6S Black Belt project
1 like387 views

Il progetto Six Sigma della divisione Fiat si propone di eliminare completamente il problema delle manopole rotte o che si sfilano durante il montaggio, con obiettivi di riduzione del tempo di ciclo e miglioramenti nell'immagine aziendale. Attualmente, il tasso di difetti è di 124.897 parti per milione, con un target a lungo termine di 0. I benefici previsti includono risparmi sui costi di rilavorazione e sui materiali scartati.









6S Black Belt project
- 1. 6σ Advance Relentlessly Fiat Division Eliminazione rotture e sfilamento manopola reg. lombare 188 Grugliasco plant Black Belt - Gian Luigi Venturin Progetto Nu. 20000B58P
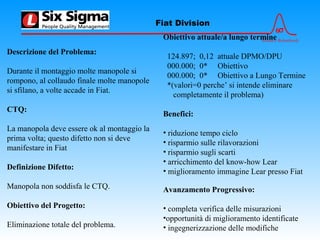
- 2. 6σ Advance Relentlessly Fiat Division  Process Sponsor – Danilo Fenoglio  Project Champion – Susan Siano  Financial Analyst – Alessandro Gatti  Team members – Vincenzo Mele – Daniel Bateson – Mauro Colla – Mauro Mollo – Luigi Perona
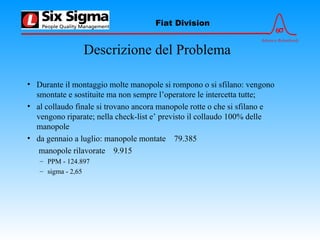
- 3. 6σ Advance Relentlessly Fiat Division Descrizione del Problema: Durante il montaggio molte manopole si rompono, al collaudo finale molte manopole si sfilano, a volte accade in Fiat. CTQ: La manopola deve essere ok al montaggio la prima volta; questo difetto non si deve manifestare in Fiat Definizione Difetto: Manopola non soddisfa le CTQ. Obiettivo del Progetto: Eliminazione totale del problema. Obiettivo attuale/a lungo termine 124.897; 0,12 attuale DPMO/DPU 000.000; 0* Obiettivo 000.000; 0* Obiettivo a Lungo Termine *(valori=0 perche’ si intende eliminare completamente il problema) Benefici: • riduzione tempo ciclo • risparmio sulle rilavorazioni • risparmio sugli scarti • arricchimento del know-how Lear • miglioramento immagine Lear presso Fiat Avanzamento Progressivo: • completa verifica delle misurazioni •opportunità di miglioramento identificate • ingegnerizzazione delle modifiche
- 4. 6σ Advance Relentlessly Fiat Division • Durante il montaggio molte manopole si rompono o si sfilano: vengono smontate e sostituite ma non sempre l’operatore le intercetta tutte; • al collaudo finale si trovano ancora manopole rotte o che si sfilano e vengono riparate; nella check-list e’ previsto il collaudo 100% delle manopole • da gennaio a luglio: manopole montate 79.385 manopole rilavorate 9.915 – PPM - 124.897 – sigma - 2,65 Descrizione del Problema
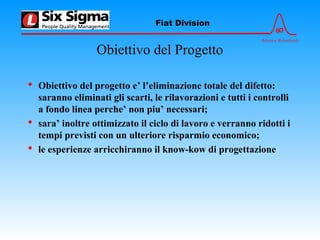
- 5. 6σ Advance Relentlessly Fiat Division Obiettivo del Progetto  Obiettivo del progetto e’ l’eliminazione totale del difetto: saranno eliminati gli scarti, le rilavorazioni e tutti i controlli a fondo linea perche’ non piu’ necessari;  sara’ inoltre ottimizzato il ciclo di lavoro e verranno ridotti i tempi previsti con un ulteriore risparmio economico;  le esperienze arricchiranno il know-kow di progettazione
- 6. 6σ Advance Relentlessly Fiat Division Cost of Poor Quality  Costo del componente plastico che viene sostituito dopo la sua rottura  costo dell’operazione di rimontaggio  costo dell’operazione di check sul 100% dei particolari montati  costo di immagine quando questo difetto non intercettato si manifesta sull’auto del Cliente
- 7. 6σ Advance Relentlessly Fiat Division Identificazione dei CTQ  CTQ: la manopola non si deve ne’ sfilare ne’ rompere al montaggio, deve poter svolgere la sua funzione senza interferenze con imbottitura e/o fodera.
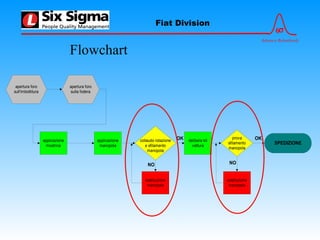
- 8. 6σ Advance Relentlessly Fiat Division apertura foro sull'imbottitura apertura foro sulla fodera applicazione mostrina applicazione manopola collaudo rotazione e sfilamento manopola delibera kit vettura prova sfilamento manopola sostituzione manopola sostituzione manopola OK OK NO NO SPEDIZIONE Flowchart
- 10. 6σ Advance Relentlessly Fiat Division Area del Difetto Area del Difetto
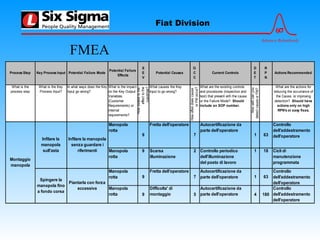
- 11. 6σ Advance Relentlessly Fiat Division Process Step Key Process Input Potential Failure Mode Potential Failure Effects S E V Potential Causes O C C Current Controls D E T R P N Actions Recommended What is the process step What is the Key Process Input? In what ways does the Key Input go wrong? What is the impact on the Key Output Variables (Customer Requirements) or internal requirements? HowSevereisthe effecttothe cusotmer? What causes the Key Input to go wrong? Howoftendoescause orFMoccur? What are the existing controls and procedures (inspection and test) that prevent eith the cause or the Failure Mode? Should include an SOP number. Howwellcanyou detectcauseorFM? What are the actions for reducing the occurrance of the Cause, or improving detection? Should have actions only on high RPN's or easy fixes. Manopola rotta 9 Fretta dell'operatore 7 Autocertificazione da parte dell'operatore 1 63 Controllo dell'addestramento dell'operatore Manopola rotta 9 Scarsa illuminazione 2 Controllo periodico dell'illuminazione del posto di lavoro 1 18 Cicli di manutenzione programmata Manopola rotta 9 Fretta dell'operatore 7 Autocertificazione da parte dell'operatore 1 63 Controllo dell'addestramento dell'operatore Manopola rotta 9 Difficolta' di montaggio 5 Autocertificazione da parte dell'operatore 4 180 Controllo dell'addestramento dell'operatore Montaggio manopola Infilare la manopola sull'asta Spingere la manopola fino a fondo corsa Infilare la manopola senza guardare i riferimenti Piantarla con forza eccessiva FMEA
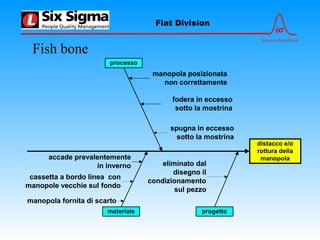
- 12. 6σ Advance Relentlessly Fiat Division distacco e/o rottura della manopola processo materiale progetto spugna in eccesso sotto la mostrina fodera in eccesso sotto la mostrina manopola posizionata non correttamente accade prevalentemente in inverno eliminato dal disegno il condizionamento sul pezzo cassetta a bordo linea con manopole vecchie sul fondo manopola fornita di scarto Fish bone
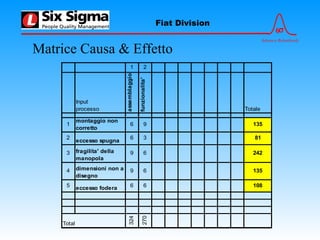
- 13. 6σ Advance Relentlessly Fiat Division 1 2 Input processo assemblaggio funzionalita' Totale 1 montaggio non corretto 6 9 135 2 eccesso spugna 6 3 81 3 fragilita' della manopola 9 6 242 4 dimensioni non a disegno 9 6 135 5 eccesso fodera 6 6 108 Total 324 270 Matrice Causa & Effetto
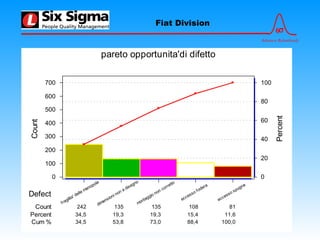
- 14. 6σ Advance Relentlessly Fiat Division eccesso spugna eccesso fodera montaggio non corretto dimensioni non a disegno fragilita' della manopola 81108135135242 11,615,419,319,334,5 100,088,473,053,834,5 700 600 500 400 300 200 100 0 100 80 60 40 20 0 Defect Count Percent Cum % Percent Count pareto opportunita'di difetto
