Thermal hyrolysis of biosolids & bnr digester lystek
•
1 like•966 views

The document discusses Lystek's thermal hydrolysis technology for treating biosolids. The technology hydrolyzes biosolids at low temperature and pressure to produce an enhanced liquid fertilizer product. This product can be used to improve biogas production in anaerobic digesters by over 30% and reduce biosolids volumes by over 20%. It can also serve as a carbon source for biological nutrient removal systems. The hydrolysis process is more energy efficient than conventional thermal hydrolysis and produces a stable, pathogen-free liquid biofertilizer suitable for agricultural land application.






























Thermal hyrolysis of biosolids & bnr digester lystek
- 1. Thermal Hydrolysis of Biosolids & BNR/Digester Enhancement PRESENTED BY: Rick Mosher & Ajay Singh
- 2. Content • The Company, Experience & Technology • System and Operational Aspects • Anaerobic Digester & BNR Enhancement • Agricultural Applications • Summary
- 4. Lystek - The Company • Utilizing biosolids & other organics resources by processing through on- and off-site solutions: - Producing Enhanced treated / Class A EQ product - Improving WWTP processes utilizing Lystek’s hydrolyzed product • Developed at University of Waterloo, Canada in year 2000 • Experienced management team in the organic waste management, wastewater industry, agriculture and marketing • Ownership: Management & RW Tomlinson, Ottawa (>1000 employees, billion dollar (+) corp. = financial strength & backing)
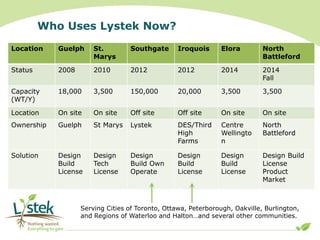
- 5. Who Uses Lystek Now? Location Guelph St. Marys Southgate Iroquois Elora North Battleford Status 2008 2010 2012 2012 2014 2014 Fall Capacity (WT/Y) 18,000 3,500 150,000 20,000 3,500 3,500 Location On site On site Off site Off site On site On site Ownership Guelph St Marys Lystek DES/Third High Farms Centre Wellingto n North Battleford Solution Design Build License Design Tech License Design Build Own Operate Design Build License Design Build License Design Build License Product Market Serving Cities of Toronto, Ottawa, Peterborough, Oakville, Burlington, and Regions of Waterloo and Halton…and several other communities.
- 6. Lystek Technology – Overview • Low Temperature Physical Chemical Hydrolysis Technology - A back-end solution, installed after dewatering • Produces a multi-purpose, hydrolysed product for: - Anaerobic Digester Enhancement • Improve biogas yields by >30% • Reduce biosolids volumes by >20% - BNR System Enhancement – a cost effective, alternative carbon source - Liquid biofertilizer – CFIA registered (Canada) / Enhanced treated (UK)/ Class A EQ (USA) – high organic matter & NPK – interest and demand from farm sector is exceptionally high
- 7. Technical/Scientific Basis • Cell disintegration & hydrolysis of complex organic molecules into simpler compounds • Process makes the residual recalcitrant volatile solids in digested biosolids more amenable to further biodegradation when re-fed to anaerobic digester = “LysteMize” • Hydrolyzed product provides readily available organics for AD and BNR system + nutrients for soil/plants • Product contains >40% of the TCOD as SCOD • Product contains 10-fold higher VFA as compared to standard, biosolids cake
- 8. Lystek vs. Typical Thermal Hydrolysis Items Typical Thermal Hydrolysis Lystek Hyrdrolysis Technology High temperature, high pressure hydrolysis Low temperature, high shear, physical-chemical hydrolysis Process condition 160-170oC for 20 - 60 min @ 100 - 130 psi, multiple steps 70-75oC, 45 min, pH 9.5–10.0, high shear, atm. Press., one step Heat source High pressure steam boiler Low pressure steam boiler or CHP Installation Prior to anaerobic digestion, interferes with existing WWTP processes After anaerobic digestion and dewatering, no interference with existing WWTP processes Side stream / residues High N centrate from first stage dewatering - extensive treatment None Dewatering Two stage: pre- and post-AD One stage conventional after AD Footprint Large Small Capital cost High Low
- 9. Lystek Process - Simple PFD SOLID FEEDSTOCK HOPPER BRIDGE Nothing wasted .. Everything to gain. ________ DEWATERED BIOSOLIDS -IPROGRESSIVE CAVI"TY PUMP HIGH SPEED MIXER MIXING TANK PRODUCT PUMP ALKALI .-----------I+, STORAGE 7 ALKALI STORAGE TANK
- 10. LysteGroTM Product • Homogeneous liquid/ high solid (15-19%) product • Viscosity <5,000 cP • Fully pumpable using conventional liquid equipment • Enhanced treated, pathogen-free / Class A EQ • Nutrient rich (NPK 4:3:2) • Long-term storage stability • No pathogen regrowth • Huge demand from the agricultural sector
- 12. On-Site Facility (Post Dewatering) 25,000 WT facility/ 95 sq. m. (1000 sq. ft.) Nothing wasted.. Everything to gain. - ------------------,'
- 13. Regional Facility (Off-Site) Southgate, Ontario - 150,000 WT/year Nothing wasted.. Everything to gain. - ------------------,'
