Tuzzi wcm flow PPA it
ŌĆó
0 likesŌĆó663 views

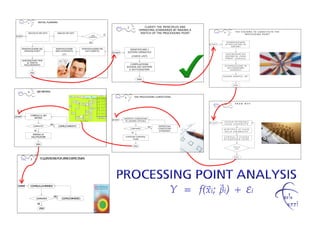
1. The document outlines steps for initial planning and clarification of a processing point system, including identifying the systems, stratifying data, and composing a schematic of the processing point. 2. A QM matrix is compiled to analyze machine characteristics and their degree of influence on output. 3. Potential causes of variability are identified by studying current working conditions, identifying causes of non-conformities, and compiling a re-pilot causes checklist.
Tuzzi wcm flow PPA it
- 1. 1 INITIAL PLANNING 2 CLARIFY THE PRINCIPLES AND OPERATING STANDARDS BY MAKING A 3 T H E S Y S T E M S T O C O N S T IT U T E T H E RACCOLTA DEI DATI ANALISI DEI DATI SKETCH OF THE PROCESSING POINT P R O C E S S IN G P O IN T SONO SI START AGGREGATI? NO S C O M P O S IZ IO N E START A T T R E Z Z A T U R A IN S IS T E M I IDENTIFICAZIONE DEL IDENTIFICAZIONE STRATIFICAZIONE DEI IDENTIFICARE I ŌĆ×PROCESS POINTŌĆØ AREA INTERVENTO DATI (PARETO) START SISTEMI OPERATIVI (ZT) D E S C R IZ IO N E D E I (CHECK LIST) S IS T E M I IN ŌĆ×C O S A F A N N O ŌĆØ (G E N E R IC O ) ASSEGNAZIONE TEMA AL TEAM DI MIGLIORAMENTO COMPILAZIONE S C O M P O S IZ IO N E IN SCHEDA DEI SISTEMI S O T T O S IS T E M I E SOTTOSISTEMI (G E N E R IC O ) END S C H E M A G R A F IC O ŌĆ×P P ŌĆØ END END 6 QM MATRIX Inspection item Q Process control item Machine characteristics Section M Characteristics Check Large Medium Small 5 THE PROCESSING CONDITIONS Screw Clearance clearance Rubber ŌĆó Mooney property ŌĆó Hardness No Motor K N O W- W H Y ŌĆó Foreign r.p.m. vibration rotation 4 substances Output Bank quantity: Rubbe quantity constant r for Hot water supply extruder supply Rubber thickness quantity Bank Temperature 60 Ōäā Temperature quantity of hot water constant Cutter Feed width position Machine Feed Mandrel characteristics thickness thickness COMPILA IL QM Roller START Crown crown Crown Roller shape quantity MATRIX Diameter: 0.25 VERIFICA CONDIZIONI Offset: 5/1000 Degree of influence Roller Offset START Roller shape quantity clearance Fig. 6.12 MQ analysis DI LAVORO ATTUALI S T U D IO P O T E N Z IA L I S T A R T NO C A U S E V A R IA B IL IT A ŌĆÖ COMPLETO? COMPLETAMENTO NO RIPRISTINO CONFORMI? CONDIZIONI ID E N T IF IC A L E C A U S E SI STANDARD D E L L A V A R IA B IL IT A ŌĆÖ SI ESEGUI LA VALUTAZIONE STESURA CONTROL C O M P IL A L A S C H E D A PLAN D I R IE P IL O G O C A U S E END END C H E C K LIS T E N D 7 5 Q ES N FO Z O D U TIO S R ER EFEC ES TIV S R TA T C M O PILA LA M TR E A IC NO C M O PLETO? C M O PLETA EN M TO SI END