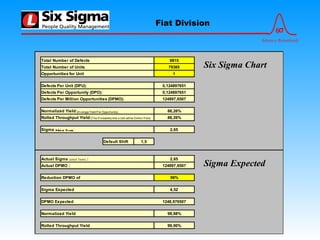
- 15. 6σ Advance Relentlessly Fiat Division Total Number of Defects 9915 Total Number of Units 79385 Opportunities for Unit 1 Defects Per Unit (DPU): 0,124897651 Defects Per Opportunity (DPO): 0,124897651 Defects Per Million Opportunities (DPMO): 124897,6507 Normalized Yield:(Average Yield Per Opportunity) 88,26% Rolled Throughput Yield:(The Probability that a Unit will be Defect Free) 88,26% Sigma S ho rt Term 2,65 Default Shift 1,5 Actual Sigma (short Term) : 2,65 Actual DPMO : 124897,6507 Reduction DPMO of 99% Sigma Expected 4,52 DPMO Expected 1248,976507 Normalized Yield 99,88% Rolled Throughput Yield 99,90% Six Sigma Chart Sigma Expected
- 16. 6σ Advance Relentlessly Fiat Division Raccolta Dati mese sedili prodotti manopole utilizzate casi distacco e rottura pezzi buoni Yrt % scarto gennaio 10.969 14.293 3.324 10.969 0,77 0,30 febbraio 11.672 14.180 2.508 11.672 0,82 0,21 marzo 14.528 16.604 2.076 14.528 0,87 0,14 aprile 10.022 11.102 1.080 10.022 0,90 0,11 maggio 10.890 11.460 570 10.890 0,95 0,05 giugno 12.245 12.479 234 12.245 0,98 0,02 luglio 9.059 9.179 120 9.059 0,99 0,01 totali 79.385 89.297 9.912 79.385 0,89 0,12 CASI DI DISTACCO MANOPOLA DA GENNAIO A GIUGNO 2000 GRUGLIASCO PLANT
- 17. 6σ Advance Relentlessly Fiat Division Raccolta Dati scarti mensili 0 500 1.000 1.500 2.000 2.500 3.000 3.500 gennaio febbraio m arzo aprile m aggio giugno luglio scarti mensili
- 18. 6σ Advance Relentlessly Fiat Division Team ProduzioneProduzione Qualita’Qualita’ Isp. FornitoriIsp. Fornitori ProgettazioneProgettazione AcquistiAcquisti M. MolloM. Mollo V. MeleV. Mele M. CollaM. Colla D. BatesonD. Bateson G. PeronaG. Perona Sv. ProdottoSv. Prodotto P. AndolfiP. Andolfi
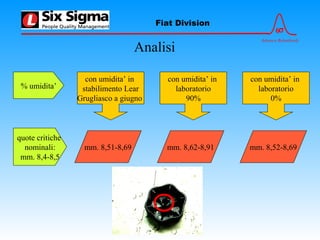
- 20. 6σ Advance Relentlessly Fiat Division Analisi % umidita’ con umidita’ in stabilimento Lear Grugliasco a giugno con umidita’ in laboratorio 90% con umidita’ in laboratorio 0% quote critiche nominali: mm. 8,4-8,5 mm. 8,51-8,69 mm. 8,62-8,91 mm. 8,52-8,69
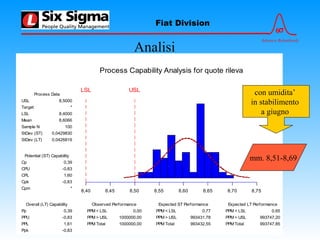
- 21. 6σ Advance Relentlessly Fiat Division Analisi 8,40 8,45 8,50 8,55 8,60 8,65 8,70 8,75 LSL USL Process Capability Analysis for quote rileva USL Target LSL Mean Sample N StDev (ST) StDev (LT) Cp CPU CPL Cpk Cpm Pp PPU PPL Ppk PPM < LSL PPM > USL PPM Total PPM < LSL PPM > USL PPM Total PPM < LSL PPM > USL PPM Total 8,5000 * 8,4000 8,6066 100 0,0429830 0,0426819 0,39 -0,83 1,60 -0,83 * 0,39 -0,83 1,61 -0,83 0,00 1000000,00 1000000,00 0,77 993431,78 993432,55 0,65 993747,20 993747,85 Process Data Potential (ST) Capability Overall (LT) Capability Observed Performance Expected ST Performance Expected LT Performance ST LT con umidita’ in stabilimento a giugno mm. 8,51-8,69
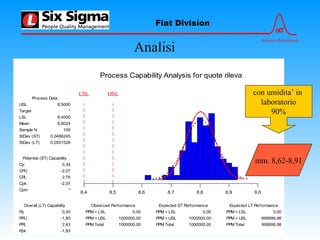
- 22. 6σ Advance Relentlessly Fiat Division Analisi 8,4 8,5 8,6 8,7 8,8 8,9 9,0 LSL USL Process Capability Analysis for quote rileva USL Target LSL Mean Sample N StDev (ST) StDev (LT) Cp CPU CPL Cpk Cpm Pp PPU PPL Ppk PPM < LSL PPM > USL PPM Total PPM < LSL PPM > USL PPM Total PPM < LSL PPM > USL PPM Total 8,5000 * 8,4000 8,8024 100 0,0486245 0,0551528 0,34 -2,07 2,76 -2,07 * 0,30 -1,83 2,43 -1,83 0,00 1000000,00 1000000,00 0,00 1000000,00 1000000,00 0,00 999999,98 999999,98 Process Data Potential (ST) Capability Overall (LT) Capability Observed Performance Expected ST Performance Expected LT Performance ST LT con umidita’ in laboratorio 90% mm. 8,62-8,91
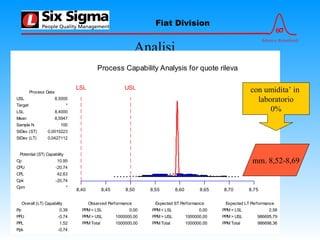
- 23. 6σ Advance Relentlessly Fiat Division Analisi 8,40 8,45 8,50 8,55 8,60 8,65 8,70 8,75 LSL USL Process Capability Analysis for quote rileva USL Target LSL Mean Sample N StDev (ST) StDev (LT) Cp CPU CPL Cpk Cpm Pp PPU PPL Ppk PPM < LSL PPM > USL PPM Total PPM < LSL PPM > USL PPM Total PPM < LSL PPM > USL PPM Total 8,5000 * 8,4000 8,5947 100 0,0015223 0,0427112 10,95 -20,74 42,63 -20,74 * 0,39 -0,74 1,52 -0,74 0,00 1000000,00 1000000,00 0,00 1000000,00 1000000,00 2,58 986695,79 986698,36 Process Data Potential (ST) Capability Overall (LT) Capability Observed Performance Expected ST Performance Expected LT Performance ST LT con umidita’ in laboratorio 0% mm. 8,52-8,69
- 24. 6σ Advance Relentlessly Fiat Division Prove di montaggio con manopole umidita’ = 0% Prove di montaggio con manopole umidita’ = 0% 100 manopole con montaggio corretto 100 manopole con montaggio corretto 90% OK = 100 manopole inserite errate 100 manopole inserite errate = 0% OK 100 manopole piantate con forza 100 manopole piantate con forza = 30% OK 0% rotture 10% sfilamenti 100% rotture 0% sfilamenti 70% rotture 0% sfilamenti
- 25. 6σ Advance Relentlessly Fiat Division Prove di montaggio con manopole umidita’ = 90% Prove di montaggio con manopole umidita’ = 90% 100 manopole con montaggio corretto 100 manopole con montaggio corretto 10% OK= 100 manopole inserite errate 100 manopole inserite errate = 70% OK?! 100 manopole piantate con forza 100 manopole piantate con forza = 30% OK 0% rotture 70% sfilamenti 0% rotture 30% sfilamenti 0% rotture 90% sfilamenti
- 26. 6σ Advance Relentlessly Fiat Division Interferenza della fodera con il montaggio manopola Interferenza della fodera con il montaggio manopola Esaminati 100 terminali pronti per ricevere la manopola Esaminati 100 terminali pronti per ricevere la manopola 33% con terminale libero 33% con terminale libero 67% con interferenza! 67% con interferenza!
- 27. 6σ Advance Relentlessly Fiat Division Interferenza della schiuma con il montaggio manopola Interferenza della schiuma con il montaggio manopola Esaminati 100 terminali pronti per ricevere la manopola Esaminati 100 terminali pronti per ricevere la manopola 50% con terminale libero 50% con terminale libero 50% con interferenza! 50% con interferenza!
- 28. 6σ Advance Relentlessly Fiat Division Ipotesi: c’e’ differenza dimensionale tra una manopola condizionata con umidita’ 0% e una condizionata con umidita’ 100%?
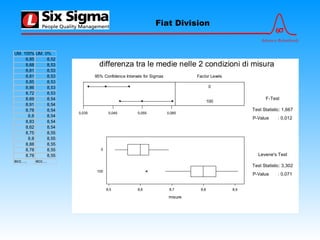
- 29. 6σ Advance Relentlessly Fiat Division UM. 100% UM. 0% 8,85 8,52 8,68 8,53 8,81 8,53 8,81 8,53 8,85 8,53 8,86 8,53 8,72 8,53 8,69 8,54 8,91 8,54 8,78 8,54 8,8 8,54 8,83 8,54 8,62 8,54 8,75 8,55 8,8 8,55 8,88 8,55 8,78 8,55 8,78 8,55 ecc…. ecc… 0,035 0,045 0,055 0,065 95% Confidence Intervals for Sigmas 100 0 8,5 8,6 8,7 8,8 8,9 misure F-Test Test Statistic: 1,667 P-Value : 0,012 Levene's Test Test Statistic: 3,302 P-Value : 0,071 Factor Levels 0 100 differenza tra le medie nelle 2 condizioni di misura
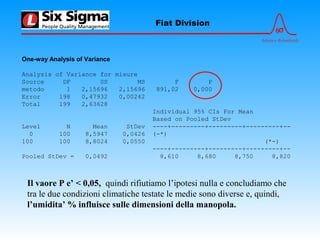
- 30. 6σ Advance Relentlessly Fiat Division One-way Analysis of Variance Analysis of Variance for misure Source DF SS MS F P metodo 1 2,15696 2,15696 891,02 0,000 Error 198 0,47932 0,00242 Total 199 2,63628 Individual 95% CIs For Mean Based on Pooled StDev Level N Mean StDev ----+---------+---------+---------+-- 0 100 8,5947 0,0426 (-*) 100 100 8,8024 0,0550 (*-) ----+---------+---------+---------+-- Pooled StDev = 0,0492 8,610 8,680 8,750 8,820 Il vaore P e’ < 0,05, quindi rifiutiamo l’ipotesi nulla e concludiamo che tra le due condizioni climatiche testate le medie sono diverse e, quindi, l’umidita’ % influisce sulle dimensioni della manopola.
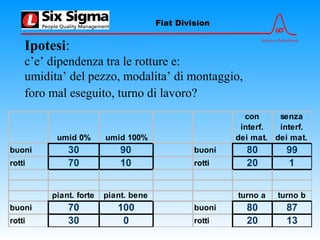
- 31. 6σ Advance Relentlessly Fiat Division Ipotesi: c’e’ dipendenza tra le rotture e: umidita’ del pezzo, modalita’ di montaggio, foro mal eseguito, turno di lavoro? umid 0% umid 100% con interf. dei mat. senza interf. dei mat. buoni 30 90 buoni 80 99 rotti 70 10 rotti 20 1 piant. forte piant. bene turno a turno b buoni 70 100 buoni 80 87 rotti 30 0 rotti 20 13
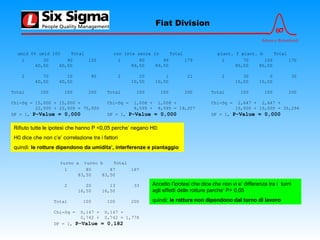
- 32. 6σ Advance Relentlessly Fiat Division umid 0% umid 100 Total 1 30 90 120 60,00 60,00 2 70 10 80 40,00 40,00 Total 100 100 200 Chi-Sq = 15,000 + 15,000 + 22,500 + 22,500 = 75,000 DF = 1, P-Value = 0,000 con inte senza in Total 1 80 99 179 89,50 89,50 2 20 1 21 10,50 10,50 Total 100 100 200 Chi-Sq = 1,008 + 1,008 + 8,595 + 8,595 = 19,207 DF = 1, P-Value = 0,000 piant. f piant. b Total 1 70 100 170 85,00 85,00 2 30 0 30 15,00 15,00 Total 100 100 200 Chi-Sq = 2,647 + 2,647 + 15,000 + 15,000 = 35,294 DF = 1, P-Value = 0,000 turno a turno b Total 1 80 87 167 83,50 83,50 2 20 13 33 16,50 16,50 Total 100 100 200 Chi-Sq = 0,147 + 0,147 + 0,742 + 0,742 = 1,778 DF = 1, P-Value = 0,182 Rifiuto tutte le ipotesi che hanno P <0,05 perche’ negano H0: H0 dice che non c’e’ correlazione tra i fattori quindi: le rotture dipendono da umidita’, interferenze e piantaggio Accetto l’ipotesi che dice che non vi e’ differenza tra i turni agli effetti delle rotture perche’ P> 0,05 quindi: le rotture non dipendono dal turno di lavoro