- 14. Regional Facility Lystek Reactor –10 WT/h Nothing wasted.. Everything to gain. ____
- 15. Regional Facility Low pressure boiler Biofilter for odour control Lined & Covered Storage Lagoons
- 16. Operations • Small footprint - 95 sq. m. (1000 sq. ft.) - 25,000 WT / 230 sq. m. (2500 sq. ft.) - 100,000 WT • Installation: - Simple equipment, quick installation, modular system - No high temperature / pressure vessels required • Operations - Simple, fully automated SCADA control - Low maintenance • Labour - Minimum operator attention, - <2 man hours per day
- 17. Operational Parameters • Power input (pumps/mixer) - 52-58 KWH per dry ton - High speed shear • KOH/NaOH input (45-50% solution) - 80-90 kg (175-195 lbs)/dry ton to pH 9.5-10.0 • Temperature • 70-75oC / 158-167oF / 30 min / Class A regime • Natural gas - Low pressure steam boiler or CHP heat source - 13-15m3 natural gas per dry ton
- 18. Strict Odour Control • Totally enclosed facility – feedstock material receiving and processing area, enclosed reactors, air handling and odor abatement train • Storage: enclosed storage tanks, covered lagoons • The product: stable, homogeneous, reduced odor, no pathogen regrowth, limited exposure to air • Transport: enclosed tanker vehicles • Land application: sub-surface injection
- 19. Performance Indicators • Biosolids feedstock input - Anaerobically or aerobically digested biosolids - Undigested sludge & source separated organics - Solids 1% to 35% @ 15-19% solids level in the reactor • Re-feeding hydrolysed product into anaerobic digesters - Up to 50% of the product can be re-fed into digesters - >30% more biogas yield potential - >20% additional VS breakdown after re-feeding • Re-feeding hydrolysed product into BNR - Up to 30% of the product can be re-fed into BNR - Replaces commercial methanol or glycerol
- 20. Greenhouse Gas Reduction Potential Biosolids management scenarios GHG Estimate (Mg CO2 eq. / 100 DT AD biosolids eq.) Landfill 297 to 335 Incineration - 23 to 224 Heat drying 51 to 71 Compost 6 to 34 Land application (Class B cake) - 40 Lystek AD biosolids to land - 49 Lystek, 30% recycle to AD, electricity production, rest to land - 47 Lystek, 30% recycle to AD, heat production, rest to land - 63 BEAM Model 1.1
- 22. LysteMize - Digester & BNR Optimization Sewage Nothing wasted. HEADWORKS lyslek Recyde loBNA lystek 8iosolids for Beneficial Reuse on Agricultural Land Everything to gain. ________ tnlemal Recirculation Retum Activated Sludge Dn.m Thickener SECONDARY CLARIFIERS Dlgesl'" S~lanl CENTRIFUGE SECONDARY DIGESTER lystek Recycle to Pnmasy Digester PRIMARY DIGESTER UV DISINFECTION Waste Activated ROTARY DRUM THICKENER Final E1fIuent
- 23. Digester and BNR System Enhancement • Improved biogas yields in Anaerobic digester - Independent lab studies at Canadian and the US Universities and onsite pilot tests have shown potential of re-feeding Lystek biosolids to anaerobic digester - Lystek processed biosolids are 50-60% further biodegradable - 30-50% more biogas potential with Lystek product • Carbon source Enhanced BNR system - Independent lab studied have indicated potential of Lystek biosolids as carbon source in BNR system - Lystek biosolids shows equal or higher specific denitrification rates (SDNR) (mg NOx-N/mg VSS) compared to conventional glycerol, methanol or acetic acid
- 25. Value of the LysteGroTM Fertilizer • Balanced agricultural nutrient source, fertilizer value $90- $100/1000 gal • N-P2O5-K2O = 30-35-30 lbs/1000 gal, in the year of application • S 15 lbs/1000 gal, Ca 45 lbs/1000 gal and other micronutrients such as Cu, Zn, B, Mg etc. • Application rates = 3000 – 4000 gal/acre • Organic matter = ~5%
- 26. LysteGro vs. Chemical Fertilizer Trial With LysteGro - ear leaf strong color With Chemical Fertilizer – ear leaf firing
- 27. LysteGro vs. Chemical Fertilizer Trial Tassel stage - leaves yellowing due to lack of available N & K Tassel stage - strong leaf color - critical stage of development
- 29. One System = Multiple Benefits Produce a Class A EQ Fertilizer Product Optimize Digesters & BNR systems
- 30. Advanced Technology & Benefits • Lystek System - Low capital cost - Small foot print - modular system – easy to expand - Minimum operator attention – Fully automated / SCADA - Simple to operate, easy to maintain – standard equipment, low pressure steam, no heat exchangers - No side centrate or waste stream for further treatment - Flexible, back-end solution (after dewatering) - no interferences - Can be paired with (other), existing, pre-treatment processes - Multi-use end product • Strong R&D program - Academic and industrial collaborations for continuous process and product improvement
- 31. Thank You Nothing wasted. Everything to gain. t: 226-444-0186 e: info@lystek.com w: www.lystek.com s: