Under water welding ppt
Download as PPTX, PDF16 likes8,169 views
Hyperbaric welding is the process in which a chamber is sealed around the structure to be welded and is filled with a gas ( He and Oxygen) at the prevailing pressure.
1 of 22
Downloaded 444 times





















Recommended
Underwater welding
Underwater weldingDERALD FURTADO
Ėý
Underwater welding is an important technique used for underwater fabrication. There are two main types: wet welding, where welding is performed directly under water using a special electrode, and dry welding, where an enclosed chamber is used to displace water and allow welding in a dry environment filled with gas. Wet welding is more common due to greater freedom of movement but has higher risks, while dry welding has higher costs but lower risks. Underwater welding requires higher currents than air welding due to water cooling the weld. It is used in offshore construction, ship repair, and salvage operations. Underwater welders require commercial diving certification and welding qualifications.UNDER WATER WELDING
UNDER WATER WELDINGAkash Kumar
Ėý
This document provides an overview of underwater welding, including a brief history, the two main types (wet and dry welding), advantages and disadvantages of each, applications, risks involved, safety rules, and future developments. It discusses how underwater welding was pioneered in the 1930s in Russia and how the techniques have evolved. Wet welding is done directly in water while dry welding uses an enclosed chamber. Underwater welding is used to repair ships, offshore platforms, and pipelines and allows construction in underwater environments. Safety is important due to risks like electric shock and gas explosions. The future of underwater welding may include increased automation and new techniques like friction welding.Under water welding
Under water weldingEr Soumyabrata Basak
Ėý
Underwater welding is used for repairing offshore structures like oil rigs and pipelines. There are two main types: wet welding, where welding occurs directly in water using techniques like MMA; and dry welding, where a chamber is created to weld in a dry environment, with techniques like GTAW and GMAW. Wet welding is cheaper but results in poorer weld quality due to quenching, while dry welding produces higher quality welds but requires more complex and expensive equipment like hyperbaric chambers. Proper insulation and ventilation are needed to address risks like electric shock and gas accumulation. Underwater welding is an important but challenging field with ongoing research into deeper diving capabilities.Under water welding PPT
Under water welding PPTvikas p.s
Ėý
the paper presentation which we fetched information through refering more ppts and journals. hope it may be useful guys. Underwater welding
Underwater weldingShobhit Ishan
Ėý
The document discusses underwater welding technology. It describes how underwater welding was first developed by the British Admiralty and then special waterproof electrodes were created. It discusses the different types of underwater welding including wet welding, dry welding using hyperbaric chambers, and different habitat sizes. It outlines the challenges of underwater welding including costs and equipment needs. It also discusses the welding processes, necessary equipment, safety considerations, and developing automation trends in the field.under water welding
under water weldingVenkata Nani
Ėý
This document discusses two types of underwater welding: dry welding and wet welding. Dry welding takes place inside a sealed chamber filled with gas that is pressurized to the surrounding water pressure. It has advantages like welder safety and good weld quality but high costs. Wet welding occurs directly in water and is cheaper and faster but results in lower weld strength due to rapid cooling in water. The document provides details on the types, advantages, and disadvantages of each underwater welding method.Under water welding.smnr
Under water welding.smnrChuchu Beera
Ėý
The document discusses underwater welding. It begins by explaining that underwater welding involves processes that join steel on offshore structures, pipelines, and ships underwater. It then covers the principles of underwater welding, classifications of wet and dry underwater welding, advantages and disadvantages of each method, risks and safety considerations, and applications of underwater welding such as offshore construction and ship repair. It concludes by discussing future developments in automation and new techniques like friction welding.UNDER WATER WELDING
UNDER WATER WELDINGmohammad zuber ahmed
Ėý
underwater welding is the process of welding at elevated pressures, normally underwater. Hyperbaric welding can either take place wet in the water itself or dry inside a specially constructed positive pressure enclosure and hence a dry environment. It is predominantly referred to as "hyperbaric welding" when used in a dry environment, and "underwater welding" when in a wet environment. The applications of hyperbaric welding are diverseâit is often used to repair ships, offshore oil platforms, and pipelines. Steel is the most common material welded.
Welding processes have become increasingly important in almost all manufacturing industries and for structural application.[5] Although a large number of techniques are available for welding in atmosphere, many of these techniques cannot be applied in offshore and marine application where presence of water is of major concern
Under water welding
Under water weldingomsingh384
Ėý
This document discusses underwater welding. It begins with an introduction stating that underwater welding allows for the assembly or repair of structures underwater. It then discusses the origin of underwater welding in the 1930s by a Russian metallurgist. There are two main types: dry welding using an enclosed chamber with elevated gas pressure, and wet welding directly exposed to water using special electrodes. Advantages include safety for dry welding and versatility for wet welding. Applications include offshore construction, shipbuilding, pipelines, salvaging sunken vessels, and oil refineries. The document concludes by discussing future areas of automation, mechanization, inspection techniques, and new welding methods.Underwater welding 1[1]![Underwater welding 1[1]](https://cdn.slidesharecdn.com/ss_thumbnails/underwaterwelding11-180325142223-thumbnail.jpg?width=560&fit=bounds)
Underwater welding 1[1]Er Abhishek Kumar
Ėý
This document provides an overview of underwater welding, including its history, classifications, working principles, advantages, disadvantages, and applications. Underwater welding can be classified as either wet welding, where the welder works directly in water, or dry welding, where welding occurs inside a pressurized chamber. While wet welding is faster and cheaper, it produces lower quality welds compared to dry welding. Underwater welding is used for repairs of ships and structures and construction of pipelines and offshore oil rigs.Underwaterwelding 121020023417-phpaaa
Underwaterwelding 121020023417-phpaaaArup Pal
Ėý
This document provides an overview of underwater welding. It discusses two main types: wet welding, which is performed directly in water using specialized electrodes, and dry welding, where a chamber is created to allow welding in a dry environment. Wet welding is cheaper and faster but results in lower quality welds due to poor visibility and rapid cooling in water. Dry welding allows for higher quality welds but is more expensive due to specialized equipment needs. Underwater welding has applications in offshore construction, ship repair, and salvage operations where it provides a means for metal fabrication and joining underwater.Technical seminar
Technical seminarRenukaReddyVudumula
Ėý
Underwater welding is a process similar to normal welding but performed underwater. It can be done through two methods - wet welding, which is done directly in water using waterproof electrodes, or dry welding, which uses a pressurized chamber filled with gas. Wet welding has advantages like minimal equipment needs and speed but risks like quenching and hydrogen embrittlement. Dry welding is safer but more complex and costly. Precautions must be taken to mitigate risks like electric shock, oxygen depletion, and pressure changes when underwater welding. Automation is increasingly being used to perform underwater welding.Dry welding and wet welding
Dry welding and wet weldingE mechatroonix
Ėý
The document discusses two methods for underwater welding: wet welding and dry welding. Wet welding involves welding directly in water and has advantages such as being the cheapest and fastest method, but disadvantages such as poor visibility and risk of hydrogen embrittlement. Dry welding involves welding in a pressurized chamber and has advantages like better weld quality and worker safety, but higher costs associated with the complex equipment required. The document compares the pros and cons of each welding method.Underwater welding
Underwater weldingRAVI KUMAR
Ėý
Underwater welding can be classified as wet welding or dry welding. Wet welding is performed directly in water using manual arc welding, which has advantages of lower cost but risks of cracking and poor visibility. Dry welding uses a chamber near the work area and gas metal arc welding for better quality welds and welder safety, but requires more complex equipment and has higher costs. Underwater welding is used for ship repair and construction, offshore energy structures, and other underwater fabrication work, but poses electric shock and explosion risks that require inspections.underwater welding
underwater weldingrajatjaiswal48
Ėý
Welding processes have become increasingly important in almost all manufacturing industries and for structural application. Although a large number of techniques are available for welding in atmosphere, many of these techniques cannot be applied in offshore and marine application where presence of water is of major concern. In this regard, it is relevant to note that a great majority of offshore repairing and surfacing work is carried out at a relatively shallow depth, in the region intermittently covered by the water known as the splash zone. Though numerically, most ship repair and welding jobs are carried out at a shallow depth, the most technologically challenging task is repair at greater depths, especially in pipelines and repair of accidental failure. The advantages of underwater welding are largely of an economic nature, because underwater-welding for marine maintenance and repair jobs by passes the need to pull the structure out of the sea and saves valuable time and dry docking costs. It is also an important technique for emergency repairs which allow the damaged structure to be safely transported to dry facilities for permanent repair or scrapping. Underwater welding is applied in both inland and offshore environments, though seasonal weather inhibits offshore underwater welding during winter. In either location, surface supplied air is the most common diving method for underwater welders. Underwater welding is an important tool for underwater fabrication works.
Underwater hyperbaric welding was invented by the Russian metallurgist Konstantin Khrenov in 1932.
Hyperbaric welding is the process of welding at elevated pressures, normally underwater. Hyperbaric welding can either take place wet in the water itself or dry inside a specially constructed positive pressure enclosure and hence a dry environment. It is predominantly referred to as "hyperbaric welding" when used in a dry environment, and "underwater welding" when in a wet environment. The applications of hyperbaric welding are diverseâit is often used to repair ships, offshore oil platforms, and pipelines. Steel is the most common material welded.Under water welding
Under water weldingM. Soundarrajan
Ėý
This document discusses underwater welding, including its need, requirements, processes, equipment, classifications, advantages, disadvantages, applications, risks, and developments. Specifically, it outlines the differences between normal welding and underwater welding, describes wet and dry welding processes, and discusses the risks and difficulties of underwater welding including electric shock and gas explosions.Under water welding
Under water weldingNandish Nandi
Ėý
Underwater welding includes a lot of different processes that join metals on offshore oil platforms, pipelines & ships .It is the process of welding under water using various techniques under various conditions.....etc.!!!Underwater welding
Underwater weldingShobhit Ishan
Ėý
Underwater welding can be classified as dry welding, which uses sealed chambers, or wet welding, which is performed directly in water. Dry welding produces higher quality welds but requires more complex and expensive equipment. Wet welding is more economical but results in lower weld quality due to water's quenching effect. The underwater environment affects welds by introducing hydrogen that causes embrittlement and oxygen that increases porosity. Weld quality declines with increasing depth due to higher pressures. Proper welding equipment and techniques can help reduce these negative impacts.Underwater welding
Underwater weldingE mechatroonix
Ėý
Dry welding and wet welding.
For more presentations and seminars, references,
Go to www.EMechatronix.comUnderwater welding
Underwater weldingRijo Jose
Ėý
Underwater welding is a specialized welding process that involves welding at depths below the surface of water. It can be classified as wet welding, where welding is done directly in water, or dry welding, where a dry chamber is created to perform the welding. Wet welding uses manual metal arc welding with direct current power and special electrodes. It allows for work in difficult to reach areas but results in lower quality welds due to quenching from the water. Dry welding produces higher quality welds by working in a pressurized chamber, but requires more complex and expensive equipment. Underwater welding is used for offshore construction, ship repair, and pipeline maintenance.Under water-welding
Under water-weldingAmandeep Saini
Ėý
this is the best presentation to get the clear idea and knowledge about Under Water Welding. this the best way to get to know about this topic. and this presentation is from Army institute of Technology pune.Underwater Welding
Underwater WeldingKaran Prajapati
Ėý
It is the welding process done under the water with the help of two methods : Dry Welding and Wet Welding. The presentation provides basic knowledge on the underwater welding and it's respective techniques.liquid penetrant test and ultrasonic test
liquid penetrant test and ultrasonic testJaya Teja (Ph.D)
Ėý
Liquid penetration testing involves applying a penetrant to the surface of a component to reveal surface-breaking flaws. The penetrant is drawn into flaws by capillary action and then removed from the surface and developed to highlight the flaws. The process involves cleaning, applying penetrant, removing excess penetrant, applying a developer, and visual inspection. It can detect small surface flaws but only on non-porous surfaces where the penetrant can enter flaws.Plastic welding
Plastic weldingMU
Ėý
This document discusses different types of plastic welding. It describes five main types: hot gas plastic welding, laser welding, hot plate plastic welding, ultrasonic plastic welding, and friction welding. For each type, it provides details on the welding process and how heat is applied to fuse plastic materials. The document also covers the advantages of plastic welding, such as its speed, cleanliness, and ability to create permanent welds. Disadvantages include the permanence of welds and costs associated with some methods. Applications are in automotive and other industries where plastic welding provides a fast, lightweight joining method.welding process
welding processMel Paras
Ėý
Welding is a process where two metal pieces are joined by heating them with an electric arc or gas flame with an electrode or gas torch, with or without the application of pressure. There are several common welding processes including shielded metal arc welding (SMAW), gas metal arc welding (GMAW), flux cored arc welding (FCAW), gas tungsten arc welding (GTAW), and submerged arc welding (SAW). Each process has advantages for different applications but also limitations.Frictional welding
Frictional weldingLahiru Dilshan
Ėý
Frictional welding is a solid-state welding process that uses relative motion and high force between two contacting workpieces to generate heat through friction and form a joint. There are different types of frictional welding processes defined by the motion used - linear, rotary, stir, radial, and orbital friction welding. Frictional welding produces joints with low surface impurities and narrow heat-affected zones. It can join similar and dissimilar metals for applications in automotive, aerospace, consumer products, medical, and other industries.Friction welding 
Friction welding Preeti Joddabge
Ėý
Friction welding is a solid state joining process that uses mechanical friction to fuse materials together without melting. There are several types of friction welding including spin welding, linear friction welding, friction surfacing, and friction stir welding. The process involves rotating or oscillating one material against another under pressure to generate heat and plasticize the surfaces. Friction welding produces high quality welds with small heat affected zones and without the need for filler metals. It has advantages over other welding methods like lower heat input and cost. However, it is generally limited to flat geometries and small parts.Seminar on welding
Seminar on weldingPRAVEEN JALARADDI
Ėý
This document may help the people who are looking for effective welding, make full use of this presentation.UNDERWATER PPT.pptx
UNDERWATER PPT.pptxRohitKawlani
Ėý
Underwater welding has been developed and improved over several decades. Some key developments include the first underwater welds by the British Admiralty in the 1940s, specialized waterproof electrodes created in the 1970s, and qualification of an underwater wet welding procedure to AWS standards. There are two main types of underwater welding - wet welding, which is done directly in the water, and dry welding, which uses pressurized habitats. Underwater welding is used for offshore construction, ship repair, salvaging sunken vessels, and repairing underwater pipelines. While it enables work in places not accessible otherwise, it also presents risks like hydrogen embrittlement and decompression sickness that require safety precautions.Underwaterwelding 
Underwaterwelding Ų
ØŲ
ØŊ Ø·Ų ØĢØŲ
ØŊ
Ėý
Underwater welding is a specialized process that involves welding while submerged in water or in a pressurized environment. There are two main types of underwater welding - wet welding, which is done directly in water, and dry welding, which uses a pressurized habitat or chamber. Welding must account for the risks of hydrogen embrittlement, rapid quenching effects on material properties, and risks to the welder's health from changes in pressure. Precautions include adequate electrical insulation, venting of gases and voids, and monitoring the welder's safety. Automation of certain underwater welding tasks is also being developed to reduce risks.More Related Content
What's hot (20)
Under water welding
Under water weldingomsingh384
Ėý
This document discusses underwater welding. It begins with an introduction stating that underwater welding allows for the assembly or repair of structures underwater. It then discusses the origin of underwater welding in the 1930s by a Russian metallurgist. There are two main types: dry welding using an enclosed chamber with elevated gas pressure, and wet welding directly exposed to water using special electrodes. Advantages include safety for dry welding and versatility for wet welding. Applications include offshore construction, shipbuilding, pipelines, salvaging sunken vessels, and oil refineries. The document concludes by discussing future areas of automation, mechanization, inspection techniques, and new welding methods.Underwater welding 1[1]
Underwater welding 1[1]Er Abhishek Kumar
Ėý
This document provides an overview of underwater welding, including its history, classifications, working principles, advantages, disadvantages, and applications. Underwater welding can be classified as either wet welding, where the welder works directly in water, or dry welding, where welding occurs inside a pressurized chamber. While wet welding is faster and cheaper, it produces lower quality welds compared to dry welding. Underwater welding is used for repairs of ships and structures and construction of pipelines and offshore oil rigs.Underwaterwelding 121020023417-phpaaa
Underwaterwelding 121020023417-phpaaaArup Pal
Ėý
This document provides an overview of underwater welding. It discusses two main types: wet welding, which is performed directly in water using specialized electrodes, and dry welding, where a chamber is created to allow welding in a dry environment. Wet welding is cheaper and faster but results in lower quality welds due to poor visibility and rapid cooling in water. Dry welding allows for higher quality welds but is more expensive due to specialized equipment needs. Underwater welding has applications in offshore construction, ship repair, and salvage operations where it provides a means for metal fabrication and joining underwater.Technical seminar
Technical seminarRenukaReddyVudumula
Ėý
Underwater welding is a process similar to normal welding but performed underwater. It can be done through two methods - wet welding, which is done directly in water using waterproof electrodes, or dry welding, which uses a pressurized chamber filled with gas. Wet welding has advantages like minimal equipment needs and speed but risks like quenching and hydrogen embrittlement. Dry welding is safer but more complex and costly. Precautions must be taken to mitigate risks like electric shock, oxygen depletion, and pressure changes when underwater welding. Automation is increasingly being used to perform underwater welding.Dry welding and wet welding
Dry welding and wet weldingE mechatroonix
Ėý
The document discusses two methods for underwater welding: wet welding and dry welding. Wet welding involves welding directly in water and has advantages such as being the cheapest and fastest method, but disadvantages such as poor visibility and risk of hydrogen embrittlement. Dry welding involves welding in a pressurized chamber and has advantages like better weld quality and worker safety, but higher costs associated with the complex equipment required. The document compares the pros and cons of each welding method.Underwater welding
Underwater weldingRAVI KUMAR
Ėý
Underwater welding can be classified as wet welding or dry welding. Wet welding is performed directly in water using manual arc welding, which has advantages of lower cost but risks of cracking and poor visibility. Dry welding uses a chamber near the work area and gas metal arc welding for better quality welds and welder safety, but requires more complex equipment and has higher costs. Underwater welding is used for ship repair and construction, offshore energy structures, and other underwater fabrication work, but poses electric shock and explosion risks that require inspections.underwater welding
underwater weldingrajatjaiswal48
Ėý
Welding processes have become increasingly important in almost all manufacturing industries and for structural application. Although a large number of techniques are available for welding in atmosphere, many of these techniques cannot be applied in offshore and marine application where presence of water is of major concern. In this regard, it is relevant to note that a great majority of offshore repairing and surfacing work is carried out at a relatively shallow depth, in the region intermittently covered by the water known as the splash zone. Though numerically, most ship repair and welding jobs are carried out at a shallow depth, the most technologically challenging task is repair at greater depths, especially in pipelines and repair of accidental failure. The advantages of underwater welding are largely of an economic nature, because underwater-welding for marine maintenance and repair jobs by passes the need to pull the structure out of the sea and saves valuable time and dry docking costs. It is also an important technique for emergency repairs which allow the damaged structure to be safely transported to dry facilities for permanent repair or scrapping. Underwater welding is applied in both inland and offshore environments, though seasonal weather inhibits offshore underwater welding during winter. In either location, surface supplied air is the most common diving method for underwater welders. Underwater welding is an important tool for underwater fabrication works.
Underwater hyperbaric welding was invented by the Russian metallurgist Konstantin Khrenov in 1932.
Hyperbaric welding is the process of welding at elevated pressures, normally underwater. Hyperbaric welding can either take place wet in the water itself or dry inside a specially constructed positive pressure enclosure and hence a dry environment. It is predominantly referred to as "hyperbaric welding" when used in a dry environment, and "underwater welding" when in a wet environment. The applications of hyperbaric welding are diverseâit is often used to repair ships, offshore oil platforms, and pipelines. Steel is the most common material welded.Under water welding
Under water weldingM. Soundarrajan
Ėý
This document discusses underwater welding, including its need, requirements, processes, equipment, classifications, advantages, disadvantages, applications, risks, and developments. Specifically, it outlines the differences between normal welding and underwater welding, describes wet and dry welding processes, and discusses the risks and difficulties of underwater welding including electric shock and gas explosions.Under water welding
Under water weldingNandish Nandi
Ėý
Underwater welding includes a lot of different processes that join metals on offshore oil platforms, pipelines & ships .It is the process of welding under water using various techniques under various conditions.....etc.!!!Underwater welding
Underwater weldingShobhit Ishan
Ėý
Underwater welding can be classified as dry welding, which uses sealed chambers, or wet welding, which is performed directly in water. Dry welding produces higher quality welds but requires more complex and expensive equipment. Wet welding is more economical but results in lower weld quality due to water's quenching effect. The underwater environment affects welds by introducing hydrogen that causes embrittlement and oxygen that increases porosity. Weld quality declines with increasing depth due to higher pressures. Proper welding equipment and techniques can help reduce these negative impacts.Underwater welding
Underwater weldingE mechatroonix
Ėý
Dry welding and wet welding.
For more presentations and seminars, references,
Go to www.EMechatronix.comUnderwater welding
Underwater weldingRijo Jose
Ėý
Underwater welding is a specialized welding process that involves welding at depths below the surface of water. It can be classified as wet welding, where welding is done directly in water, or dry welding, where a dry chamber is created to perform the welding. Wet welding uses manual metal arc welding with direct current power and special electrodes. It allows for work in difficult to reach areas but results in lower quality welds due to quenching from the water. Dry welding produces higher quality welds by working in a pressurized chamber, but requires more complex and expensive equipment. Underwater welding is used for offshore construction, ship repair, and pipeline maintenance.Under water-welding
Under water-weldingAmandeep Saini
Ėý
this is the best presentation to get the clear idea and knowledge about Under Water Welding. this the best way to get to know about this topic. and this presentation is from Army institute of Technology pune.Underwater Welding
Underwater WeldingKaran Prajapati
Ėý
It is the welding process done under the water with the help of two methods : Dry Welding and Wet Welding. The presentation provides basic knowledge on the underwater welding and it's respective techniques.liquid penetrant test and ultrasonic test
liquid penetrant test and ultrasonic testJaya Teja (Ph.D)
Ėý
Liquid penetration testing involves applying a penetrant to the surface of a component to reveal surface-breaking flaws. The penetrant is drawn into flaws by capillary action and then removed from the surface and developed to highlight the flaws. The process involves cleaning, applying penetrant, removing excess penetrant, applying a developer, and visual inspection. It can detect small surface flaws but only on non-porous surfaces where the penetrant can enter flaws.Plastic welding
Plastic weldingMU
Ėý
This document discusses different types of plastic welding. It describes five main types: hot gas plastic welding, laser welding, hot plate plastic welding, ultrasonic plastic welding, and friction welding. For each type, it provides details on the welding process and how heat is applied to fuse plastic materials. The document also covers the advantages of plastic welding, such as its speed, cleanliness, and ability to create permanent welds. Disadvantages include the permanence of welds and costs associated with some methods. Applications are in automotive and other industries where plastic welding provides a fast, lightweight joining method.welding process
welding processMel Paras
Ėý
Welding is a process where two metal pieces are joined by heating them with an electric arc or gas flame with an electrode or gas torch, with or without the application of pressure. There are several common welding processes including shielded metal arc welding (SMAW), gas metal arc welding (GMAW), flux cored arc welding (FCAW), gas tungsten arc welding (GTAW), and submerged arc welding (SAW). Each process has advantages for different applications but also limitations.Frictional welding
Frictional weldingLahiru Dilshan
Ėý
Frictional welding is a solid-state welding process that uses relative motion and high force between two contacting workpieces to generate heat through friction and form a joint. There are different types of frictional welding processes defined by the motion used - linear, rotary, stir, radial, and orbital friction welding. Frictional welding produces joints with low surface impurities and narrow heat-affected zones. It can join similar and dissimilar metals for applications in automotive, aerospace, consumer products, medical, and other industries.Friction welding
Friction welding Preeti Joddabge
Ėý
Friction welding is a solid state joining process that uses mechanical friction to fuse materials together without melting. There are several types of friction welding including spin welding, linear friction welding, friction surfacing, and friction stir welding. The process involves rotating or oscillating one material against another under pressure to generate heat and plasticize the surfaces. Friction welding produces high quality welds with small heat affected zones and without the need for filler metals. It has advantages over other welding methods like lower heat input and cost. However, it is generally limited to flat geometries and small parts.Seminar on welding
Seminar on weldingPRAVEEN JALARADDI
Ėý
This document may help the people who are looking for effective welding, make full use of this presentation.Similar to Under water welding ppt (20)
UNDERWATER PPT.pptx
UNDERWATER PPT.pptxRohitKawlani
Ėý
Underwater welding has been developed and improved over several decades. Some key developments include the first underwater welds by the British Admiralty in the 1940s, specialized waterproof electrodes created in the 1970s, and qualification of an underwater wet welding procedure to AWS standards. There are two main types of underwater welding - wet welding, which is done directly in the water, and dry welding, which uses pressurized habitats. Underwater welding is used for offshore construction, ship repair, salvaging sunken vessels, and repairing underwater pipelines. While it enables work in places not accessible otherwise, it also presents risks like hydrogen embrittlement and decompression sickness that require safety precautions.Underwaterwelding
Underwaterwelding Ų
ØŲ
ØŊ Ø·Ų ØĢØŲ
ØŊ
Ėý
Underwater welding is a specialized process that involves welding while submerged in water or in a pressurized environment. There are two main types of underwater welding - wet welding, which is done directly in water, and dry welding, which uses a pressurized habitat or chamber. Welding must account for the risks of hydrogen embrittlement, rapid quenching effects on material properties, and risks to the welder's health from changes in pressure. Precautions include adequate electrical insulation, venting of gases and voids, and monitoring the welder's safety. Automation of certain underwater welding tasks is also being developed to reduce risks.underwaterwelding-121020023417-phpapp01.pptx.pdf
underwaterwelding-121020023417-phpapp01.pptx.pdfAkhilMohan725963
Ėý
Underwater welding can be classified as wet welding or dry welding. Wet welding is done directly in the water, while dry welding is done inside a sealed chamber filled with gas at the water pressure. The first underwater welding was done in Britain to seal ship rivets. Special electrodes were later developed to allow underwater welding. Dry welding produces high quality welds but is more expensive due to complex equipment needed. Wet welding is cheaper and faster though welds have lower strength due to rapid quenching. Precautions must be taken to prevent dangers like gas explosions and electric shock when underwater welding.Under water welding
Under water weldingKiran M
Ėý
This document discusses underwater welding. It begins by noting the first underwater welds done by the British Admiralty in the 1940s. It then covers the two main types of underwater welding - wet welding, where welding is done directly in the water, and dry welding, where a chamber is created to keep the area dry. The document discusses the equipment, materials, and safety considerations for underwater welding. It notes challenges like hydrogen embrittlement and reduced visibility. Overall, the document provides an introduction to the process and challenges of underwater welding.Underwater welding
Underwater weldingManish Mahar
Ėý
1) Underwater welding is used to repair structures like ships, oil rigs, and pipelines. It can be done wet in water or dry within a pressurized chamber.
2) Wet welding is simpler but produces lower quality welds due to quenching from water and hydrogen embrittlement. Dry welding allows better control but requires more complex equipment.
3) Advances include developing automated dry welding robots and testing friction and explosive welding at deeper depths. Ongoing research aims to improve welding quality and safety at high pressures.Under water welding presentation.pptx
Under water welding presentation.pptxARAVALI INSTITUTE OF TECHNICAL STUDIES
Ėý
1932 : soviet engineer Konstantin Khrenov made the first under water weld
in lab tests.
First under water welding was carried out by British Admiralty â Dockyard for
sealing leaking ships rivets below water line, in 1946.
In 1946, special waterproof electrodes were developed in Holland by
âVan der Willingenâ
Abhishek jain underwater welding
Abhishek jain underwater weldingAbhishek Jain
Ėý
This document discusses various methods of underwater welding. It begins by classifying underwater welding into dry welding and wet welding. Dry welding involves welding inside a chamber that is sealed around the structure, while wet welding is performed directly under water. The document then describes the processes and equipment used for dry welding methods like hyperbaric and cavity welding. It also covers the principles, advantages, and disadvantages of wet welding. The document concludes by discussing applications of underwater welding, the effects of the wet environment on welds, and providing a graph showing the relationship between porosity and water pressure during welding.under water welding
under water weldingshivaniagarwal87
Ėý
Underwater welding can be done either wet, surrounded by water, or dry inside a pressurized chamber. Wet welding uses manual metal arc welding and is more versatile and cost effective, but results in lower quality welds due to quenching from water and risks of hydrogen embrittlement. Dry welding produces higher quality welds but requires more complex and costly equipment. Both methods carry safety risks like electric shock, gas explosions, and decompression sickness that require precautions like electrical insulation, gas monitoring, emergency air supplies, and decompression chambers. Automation and new techniques like friction and stud welding show potential to advance underwater welding to greater depths.UNDER WATER WELDING
UNDER WATER WELDINGMAYUR LANDGE
Ėý
Underwater welding is an important technique for underwater fabrication that was developed in the 1930s. There are two main types: wet welding, where the welder works directly in water using shielding gases; and dry welding, where a sealed chamber is created to allow welding in more favorable conditions. Underwater welding is used for tasks like repairing offshore oil rigs and pipelines, and requires special safety precautions due to the risks of electric shock, explosions, and decompression sickness.UNDERWATER WELDING
UNDERWATER WELDINGAlen Jose
Ėý
A concise presentation about underwater welding. It briefly discusses about the main types, risks involved and practices involved in underwater weldingUnder water welding
Under water weldingALOK RAJ
Ėý
Underwater welding is used for repairing offshore structures like oil rigs and pipelines. There are two types: wet welding, where welding occurs directly in water; and dry welding, where a chamber is created to keep water out. Wet welding uses manual metal arc welding and is cheaper but results in poorer quality welds due to quenching from water. Dry welding produces higher quality welds using gas tungsten or metal arc welding inside a pressurized chamber, but is more expensive. Precautions must be taken to prevent electric shocks and gas explosions when welding underwater. Research continues on welding deeper underwater through robotic technologies.Under Water Welding
Under Water WeldingVivekCholleti1
Ėý
Underwater welding is an important process for repairing and constructing offshore structures like oil rigs and pipelines. There are two main types of underwater welding: wet welding, which is done directly in the water, and dry welding, which uses a pressurized chamber. Wet welding requires specialized waterproofed equipment but has faster work speeds, while dry welding allows for better quality control but with more complex, expensive equipment. Proper safety precautions must be taken due to risks like electric shock, gas explosions, and decompression sickness when working at increased pressures underwater. Automation trends include remote-controlled welding robots to reduce risks to human divers.underwater welding.pdf
underwater welding.pdfShikhaSingla15
Ėý
Underwater welding can be classified as wet welding, where welding is performed directly in water, or dry welding, where a dry chamber is created for welding. Wet welding uses manual metal arc welding with direct current and negative electrode polarity. It is a versatile and economical method but produces welds of lower quality due to quenching and hydrogen embrittlement risks. Dry welding produces higher quality welds but requires more complex and expensive equipment. Developments aim to improve wet welding quality and automate dry welding processes.welding New trends
welding New trendssanthosh kumar
Ėý
This document discusses underwater welding techniques. It begins by providing background on welding in general and how underwater welding arose during World War II to salvage sunk vessels. There are two main types of underwater welding: wet welding, where welding is done directly in water, and dry welding, which uses an enclosed positive pressure environment. Wet welding is the most common as it provides freedom of movement and is efficient and economical for repair work. The document then provides details on a specific wet welding project to repair submarine ballast tanks and the equipment and procedures used.UNDERWATER WELDING PPT 3PD19ME043.pptx
UNDERWATER WELDING PPT 3PD19ME043.pptxMohsin874313
Ėý
This document provides an overview of underwater welding, including its classification into dry and wet welding. Dry welding uses a sealed chamber filled with gas, while wet welding is done directly in water using special electrodes. The document discusses the applications, environmental factors, inspection methods, risks, and potential areas of future development for underwater welding. These include automation, new techniques like laser welding, and using robots to reduce risks to human divers.Presentation on underwater dry welding
Presentation on underwater dry weldingMAHTAB ALAM
Ėý
1) Dry welding, also known as hyperbaric welding, is a process where welding is performed underwater inside a pressurized chamber filled with gas.
2) The first underwater welding was introduced by the British Admiralty in docks, and specialized underwater welding electrodes were later developed in the 1940s in Holland. Standard underwater welding procedures were established by the American Welding Society in the 1970s.
3) There are two main types of dry welding: cavity welding performed at one atmosphere, and habitat welding performed at hyperbaric pressure inside pressurized mini or large habitats on job sites. Automation and robots like THOR have improved the efficiency and safety of underwater welding.
Under water welding (1) (3)
Under water welding (1) (3)jangidmanish816
Ėý
The document discusses underwater welding techniques, including wet and dry welding. Wet welding is done at ambient water pressure with divers using special electrodes. Dry welding uses a pressurized chamber filled with gas to shield the weld from water pressure. Common processes for dry welding include GTAW and SMAW. Dry welding provides better quality welds but requires more complex and costly equipment than wet welding. Underwater welding faces risks from electric shock, gas explosions, and pressure injuries and is used in applications like offshore oil pipelines and ship repair.Presentation for the engineering btech students
Presentation for the engineering btech studentspavanitellagorla2003
Ėý
That was the best which an the same thing as a child support of traditional memory of my life for the rest of traditional memory underwater welding.pptx
underwater welding.pptxPavanNadgouda2
Ėý
Underwater welding is needed to repair cracks in ships, bridges, and submarines or construct underwater pipelines. It can be done through wet welding, where the welder works directly in water, or dry welding within a pressurized chamber. Wet welding uses specialized electrodes and equipment but has more freedom of movement, while dry welding has better quality control but is more complex and expensive. Hazards of underwater welding include electric shock, gas explosions, and pressure injuries. Automation is increasingly used to reduce risks to divers.Recently uploaded (20)
Improving Surgical Robot Performance Through Seal Design.pdf
Improving Surgical Robot Performance Through Seal Design.pdfBSEmarketing
Ėý
Ever wonder how something as "simple" as a seal can impact surgical robot accuracy and reliability? Take quick a spin through this informative deck today, and use what you've learned to build a better robot tomorrow.ESIT135 Problem Solving Using Python Notes of Unit-2 and Unit-3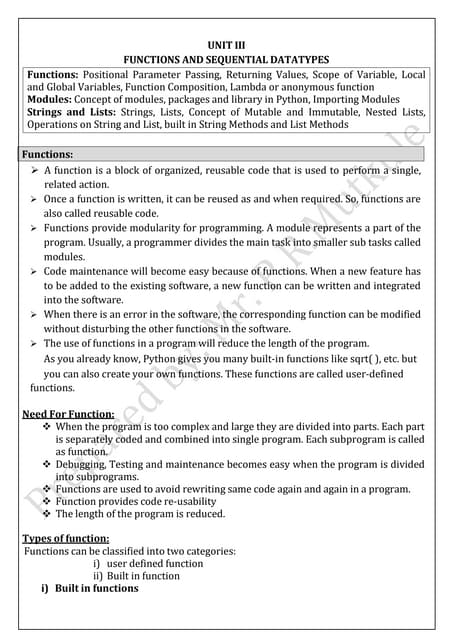
ESIT135 Problem Solving Using Python Notes of Unit-2 and Unit-3prasadmutkule1
Ėý
ESIT135 Problem Solving Using Python Notes of Unit-2 and Unit-3Helium Boosting & Decanting With Hydro Test Machine
Helium Boosting & Decanting With Hydro Test MachinePaskals Fluid Systems Pvt. Ltd.
Ėý
About:
A helium boosting and decanting system is typically used in various industrial applications, particularly in the production and handling of gases, including helium including leak test of reciprocating cylinder. Hereâs a brief overview of its components and functions:
Components
1. Helium Storage Tanks: High-pressure tanks that store helium@ 150 bars.
2. Boosting Pumps: Designed to boost helium pressure up to 150 bar, ensuring efficient flow throughout the system.
3. Decanting Unit: Separates liquid helium from gas, facilitating decanting at pressures of up to 2 bars.
4. Pressure Regulators: Maintain and control the pressure of helium during transport.
5. Control Valves: automatic control valve is provided for the flow and direction of helium through the system.
6. Piping and Fittings: High-quality, corrosion-resistant materials for safe transport.
Functions
âĒ Boosting Pressure: The system boosts helium pressure up to 150 bar for various applications.
âĒ Decanting: Safely decants helium, separating liquid from gas at pressures of up to 2 bar.
âĒ Safety Measures: Equipped with relief valves and emergency shut-off systems to handle high pressures safely.
âĒ Monitoring and Control: Sensors and automated controls monitor pressure and flow rates.
Application:
âĒ Cryogenics: Cooling superconducting magnets in MRI machines and particle accelerators.
âĒ Welding: Used as a shielding gas in welding processes.
âĒ Research: Crucial for various scientific applications, including laboratories and space exploration.
Key Features:
âĒ Helium Storage & Boosting System
âĒ Decanting System
âĒ Pressure Regulation & Monitoring
âĒ Valves & Flow Control
âĒ Filtration & Safety Components
âĒ Structural & Material Specifications
âĒ Automation & Electrical Components
AI-Powered Power Converter Design Workflow.pdf
AI-Powered Power Converter Design Workflow.pdfAleksandr Terlo
Ėý
Blending human expertise with AI-driven optimization for efficient power converter design.IoT-based-Electrical-Motor-Fault-Detection-System.pptx
IoT-based-Electrical-Motor-Fault-Detection-System.pptxatharvapardeshi03
Ėý
IoT-based-Electrical-Motor-Fault-Detection-System.pptxESIT135 Problem Solving Using Python Notes of Unit-1 and Unit-2
ESIT135 Problem Solving Using Python Notes of Unit-1 and Unit-2prasadmutkule1
Ėý
ESIT135 Problem Solving Using Python Notes of Unit-1 and Unit-2Design of cannal by Kennedy Theory full problem solved
Design of cannal by Kennedy Theory full problem solvedEr. Gurmeet Singh
Ėý
Design of cannal by Kennedy Theory
By Er Gurmeet Singh
G.C.E.T JAMMU
CONTACT: Gurmeet.b.tech@gmail.com
Soil Properties and Methods of Determination
Soil Properties and Methods of DeterminationRajani Vyawahare
Ėý
This PPT covers the index and engineering properties of soil. It includes details on index properties, along with their methods of determination. Various important terms related to soil behavior are explained in detail. The presentation also outlines the experimental procedures for determining soil properties such as water content, specific gravity, plastic limit, and liquid limit, along with the necessary calculations and graph plotting. Additionally, it provides insights to understand the importance of these properties in geotechnical engineering applications.INVESTIGATION OF PUEA IN COGNITIVE RADIO NETWORKS USING ENERGY DETECTION IN D...
INVESTIGATION OF PUEA IN COGNITIVE RADIO NETWORKS USING ENERGY DETECTION IN D...csijjournal
Ėý
Primary User Emulation Attack (PUEA) is one of the major threats to the spectrum sensing in cognitive
radio networks. This paper studies the PUEA using energy detection that is based on the energy of the
received signal. It discusses the impact of increasing the number of attackers on the performance of
secondary user. Moreover, studying how the malicious user can emulate the Primary User (PU) signal is
made. This is the first analytical method to study PUEA under a different number of attackers. The
detection of the PUEA increases with increasing the number of attackers and decreases when changing the
channel from lognormal to Rayleigh fading.

Turbocor Product and Technology Review.pdf
Turbocor Product and Technology Review.pdfTotok Sulistiyanto
Ėý
High Efficiency Chiller System in HVAC
G8 mini project for alcohol detection and engine lock system with GPS tracki...
G8 mini project for alcohol detection and engine lock system with GPS tracki...sahillanjewar294
Ėý
b.tech final year projects report for cse


Environmental Product Declaration - Uni Bell
Environmental Product Declaration - Uni BellManishPatel169454
Ėý
The Uni-Bell PVC Pipe Association (PVCPA) has published the first North American industry-wide environmental product declaration (EPD) for water and sewer piping, and it has been verified by NSF Sustainability, a division of global public health organization NSF International.
ESIT135 Problem Solving Using Python Notes of Unit-3
ESIT135 Problem Solving Using Python Notes of Unit-3prasadmutkule1
Ėý
ESIT135 Problem Solving Using Python Notes of Unit-3 Under water welding ppt
- 1. Seminar On Underwater welding Submitted to: submitted by: Department of Mechanical MOHAN BIHARI engineering 12EEJME029 1
- 3. âĒ First under water welding by British Admiralty â Dockyard âĒ In 1946, special waterproof electrodes were developed in Holland by âVan der Willingenâ âĒ 1970s: Whitey Grubbs and Dale Anderson of Chicago Bridge & Iron (CB&I) qualified an underwater wet welding procedure to American Welding Society (AWS) standards. 3
- 5. We cant lift ship and then repair it. Hence comes the use of underwater welding 5
- 6. âĒWet welding âĒDry welding 6
- 7. Hyperbaric welding is the process in which a chamber is sealed around the structure to be welded and is filled with a gas ( He and Oxygen) at the prevailing pressure. 7
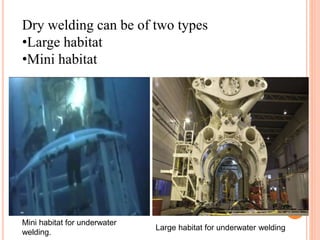
- 8. Dry welding can be of two types âĒLarge habitat âĒMini habitat Mini habitat for underwater welding. 8 Large habitat for underwater welding
- 9. 9 Large habitat underwater welding
- 10. âĒWelder /diver safety âĒGood weld quality âĒSurface monitoring 10 âĒ Higher cost of process, training, etc âĒ Large quantity of costly and complex equipments âĒ More deep, more energy requirement. âĒ Cant weld if weld spot is at unreachable place
- 11. âĒ Simply means that job is performed directly in the water âĒ It involves using special rod and is similar to the process in ordinary air welding 11
- 12. 12
- 13. âĒ Cheapest âĒ Fastest âĒ Tensile strength is high âĒ Ease of access the weld spot âĒ No waste of time in constructing habitat 13
- 14. âĒ Rapid quenching decreases impact strength, Ductility. âĒ Hydrogen embrittlement. âĒ Poor visibility in water. âĒ Higher energy density of hydrogen, higher efficiency. 14
- 15. 15
- 16. 16 ï Offshore construction for tapping sea resources. ï Temporary repair work caused by shipâs collisions or unexpected accidents. ï Salvaging vessels sunk in the sea. ï Repair and maintenance of ships. ï Construction of large ships beyond the capacity of existing docks. ïRepair and maintenance of underwater pipelines.
- 17. âĒ Hydrogen and oxygen are dissociated from the water and will travel separately as bubbles âĒ Oxygen cutting is about 60 percent efficient âĒ Above river beds, especially in mud, because trapped methane gas in the proper concentrations can explode. 17
- 18. âĒ There is a risk to the welder/diver of electric shock. âĒ There is a risk that defects may remain undetected âĒ The other main area of risk is to the life or health of the welder/diver from nitrogen introduced into the blood steam during exposure to air at increased pressure 18
- 19. âĒ Start cutting at the highest point and work downward âĒ By withdrawing the electrode every few seconds to allow water to enter the cut âĒ Gases may be vented to the surface with a vent tube (flexible hose) secured in place from the high point where gases would collect to a position above the waterline. 19
- 20. âĒ Precautions include achieving adequate electrical insulation of the welding equipment âĒ Areas and voids must be vented or made inert 20
- 21. âĒ Development of alternative welding methods like friction welding, explosive welding, and stud welding. âĒ Present trend is towards automation. THOR â 1 (TIG Hyperbaric Orbital Robot) is developed where diver performs pipefitting, installs the track and orbital head on the pipe and the rest process is automated. 21
- 22. 22