Grinding
Download as PPT, PDF1 like319 views

This document discusses centreless grinding. It begins by introducing centreless grinding as a grinding process that removes fine amounts of material from a workpiece without using centers or chucks to hold the workpiece. It then discusses the mechanism of chip removal in grinding and the composition of grinding wheels, including types of abrasives and bonds. The document outlines the main types of centreless grinding and notes that centreless grinding is suitable for grinding long cylindrical bars in bulk and can generate different diameters and tapered surfaces. It concludes by stating that centreless grinding provides a surface roughness value ranging from 6.3 to 0.25 micrometers.
1 of 15
Downloaded 22 times












Recommended
GRINDING WHEEL SPECIFICATIONS
GRINDING WHEEL SPECIFICATIONSYashraj Patil
Ã˝
The document discusses the specifications and construction of grinding wheels. It states that a grinding wheel consists of abrasive grains and a bond that holds the grains together. The abrasive grains can be natural or synthetic and come in various sizes that determine stock removal rate and surface finish. The bond type and wheel structure also influence the grinding process. Proper wheel selection depends on factors like the material, operation, and required surface quality.GRINDING
GRINDINGrmkcet
Ã˝
Grinding is an abrasive machining process that uses a rotating abrasive wheel to remove material from a workpiece through its cutting action. It can achieve very high accuracies and fine surface finishes. There are two main types - precision grinding for accurate dimensions and surface grinding, and non-precision grinding for roughing operations. The grinding wheel consists of abrasive grains bonded together using a bonding material and is precisely balanced for high-speed rotation. Process parameters like abrasive type, grain size, bonding material and wheel grade are selected based on the material and precision requirements.Grinding
GrindingAnish Ansari
Ã˝
The document discusses abrasive machining processes, specifically grinding. It describes how grinding uses abrasive wheels to smoothly finish surfaces and achieve high accuracy. Grinding involves removing small amounts of material using abrasive grains. Proper wheel selection depends on factors like the material, stock removal needs, required finish, and machine. There are different types of grinding like cylindrical, surface, and form grinding that produce various surface geometries and levels of precision.Grinding
GrindingDivya Gautam
Ã˝
The document provides an overview of abrasive machining and grinding processes. It discusses abrasive materials, grinding wheel components and identification, operational parameters, grinding machine types, and specific grinding operations like surface grinding, cylindrical grinding, and centerless grinding. Key points covered include the use of bonded and free abrasives, grit size and geometry, wheel grades and structures, grinding parameters, and the advantages and disadvantages of centerless grinding.Grinding process
Grinding processHAMZA ZAKARIA
Ã˝
Grinding is a material removal process that uses an abrasive grinding wheel rotating at high speeds to remove small chips of material. The grinding wheel consists of abrasive particles held together by a bond. Material is removed as the workpiece is fed against the rotating grinding wheel. Grinding can produce very smooth surfaces and is used for tasks like finishing, deburring, sharpening tools, and removing precise amounts of stock.Selection of grinding wheels and their conditioning
Selection of grinding wheels and their conditioningYuga Aravind Kumar
Ã˝
This document discusses the selection and conditioning of grinding wheels. It describes different types of abrasives like aluminum oxide, silicon carbide, diamond, and CBN that are used in grinding wheels. Factors like abrasive type, grit size, bond strength, structure, and bond material are considered for wheel selection based on the work material and grinding operation. Various bond types including vitrified, resin, metal, and electroplated bonds are explained. The document also discusses truing and dressing of wheels, where truing maintains wheel geometry and dressing conditions the abrasive grains.Grinding - Machine Tools & Metrology
Grinding - Machine Tools & MetrologyKrishna M Venkat
Ã˝
The document discusses the selection and specification of grinding wheels. It covers the types of abrasives like aluminum oxide, silicon carbide, diamond, and cBN and their characteristics and applications. It also discusses factors like grit size, grade or hardness of the wheel, structure or concentration, and type of bond that need to be considered when selecting a grinding wheel based on the material and grinding conditions. The key parameters that determine the wheel selection are the properties of the workpiece material, the type of grinding operation, and the desired material removal rate and surface finish.Grinding machines and abrasives
Grinding machines and abrasivesNishant Narvekar
Ã˝
The presentation provides an insight to the topic of grinding machines and abrasives. It introduces the topic in an easy and lucid way so that the viewers can easily grasp the concepts.Type of grinding wheels
Type of grinding wheelsgarfield Tulloch
Ã˝
This document discusses off-hand grinders, including safety precautions when using them and their main parts. It describes the types of off-hand grinders as pedestal, bench, and portable. The main parts are identified as the body, grinding wheels, work rests, and guards. Factors for selecting appropriate grinding wheels are grit size, grade, bond type, and structure.Grinding
GrindingPrem Kumar Soni
Ã˝
It is a material cutting process which engages an abrasive tool whose cutting elements are grains of.Grinding machine
Grinding machinemohammed tayeeb
Ã˝
This document discusses different types of grinding machines and grinding processes. It describes rough and precision grinders, including cylindrical, internal, surface, and special grinders. The document also covers abrasives like aluminum oxide and silicon carbide, bonds for grinding wheels, wheel markings, specifications, selection factors, mounting, dressing, truing, balancing, and diamond wheels.Grinding wheel 
Grinding wheel Amaresh Choudhary
Ã˝
This document discusses different types and properties of grinding wheels. It describes 10 types of grinding wheels based on their shape and intended use. It also covers the Indian Standard coding system used for grinding wheels which includes 6 symbols to indicate characteristics like abrasive type, grain size, grade, structure and bond. Different abrasive materials, bonds, grain sizes, grades and structures are defined. Guidelines for selecting the appropriate grinding wheel for different metals and operations are provided. Glazing and loading effects on wheels are described along with their causes and remedies. Steps for properly mounting grinding wheels are outlined.Abrasive machining ppt_mfg_chapter26_final
Abrasive machining ppt_mfg_chapter26_finalSanjay Nayee
Ã˝
This chapter discusses abrasive machining and finishing operations. It introduces abrasives and how they are used to remove small amounts of material. The key abrasive processes covered are grinding, including the different types of grinding operations and machines. Factors that affect grinding such as forces, temperature, and wheel wear are also summarized. The chapter outlines the various grinding operations like surface grinding, cylindrical grinding, and centerless grinding.Flexovit Abrasives Training
Flexovit Abrasives Trainingflexovitsocia
Ã˝
The document provides an overview of Flexovit, a manufacturer of bonded abrasive wheels. It discusses Flexovit's location in Angola, NY and 100,000 square foot manufacturing facility. The document also covers abrasive wheel components such as abrasive grains, resin bonds, fiberglass reinforcement and grinding wheel specifications. It explains the four main abrasive grain types and how bonded abrasive wheels cut material by revealing fresh abrasive grains as the wheel wears.Grinding wheel
Grinding wheelSumeet Nathani
Ã˝
This document provides information about grinding wheels and grinding processes. It discusses the key components of grinding wheels including abrasives and bonds. It describes the basic functions of grinding wheels such as material removal and surface generation. It also covers specifications, dressing, truing, balancing, selection criteria, and safety precautions for grinding wheels.Grinding
GrindingManish Singh
Ã˝
This document discusses grinding and grinding machines. It begins by defining grinding as a process of removing material using an abrasive wheel. It then describes the components of a grinding wheel, including the abrasive, bond, grit size, and grade. It discusses different types of abrasives, bonds, and grinding machines for rough and precision grinding. It covers topics like dressing, truing, wheel selection, and defects in grinding like glazing and loading. Overall, the document provides an overview of grinding wheels, bonds, grit sizes, defects and remedies, and common grinding machine types.Grinding
Grindingakshay jindal
Ã˝
The document discusses the basics of grinding, including:
1) Grinding is used to shape and finish metal components to a higher precision than other processes like turning or milling.
2) Grinding wheels are composed of abrasive grains held in a binder that act as cutting tools to remove small chips of material.
3) The main types of grinding are cylindrical, internal, centerless, and surface grinding which produce different surface features.Grinding machine by- Diparsh Modh
Grinding machine by- Diparsh ModhDiparsh
Ã˝
The document discusses different types of grinding machines and their processes. It describes grinding as an abrasive machining process that uses a revolving wheel to cut hard materials. There are different types of grinding machines based on the geometry of the workpiece, such as surface grinding for flat surfaces, cylindrical grinding for external cylindrical surfaces, and centerless grinding which does not use centers or fixtures to hold the workpiece. The document provides details on grinding wheels, abrasives, and factors to consider for selecting the appropriate grinding wheel for different materials and processes.Performance of grinding wheel
Performance of grinding wheelVijay Dhandhukiya
Ã˝
Performance Of Grinding Wheel depends upon selected abrasive, grain size, structure and bond type. Discuss effect of each.L9 grinding2012
L9 grinding2012Lalu Kumar
Ã˝
Grinding is a material removal process that uses an abrasive tool consisting of grains of abrasive material known as grits. The grits are held together by a bonding material to form the grinding wheel. Grinding provides advantages like dimensional accuracy, good surface finish, and form accuracy. It is used for applications such as surface finishing, deburring, and grinding of tools and cutters. Grinding wheels are characterized by the abrasive grains, bond material, grain size, and wheel structure. Proper selection of grinding wheel composition depends on factors like the work material and grinding conditions. Truing and dressing maintain the grinding wheel geometry and condition the cutting edges of abrasive grains.Grinding
GrindingUrvesh Prajapati
Ã˝
This document discusses different types of grinding machines and grinding processes. It begins with an introduction to grinding and then covers:
1. The principle of grinding involves abrasive particles on a rotating wheel removing material from the workpiece.
2. Types of grinding include rough and precision grinding. Classification of grinding machines includes bench, surface, cylindrical, centerless, internal, and special purpose grinding machines.
