fleece Fabric: (500 Meter) Table 6. Fault of fleece fabric (500 meter) Type of faults Size of faults No. of fault existing process No. of fault developing process % of faults existing process % of fault developing process Drop Stitches (Holes) 1.1ŌĆØ to 2.5ŌĆØ 20 8 4% 1.6% Barriness: 2.5ŌĆØto5.5ŌĆØ 16 6 3.2% 1.2% Streakiness: 2..7ŌĆÖto6ŌĆØ 15 8 3% 1.6% Snarls: 1.1ŌĆØto2.25ŌĆØ 20 8 4% 1.6% Contaminations: 1ŌĆØto2.5ŌĆØ 30 10 6% 2% Spirality 3.5ŌĆØto6ŌĆØ 16 8 3.2% 1.6% Needle Lines: 3ŌĆØto5.5ŌĆØ 20 8 4% 1.6% Sinker Lines : 2.5ŌĆØto5.6ŌĆØ 15 0 0 0 Oil Lines: 1ŌĆÖto4ŌĆØ 16 6 3.2% 1.2% Surface Hairiness & Piling: 2ŌĆÖto4.6ŌĆØ 20 8 4% 1.6% Bowing 3.5ŌĆÖto6.5ŌĆØ 15 5 3% 1% Figure 14. Major knitting fault of fleece fabric Calculation: % of fault in existing process: Drop Stitches (Holes): Number of Fault in 500 meter fabric is 20, So the no. of fault in 100 meter fabric is = (20x100)/500 = 4% The rest fault percentage is calculated in the same way. % of fault in developing process: Drop Stitches (Holes): Number of Fault in 500 meter fabric is 8 So the no. of fault in 100 meter fabric is = (8x100)/500 = 1.6% The rest fault percentage is calculated in the same way. 0.00% 1.00% 2.00% 3.00% 4.00% 5.00% 6.00% % of faults existing process % of fault developing process
- 13. International Journal of Textile Science 2016, 5(6): 119-131 131 3.6.1. Percentage of Knitting Faults in Fleece Fabric Figure 15. Percentage of dyeing faults in fleece fabric 4. Findings and Suggestions Many faults are coming from yarn and knitting but we have to ensure that from where the fault is coming and causes/remedies will also be according to the source. According to this figure, 50% of the fault causes represents 80% of the recorded faults. This means that faults linked unsettled fabric, holes and dropped stitches have to be repaired in priority to improve significantly fabric quality. [8]. Morphological analysis: A system has been developed knitted fabric parameters using image analysis techniques. This technique can be used to evaluate courses per unit length, wales per unit length, fabric cover and weight per unit area [9]. 5. Conclusions Faults found in knitted fabric mainly originated from three separate aspects e.g. (i) Faults due to yarn, (ii) faults occur during knitting and (iii) faults occur due to environment. In order to ensure quality of knitted fabric one must ensure coordination of all the three aspects mentioned above. We believe that our work will help the people working in the knitting industry to identify the source of detected faults & proposes specific solutions for these faults causes. So knitters can take necessary remedial steps to overcome the faults. Some knitting faults are remain till the fabric is finished but this type of fault easily remove by dyeing condition. This report is able to give a deep concept about knit faults, causes and their remedies. REFERENCES [1] Mouritz, A., et al., Review of applications for advanced three-dimensional fibre textile composites. Composites Part A: applied science and manufacturing, 1999. 30(12): p. 1445-1461. [2] Kader, G. and M.N. Rana, Study on Quality Issues in Circular Weft Knitting. 2013, Daffodil International University. [3] Gebru, K., Identifying defect causes of weft greige knitted fabric: the Case. 2014, Citeseer. [4] Asefa, L., Measuring National Quality Cost in Ethiopian Import Export Products. 2013, aau. [5] Spencer, D. J., Knitting technology: a comprehensive handbook and practical guide. Vol. 16. 2001: CRC Press. [6] Johnson-Laird, P.N., The computer and the mind: An introduction to cognitive science. 1988: Harvard University Press. [7] Kalayu, G., Identifying defect causes of weft greige knitted fabric: the Case of MAA-Garment & Textiles Factory. 2014, Mekelle University. [8] Jardine, A.K., D. Lin, and D. Banjevic, A review on machinery diagnostics and prognostics implementing condition-based maintenance. Mechanical systems and signal processing, 2006. 20(7): p. 1483-1510. [9] Abou-Ana, M., et al., Assessing structural changes in knits during processing. Textile research journal, 2003. 73(6): p. 535-540. Drop Stitches (Holes) Barriness Streakiness Snarls Contaminations Spirality Needle Lines Sinker Lines Oil Lines Surface Hairiness & Piling Bowing