3. The various elements of a grinding wheel such as abrasives, bonds, and structure are described. Wheel shapes, coding systems, and methods for dressing grinding wheels are also outlined.Unit 4A Grinding
Unit 4A GrindingMechbytes
Ã˝
Complete coverage of Grinding and Abrasive Machining. Includes grinding machines and finishing operationsL9 grinding
L9 grindingArun Kandukuri
Ã˝
Grinding is a material removal process that uses an abrasive wheel to remove material from a workpiece. The abrasive wheel consists of bonded abrasive grains that cut through the workpiece material. Grinding provides high accuracy and surface finish. It is used for processes like surface finishing, deburring, and tool sharpening. The grinding wheel specifications include the abrasive material, grit size, bond hardness, structure, and bond type. Proper selection of the grinding wheel depends on factors like the work material properties and grinding conditions. Truing and dressing maintain the geometry and cutting ability of the grinding wheel.Grinding machines.kbs
Grinding machines.kbsKishan Suthar
Ã˝
This document discusses different types of grinding machines. It begins with defining grinding as a material removal process that provides better surface finish than other machining processes. It then describes four main types of grinding machines: surface grinding machines, cylindrical grinding machines, internal grinding machines, and tool and cutter grinding machines. For each type, it provides details on their uses and examples of common machine variations.Grinding wheel designation and selection
Grinding wheel designation and selectioncpandiv
Ã˝
The document discusses specifications for grinding wheels, including the type of abrasive material, abrasive grain size, wheel hardness, wheel structure, and bond material. It provides details on grit size numbering and describes parameters like grain size, grade, and structure. Grit size affects material removal rate and surface finish. Grade refers to abrasive hardness. Structure relates to spacing between grains and is open for high material removal or dense for precision work. Wheels can be reconditioned through dressing to expose sharp grains and truing to restore wheel geometry.Abrasive wheels presentation
Abrasive wheels presentationJason Kearns
Ã˝
This document provides information on selecting, mounting, inspecting, storing, and using abrasive wheels safely. It outlines the key hazards associated with abrasive wheels, and how to properly select, mount, inspect, balance, store and dress wheels. It also describes regulations regarding training requirements for working with abrasive wheels and required personal protective equipment.Grinding- a material removal process
Grinding- a material removal processShivani Chaudhary
Ã˝
Grinding is a metal removal process that uses an abrasive wheel to shape and size a workpiece. There are different types of grinding including surface grinding, cylindrical grinding, and electrochemical grinding. The grinding wheel consists of abrasive particles bonded together and comes in various shapes and sizes. Factors like abrasive type, grain size, grade, structure, and bond affect the wheel's properties. Grinding finishes the surface and changes the workpiece's mechanical, physical, and chemical properties.Grinding machine
Grinding machinevivek vala
Ã˝
This document contains information about a student named Vala Vivek B. studying manufacturing processes in the 3rd semester of 2016. It discusses design considerations for grinding processes, types of abrasive grain wear, coolants and lubricants used for grinding, and other abrasive processes like honing, lapping, polishing and finishing techniques to remove burrs.MMK43403 SLIDE GRINDING (1).pdf
MMK43403 SLIDE GRINDING (1).pdfMuhdIez
Ã˝
The specific removal rate Q' is defined as the material removal rate per unit width of the grinding contact. In this example, the total material removal rate is Q = 50 mm3/s over a contact width of bw = 25 mm. Therefore, the specific removal rate is calculated as:
Q' = Q / bw
= 50 mm3/s / 25 mm
= 2 mm3/s/mm
So the specific removal rate in this case is Q' = 2 mm3/s per mm width, as quoted in the question.ABRASIVE PROCESSES.pptx
ABRASIVE PROCESSES.pptxDineshKumar4165
Ã˝
This document discusses abrasive machining processes like grinding. It covers the types of grinding wheels, their specifications and selection criteria. It describes different grinding processes like cylindrical grinding, surface grinding, and centreless grinding. It also discusses broaching machines and broaching processes. The key points are:
- Grinding involves removing material with abrasive particles in a grinding wheel. Wheel specifications include abrasive material, grain size, bond type, grade, and structure.
- Types of grinding include cylindrical grinding, surface grinding, centreless grinding, and internal grinding. Precision grinders are used for these processes.
- Broaching involves removing metal with a row of progressively higher teeth on a broaching tool. ItMore Related Content
What's hot (20)
Type of grinding wheels
Type of grinding wheelsgarfield Tulloch
Ã˝
This document discusses off-hand grinders, including safety precautions when using them and their main parts. It describes the types of off-hand grinders as pedestal, bench, and portable. The main parts are identified as the body, grinding wheels, work rests, and guards. Factors for selecting appropriate grinding wheels are grit size, grade, bond type, and structure.Grinding
GrindingPrem Kumar Soni
Ã˝
It is a material cutting process which engages an abrasive tool whose cutting elements are grains of.Grinding machine
Grinding machinemohammed tayeeb
Ã˝
This document discusses different types of grinding machines and grinding processes. It describes rough and precision grinders, including cylindrical, internal, surface, and special grinders. The document also covers abrasives like aluminum oxide and silicon carbide, bonds for grinding wheels, wheel markings, specifications, selection factors, mounting, dressing, truing, balancing, and diamond wheels.Grinding wheel
Grinding wheel Amaresh Choudhary
Ã˝
This document discusses different types and properties of grinding wheels. It describes 10 types of grinding wheels based on their shape and intended use. It also covers the Indian Standard coding system used for grinding wheels which includes 6 symbols to indicate characteristics like abrasive type, grain size, grade, structure and bond. Different abrasive materials, bonds, grain sizes, grades and structures are defined. Guidelines for selecting the appropriate grinding wheel for different metals and operations are provided. Glazing and loading effects on wheels are described along with their causes and remedies. Steps for properly mounting grinding wheels are outlined.Abrasive machining ppt_mfg_chapter26_final
Abrasive machining ppt_mfg_chapter26_finalSanjay Nayee
Ã˝
This chapter discusses abrasive machining and finishing operations. It introduces abrasives and how they are used to remove small amounts of material. The key abrasive processes covered are grinding, including the different types of grinding operations and machines. Factors that affect grinding such as forces, temperature, and wheel wear are also summarized. The chapter outlines the various grinding operations like surface grinding, cylindrical grinding, and centerless grinding.Flexovit Abrasives Training
Flexovit Abrasives Trainingflexovitsocia
Ã˝
The document provides an overview of Flexovit, a manufacturer of bonded abrasive wheels. It discusses Flexovit's location in Angola, NY and 100,000 square foot manufacturing facility. The document also covers abrasive wheel components such as abrasive grains, resin bonds, fiberglass reinforcement and grinding wheel specifications. It explains the four main abrasive grain types and how bonded abrasive wheels cut material by revealing fresh abrasive grains as the wheel wears.Grinding wheel
Grinding wheelSumeet Nathani
Ã˝
This document provides information about grinding wheels and grinding processes. It discusses the key components of grinding wheels including abrasives and bonds. It describes the basic functions of grinding wheels such as material removal and surface generation. It also covers specifications, dressing, truing, balancing, selection criteria, and safety precautions for grinding wheels.Grinding
GrindingManish Singh
Ã˝
This document discusses grinding and grinding machines. It begins by defining grinding as a process of removing material using an abrasive wheel. It then describes the components of a grinding wheel, including the abrasive, bond, grit size, and grade. It discusses different types of abrasives, bonds, and grinding machines for rough and precision grinding. It covers topics like dressing, truing, wheel selection, and defects in grinding like glazing and loading. Overall, the document provides an overview of grinding wheels, bonds, grit sizes, defects and remedies, and common grinding machine types.Grinding
Grindingakshay jindal
Ã˝
The document discusses the basics of grinding, including:
1) Grinding is used to shape and finish metal components to a higher precision than other processes like turning or milling.
2) Grinding wheels are composed of abrasive grains held in a binder that act as cutting tools to remove small chips of material.
3) The main types of grinding are cylindrical, internal, centerless, and surface grinding which produce different surface features.Grinding machine by- Diparsh Modh
Grinding machine by- Diparsh ModhDiparsh
Ã˝
The document discusses different types of grinding machines and their processes. It describes grinding as an abrasive machining process that uses a revolving wheel to cut hard materials. There are different types of grinding machines based on the geometry of the workpiece, such as surface grinding for flat surfaces, cylindrical grinding for external cylindrical surfaces, and centerless grinding which does not use centers or fixtures to hold the workpiece. The document provides details on grinding wheels, abrasives, and factors to consider for selecting the appropriate grinding wheel for different materials and processes.Performance of grinding wheel
Performance of grinding wheelVijay Dhandhukiya
Ã˝
Performance Of Grinding Wheel depends upon selected abrasive, grain size, structure and bond type. Discuss effect of each.L9 grinding2012
L9 grinding2012Lalu Kumar
Ã˝
Grinding is a material removal process that uses an abrasive tool consisting of grains of abrasive material known as grits. The grits are held together by a bonding material to form the grinding wheel. Grinding provides advantages like dimensional accuracy, good surface finish, and form accuracy. It is used for applications such as surface finishing, deburring, and grinding of tools and cutters. Grinding wheels are characterized by the abrasive grains, bond material, grain size, and wheel structure. Proper selection of grinding wheel composition depends on factors like the work material and grinding conditions. Truing and dressing maintain the grinding wheel geometry and condition the cutting edges of abrasive grains.Grinding
GrindingUrvesh Prajapati
Ã˝
This document discusses different types of grinding machines and grinding processes. It begins with an introduction to grinding and then covers:
1. The principle of grinding involves abrasive particles on a rotating wheel removing material from the workpiece.
2. Types of grinding include rough and precision grinding. Classification of grinding machines includes bench, surface, cylindrical, centerless, internal, and special purpose grinding machines.
3. The various elements of a grinding wheel such as abrasives, bonds, and structure are described. Wheel shapes, coding systems, and methods for dressing grinding wheels are also outlined.Unit 4A Grinding
Unit 4A GrindingMechbytes
Ã˝
Complete coverage of Grinding and Abrasive Machining. Includes grinding machines and finishing operationsL9 grinding
L9 grindingArun Kandukuri
Ã˝
Grinding is a material removal process that uses an abrasive wheel to remove material from a workpiece. The abrasive wheel consists of bonded abrasive grains that cut through the workpiece material. Grinding provides high accuracy and surface finish. It is used for processes like surface finishing, deburring, and tool sharpening. The grinding wheel specifications include the abrasive material, grit size, bond hardness, structure, and bond type. Proper selection of the grinding wheel depends on factors like the work material properties and grinding conditions. Truing and dressing maintain the geometry and cutting ability of the grinding wheel.Grinding machines.kbs
Grinding machines.kbsKishan Suthar
Ã˝
This document discusses different types of grinding machines. It begins with defining grinding as a material removal process that provides better surface finish than other machining processes. It then describes four main types of grinding machines: surface grinding machines, cylindrical grinding machines, internal grinding machines, and tool and cutter grinding machines. For each type, it provides details on their uses and examples of common machine variations.Grinding wheel designation and selection
Grinding wheel designation and selectioncpandiv
Ã˝
The document discusses specifications for grinding wheels, including the type of abrasive material, abrasive grain size, wheel hardness, wheel structure, and bond material. It provides details on grit size numbering and describes parameters like grain size, grade, and structure. Grit size affects material removal rate and surface finish. Grade refers to abrasive hardness. Structure relates to spacing between grains and is open for high material removal or dense for precision work. Wheels can be reconditioned through dressing to expose sharp grains and truing to restore wheel geometry.Abrasive wheels presentation
Abrasive wheels presentationJason Kearns
Ã˝
This document provides information on selecting, mounting, inspecting, storing, and using abrasive wheels safely. It outlines the key hazards associated with abrasive wheels, and how to properly select, mount, inspect, balance, store and dress wheels. It also describes regulations regarding training requirements for working with abrasive wheels and required personal protective equipment.Grinding- a material removal process
Grinding- a material removal processShivani Chaudhary
Ã˝
Grinding is a metal removal process that uses an abrasive wheel to shape and size a workpiece. There are different types of grinding including surface grinding, cylindrical grinding, and electrochemical grinding. The grinding wheel consists of abrasive particles bonded together and comes in various shapes and sizes. Factors like abrasive type, grain size, grade, structure, and bond affect the wheel's properties. Grinding finishes the surface and changes the workpiece's mechanical, physical, and chemical properties.Grinding machine
Grinding machinevivek vala
Ã˝
This document contains information about a student named Vala Vivek B. studying manufacturing processes in the 3rd semester of 2016. It discusses design considerations for grinding processes, types of abrasive grain wear, coolants and lubricants used for grinding, and other abrasive processes like honing, lapping, polishing and finishing techniques to remove burrs.Similar to Grinding (20)
MMK43403 SLIDE GRINDING (1).pdf
MMK43403 SLIDE GRINDING (1).pdfMuhdIez
Ã˝
The specific removal rate Q' is defined as the material removal rate per unit width of the grinding contact. In this example, the total material removal rate is Q = 50 mm3/s over a contact width of bw = 25 mm. Therefore, the specific removal rate is calculated as:
Q' = Q / bw
= 50 mm3/s / 25 mm
= 2 mm3/s/mm
So the specific removal rate in this case is Q' = 2 mm3/s per mm width, as quoted in the question.ABRASIVE PROCESSES.pptx
ABRASIVE PROCESSES.pptxDineshKumar4165
Ã˝
This document discusses abrasive machining processes like grinding. It covers the types of grinding wheels, their specifications and selection criteria. It describes different grinding processes like cylindrical grinding, surface grinding, and centreless grinding. It also discusses broaching machines and broaching processes. The key points are:
- Grinding involves removing material with abrasive particles in a grinding wheel. Wheel specifications include abrasive material, grain size, bond type, grade, and structure.
- Types of grinding include cylindrical grinding, surface grinding, centreless grinding, and internal grinding. Precision grinders are used for these processes.
- Broaching involves removing metal with a row of progressively higher teeth on a broaching tool. ItGrinding and Finishing.pptx
Grinding and Finishing.pptxVishwajeetGupta11
Ã˝
Grinding is an abrasive machining process that uses abrasive particles, known as grits, to remove material from a workpiece. Grits are characterized by sharp cutting points and are bonded together and shaped to form an abrasive tool. Coarse grits and open wheel structures are preferred for stock removal grinding to provide more space for chip accommodation. Finer grits and denser wheel structures are used for surface finishing. Vitrified and resinoid bonds are commonly used bonding materials for grinding wheels. Vitrified bonds provide strong, rigid wheels but are brittle. Resinoid bonds can be formulated for different conditions but cannot be used with alkaline coolants.Unit IV Abrasive Process and Broaching
Unit IV Abrasive Process and Broachinglaxtwinsme
Ã˝
Abrasive processes: grinding wheel – specifications and selection, types of grinding process– cylindrical grinding, surface grinding, centre less grinding and internal grinding- Typical applications – concepts of surface integrity, broaching machines: broach construction – push, pull surface and continuous broaching machines.Grinding
GrindingAman Raj
Ã˝
The document discusses various aspects of grinding, including:
1. Grinding is a material removal and surface finishing process that provides much higher precision than other machining processes like turning or milling.
2. The key advantages of grinding include high dimensional accuracy, good surface finish, form and location accuracy. It can be used on both hardened and unhardened materials for tasks like finishing, deburring, and tool sharpening.
3. The document outlines different types of grinding like surface grinding, cylindrical grinding, centerless grinding and discusses abrasives, bonding, structures and grades of grinding wheels.MT-II UNIT IV ABRASIVE PROCESS AND BROACHING
MT-II UNIT IV ABRASIVE PROCESS AND BROACHINGKarthik R
Ã˝
Abrasive processes: grinding wheel – specifications and selection, types of grinding process–
cylindrical grinding, surface grinding, centreless grinding and internal grinding- Typical applications – concepts of surface integrity, broaching machines: broach construction – push, pull, surface and
continuous broaching machinesM.P- II-UNIT IV - ABRASIVE PROCESSES AND GEAR CUTTING.pptx
M.P- II-UNIT IV - ABRASIVE PROCESSES AND GEAR CUTTING.pptxMohanumar S
Ã˝
The document discusses various abrasive processes and gear cutting. It describes different types of grinding processes like cylindrical grinding and surface grinding. It covers the selection and specifications of grinding wheels including abrasive materials, grain size, bonding materials, and wheel structures. Different grinding machines are also outlined, such as floor stand grinders, bench grinders, cylindrical grinders, and surface grinders. Key factors in selecting a grinding wheel like the material being machined and removal rate are also summarized.Abrasive machining
Abrasive machiningGirijaM11
Ã˝
The document discusses different types of abrasive machining processes including grinding, honing, lapping, superfinishing, polishing, buffing, abrasive water jet machining, and ultrasonic machining. It provides details on the basics of each process, describing things like how honing is used to improve geometric form and surface finish of cylinders, and how lapping involves rubbing two surfaces together with an abrasive in between. The document also discusses parameters of grinding wheels including properties of abrasive materials, grain size, wheel grade, structure, bonding material, and how grinding chips are formed.Finishing and polishing materials
Finishing and polishing materialsDr Arpita Dutta
Ã˝
a description of various finishing and polishing agents and materials used in dentistry more particularly prosthodonticsCh 10 grinding and finishing
Ch 10 grinding and finishingNandan Choudhary
Ã˝
1) Grinding is an abrasive machining process that uses abrasive particles held together by a bonding material to shape and finish workpieces.
2) Key factors in grinding include the abrasive material, grit size, bond type and strength, and wheel structure. Coarser grits and more open structures are used for stock removal while finer grits and denser structures provide better surface finishes.
3) Vitrified bonds are strong but brittle while resin and metal bonds offer more flexibility and toughness. Bond selection depends on factors like wheel speed and fluid compatibility.Abrasive
AbrasivePrashant Shahabadkar
Ã˝
The document discusses abrasive machining processes. It describes how abrasive machining uses small cutting edges on abrasive particles to remove material. Common abrasives include natural materials like sand and man-made materials like silicon carbide and aluminum oxide. Parts that can be machined include hard metals and parts requiring close tolerances. Grinding is one process that uses bonded abrasive wheels to cut materials. Precise tolerances of +/- 0.0001" can be achieved through grinding.Abrasives
AbrasivesAshitha Dominic
Ã˝
• Abrasive action
• Types of abrasion
• Principles of Cutting Grinding Finishing & Polishing
• Desirable Characteristics Of An Abrasive
• Factors affecting rate of abrasion
• Abrasive instrument design
• Classification of abrasive agents
• Biological hazards of abrasive agents
• Recent Advances
• Conclusion
As unit 3 grinding
As unit 3 grindingsharmaabhi
Ã˝
The document discusses various grinding and super finishing processes. It describes grinding as a machining process that uses abrasive particles to remove material from a workpiece. It discusses different types of grinding wheels, bonding materials, grit sizes, and selection criteria. It also describes dressing, truing, and defects in grinding like glazing. The document then discusses super finishing and honing processes that are used to produce very fine surface finishes. It compares lapping and honing processes.
finishingandpolishingmaterials-161020144509 (1).pptx
finishingandpolishingmaterials-161020144509 (1).pptxPrenisha Preethi
Ã˝
FINISHING AND POLISHING OF DENTAL MATERIALSAbrasivos
AbrasivosLEONEL Aguilar Chavez
Ã˝
This document discusses different types of abrasives, both natural and manufactured. It begins by defining abrasives as substances that are used to grind, polish, or remove material through rubbing or impact. It then describes important properties for abrasives such as hardness, toughness, grain shape and size. The document categorizes abrasives into loose grains, bonded abrasives, coated abrasives, and grains for soaps. It provides examples for each category and describes their typical uses. The document also distinguishes between natural abrasives like corundum, emery and diamonds, and manufactured abrasives like aluminum oxide and silicon carbide.
Advances in the Grinding of Aerospace Engine Materials
Advances in the Grinding of Aerospace Engine MaterialsNortonAbrasivesSGA
Ã˝
Norton | Saint-Gobain Abrasives application engineer, Dr. K.Philip Varghese, shares the results of testing modern grinding and polishing products on common Aerospace materials including gamma titanium aluminide and IN718. Learn how these advancements are saving time and money for the aerospace industry. For more information visit http://nortonsga.us/aerospace.ME364_abrasive_grinding.pdf
ME364_abrasive_grinding.pdfRokMezgec
Ã˝
This document provides an overview of grinding processes and technologies. It defines grinding as a material removal process that uses abrasive particles contained in a bonded grinding wheel operating at high speeds. Key points covered include the geometry and cutting conditions of grinding, factors that influence wheel wear and surface finish, different grinding wheel components and their properties, and various grinding operations like surface grinding, cylindrical grinding, and centerless grinding.Machine tool iii grinding superfinishing limit fit tolerance & surface f...
Machine tool iii grinding superfinishing limit fit tolerance & surface f...iukashyap
Ã˝
This document provides an overview of grinding and superfinishing processes. It discusses grinding wheels, their components like abrasives, bonds and specifications. It describes grinding wheel wear mechanisms and different types of grinding machines. Centerless grinding advantages are outlined. Honing, lapping and polishing are introduced as superfinishing processes to achieve very high surface finishes for critical machine components.Recently uploaded (20)

Wireless-Charger presentation for seminar .pdf
Wireless-Charger presentation for seminar .pdfAbhinandanMishra30
Ã˝
Wireless technology used in chargerStructural QA/QC Inspection in KRP 401600 | Copper Processing Plant-3 (MOF-3)...
Structural QA/QC Inspection in KRP 401600 | Copper Processing Plant-3 (MOF-3)...slayshadow705
Ã˝
This presentation provides an in-depth analysis of structural quality control in the KRP 401600 section of the Copper Processing Plant-3 (MOF-3) in Uzbekistan. As a Structural QA/QC Inspector, I have identified critical welding defects, alignment issues, bolting problems, and joint fit-up concerns.
Key topics covered:
✔ Common Structural Defects – Welding porosity, misalignment, bolting errors, and more.
✔ Root Cause Analysis – Understanding why these defects occur.
✔ Corrective & Preventive Actions – Effective solutions to improve quality.
✔ Team Responsibilities – Roles of supervisors, welders, fitters, and QC inspectors.
✔ Inspection & Quality Control Enhancements – Advanced techniques for defect detection.
üìå Applicable Standards: GOST, KMK, SNK ‚Äì Ensuring compliance with international quality benchmarks.
üöÄ This presentation is a must-watch for:
‚úÖ QA/QC Inspectors, Structural Engineers, Welding Inspectors, and Project Managers in the construction & oil & gas industries.
‚úÖ Professionals looking to improve quality control processes in large-scale industrial projects.
üì¢ Download & share your thoughts! Let's discuss best practices for enhancing structural integrity in industrial projects.
Categories:
Engineering
Construction
Quality Control
Welding Inspection
Project Management
Tags:
#QAQC #StructuralInspection #WeldingDefects #BoltingIssues #ConstructionQuality #Engineering #GOSTStandards #WeldingInspection #QualityControl #ProjectManagement #MOF3 #CopperProcessing #StructuralEngineering #NDT #OilAndGasLecture -3 Cold water supply system.pptx
Lecture -3 Cold water supply system.pptxrabiaatif2
Ã˝
The presentation on Cold Water Supply explored the fundamental principles of water distribution in buildings. It covered sources of cold water, including municipal supply, wells, and rainwater harvesting. Key components such as storage tanks, pipes, valves, and pumps were discussed for efficient water delivery. Various distribution systems, including direct and indirect supply methods, were analyzed for residential and commercial applications. The presentation emphasized water quality, pressure regulation, and contamination prevention. Common issues like pipe corrosion, leaks, and pressure drops were addressed along with maintenance strategies. Diagrams and case studies illustrated system layouts and best practices for optimal performance.US Patented ReGenX Generator, ReGen-X Quatum Motor EV Regenerative Accelerati...
US Patented ReGenX Generator, ReGen-X Quatum Motor EV Regenerative Accelerati...Thane Heins NOBEL PRIZE WINNING ENERGY RESEARCHER
Ã˝
Preface: The ReGenX Generator innovation operates with a US Patented Frequency Dependent Load Current Delay which delays the creation and storage of created Electromagnetic Field Energy around the exterior of the generator coil. The result is the created and Time Delayed Electromagnetic Field Energy performs any magnitude of Positive Electro-Mechanical Work at infinite efficiency on the generator's Rotating Magnetic Field, increasing its Kinetic Energy and increasing the Kinetic Energy of an EV or ICE Vehicle to any magnitude without requiring any Externally Supplied Input Energy. In Electricity Generation applications the ReGenX Generator innovation now allows all electricity to be generated at infinite efficiency requiring zero Input Energy, zero Input Energy Cost, while producing zero Greenhouse Gas Emissions, zero Air Pollution and zero Nuclear Waste during the Electricity Generation Phase. In Electric Motor operation the ReGen-X Quantum Motor now allows any magnitude of Work to be performed with zero Electric Input Energy.
Demonstration Protocol: The demonstration protocol involves three prototypes;
1. Protytpe #1, demonstrates the ReGenX Generator's Load Current Time Delay when compared to the instantaneous Load Current Sine Wave for a Conventional Generator Coil.
2. In the Conventional Faraday Generator operation the created Electromagnetic Field Energy performs Negative Work at infinite efficiency and it reduces the Kinetic Energy of the system.
3. The Magnitude of the Negative Work / System Kinetic Energy Reduction (in Joules) is equal to the Magnitude of the created Electromagnetic Field Energy (also in Joules).
4. When the Conventional Faraday Generator is placed On-Load, Negative Work is performed and the speed of the system decreases according to Lenz's Law of Induction.
5. In order to maintain the System Speed and the Electric Power magnitude to the Loads, additional Input Power must be supplied to the Prime Mover and additional Mechanical Input Power must be supplied to the Generator's Drive Shaft.
6. For example, if 100 Watts of Electric Power is delivered to the Load by the Faraday Generator, an additional >100 Watts of Mechanical Input Power must be supplied to the Generator's Drive Shaft by the Prime Mover.
7. If 1 MW of Electric Power is delivered to the Load by the Faraday Generator, an additional >1 MW Watts of Mechanical Input Power must be supplied to the Generator's Drive Shaft by the Prime Mover.
8. Generally speaking the ratio is 2 Watts of Mechanical Input Power to every 1 Watt of Electric Output Power generated.
9. The increase in Drive Shaft Mechanical Input Power is provided by the Prime Mover and the Input Energy Source which powers the Prime Mover.
10. In the Heins ReGenX Generator operation the created and Time Delayed Electromagnetic Field Energy performs Positive Work at infinite efficiency and it increases the Kinetic Energy of the system.

Air pollution is contamination of the indoor or outdoor environment by any ch...
Air pollution is contamination of the indoor or outdoor environment by any ch...dhanashree78
Ã˝
Air pollution is contamination of the indoor or outdoor environment by any chemical, physical or biological agent that modifies the natural characteristics of the atmosphere.
Household combustion devices, motor vehicles, industrial facilities and forest fires are common sources of air pollution. Pollutants of major public health concern include particulate matter, carbon monoxide, ozone, nitrogen dioxide and sulfur dioxide. Outdoor and indoor air pollution cause respiratory and other diseases and are important sources of morbidity and mortality.
WHO data show that almost all of the global population (99%) breathe air that exceeds WHO guideline limits and contains high levels of pollutants, with low- and middle-income countries suffering from the highest exposures.
Air quality is closely linked to the earth’s climate and ecosystems globally. Many of the drivers of air pollution (i.e. combustion of fossil fuels) are also sources of greenhouse gas emissions. Policies to reduce air pollution, therefore, offer a win-win strategy for both climate and health, lowering the burden of disease attributable to air pollution, as well as contributing to the near- and long-term mitigation of climate change.
Industrial Valves, Instruments Products Profile
Industrial Valves, Instruments Products Profilezebcoeng
Ã˝
We’re excited to share our product profile, showcasing our expertise in Industrial Valves, Instrumentation, and Hydraulic & Pneumatic Solutions.
We also supply API-approved valves from globally trusted brands, ensuring top-notch quality and internationally certified solutions. Let’s explore valuable business opportunities together!
We specialize in:
• Industrial Valves (Gate, Globe, Ball, Butterfly, Check)
• Instrumentation (Pressure Gauges, Transmitters, Flow Meters)
• Pneumatic Products (Cylinders, Solenoid Valves, Fittings)
As authorized partners of trusted global brands, we deliver high-quality solutions tailored to meet your industrial needs with seamless support.UNIT 1FUNDAMENTALS OF OPERATING SYSTEMS.pptx
UNIT 1FUNDAMENTALS OF OPERATING SYSTEMS.pptxKesavanT10
Ã˝
UNIT 1FUNDAMENTALS OF OPERATING SYSTEMS.pptxIndian Soil Classification System in Geotechnical Engineering
Indian Soil Classification System in Geotechnical EngineeringRajani Vyawahare
Ã˝
This PowerPoint presentation provides a comprehensive overview of the Indian Soil Classification System, widely used in geotechnical engineering for identifying and categorizing soils based on their properties. It covers essential aspects such as particle size distribution, sieve analysis, and Atterberg consistency limits, which play a crucial role in determining soil behavior for construction and foundation design. The presentation explains the classification of soil based on particle size, including gravel, sand, silt, and clay, and details the sieve analysis experiment used to determine grain size distribution. Additionally, it explores the Atterberg consistency limits, such as the liquid limit, plastic limit, and shrinkage limit, along with a plasticity chart to assess soil plasticity and its impact on engineering applications. Furthermore, it discusses the Indian Standard Soil Classification (IS 1498:1970) and its significance in construction, along with a comparison to the Unified Soil Classification System (USCS). With detailed explanations, graphs, charts, and practical applications, this presentation serves as a valuable resource for students, civil engineers, and researchers in the field of geotechnical engineering. 
15. Smart Cities Big Data, Civic Hackers, and the Quest for a New Utopia.pdf
15. Smart Cities Big Data, Civic Hackers, and the Quest for a New Utopia.pdfNgocThang9
Ã˝
Smart Cities Big Data, Civic Hackers, and the Quest for a New UtopiaG8 mini project for alcohol detection and engine lock system with GPS tracki...
G8 mini project for alcohol detection and engine lock system with GPS tracki...sahillanjewar294
Ã˝
b.tech final year projects report for cse

How to Make an RFID Door Lock System using Arduino
How to Make an RFID Door Lock System using ArduinoCircuitDigest
Ã˝
Learn how to build an RFID-based door lock system using Arduino to enhance security with contactless access control.How to Build a Maze Solving Robot Using Arduino
How to Build a Maze Solving Robot Using ArduinoCircuitDigest
Ã˝
Learn how to make an Arduino-powered robot that can navigate mazes on its own using IR sensors and "Hand on the wall" algorithm.
This step-by-step guide will show you how to build your own maze-solving robot using Arduino UNO, three IR sensors, and basic components that you can easily find in your local electronics shop.Soil Properties and Methods of Determination
Soil Properties and Methods of DeterminationRajani Vyawahare
Ã˝
This PPT covers the index and engineering properties of soil. It includes details on index properties, along with their methods of determination. Various important terms related to soil behavior are explained in detail. The presentation also outlines the experimental procedures for determining soil properties such as water content, specific gravity, plastic limit, and liquid limit, along with the necessary calculations and graph plotting. Additionally, it provides insights to understand the importance of these properties in geotechnical engineering applications.
US Patented ReGenX Generator, ReGen-X Quatum Motor EV Regenerative Accelerati...
US Patented ReGenX Generator, ReGen-X Quatum Motor EV Regenerative Accelerati...Thane Heins NOBEL PRIZE WINNING ENERGY RESEARCHER
Ã˝
Grinding
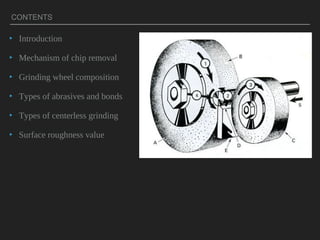
- 2. CONTENTS ‚ñ∏ Introduction ‚ñ∏ Mechanism of chip removal ‚ñ∏ Grinding wheel composition ‚ñ∏ Types of abrasives and bonds ‚ñ∏ Types of centerless grinding ‚ñ∏ Surface roughness value 2
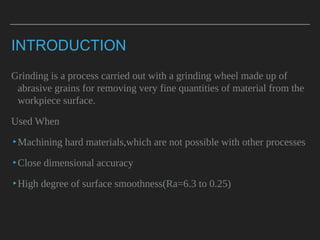
- 3. INTRODUCTION Grinding is a process carried out with a grinding wheel made up of abrasive grains for removing very fine quantities of material from the workpiece surface. Used When ‚ñ∏Machining hard materials,which are not possible with other processes ‚ñ∏Close dimensional accuracy ‚ñ∏High degree of surface smoothness(Ra=6.3 to 0.25) 3
- 4. CHARACTERISTICS OF GRINDING ‚ñ∏ Variable and indeterminate geometry of the grits ‚ñ∏ A random orientation of the grits giving unknown orientation. ‚ñ∏ High grinding velocity 4
- 5. INTERACTIONS 1. Grit-workpiece interaction 2. Chip-bond interaction 3. Chip-workpiece interaction 4. Bond-workpiece interaction 5
- 7. CHIP ACCOMMODATION IN GRINDING 7
- 8. WHEEL COMPOSITIONAL SPECIFICATIONS 51 A 60 K 5 V 05 ▸ 51-Manufacturer’s mark to identify the right kind of abrasive used ▸ A-Grit material ▸ 60-Grit Size ▸ K-Hardness of the wheel ▸ 5-Structure of the wheel ▸ V-Bond type ▸ 05-Manufacturer’s identifier 8
- 9. TYPES OF ABRASIVES AL203 ‚Ä£ with defect structure ‚Ä£ free cutting action ‚Ä£ fine tool grinding operation ‚Ä£ grinding of heat sensitive ferrous materials SiC- ‚Ä£ Harder but less tough than AL2O3 ‚Ä£ Reactive with iron and steel Diamond- ‚Ä£ Super abrasive,high chemical resistance and ‚Ä£ low coefficient of thermal expansion CBN ‚Ä£ Hardness next to diamond and synthetically produced ‚Ä£ less reactive with hardened steels,hard chill cast iron,nickel base and cobalt based super alloys. 9
- 10. BOND TYPES ‚ñ∏ Vitrified bond-Clay mixed with fluxes,strong,rigid and porous,called ceramic bond ‚ñ∏ Silicate-Sodium silicate(NaSiO3),Less sensitive to shocks ‚ñ∏ Synthetic resin-Thermosetting resins,good strength but not heat and chemical resistant ‚ñ∏ Rubber-Natural/synthetic rubber,flexible ‚ñ∏ Shellac-Very high surface finish is achieved ‚ñ∏ Metal-High thermal conductive metals(copper and aluminium alloys),the grit will be used till fully utilised. 10
- 11. TYPES OF GRINDING MACHINES ‚ñ∏ Cylindrical grinding for generating cylindrical surfaces ‚ñ∏ Surface grinding for generating flat surfaces ‚ñ∏ Centreless grinding for generating axi-symmetrical shapes 11
- 12. CENTRELESS GRINDING ‚ñ∏ Automatic feed is provided. ‚ñ∏ No support required(head stock,tailstock) ‚ñ∏ Suitable for long cylindrical bars ‚ñ∏ Used for production in bulk ‚ñ∏ Can grind different diameter workpiece and taper surface also. 12
- 13. 13
- 15. GECAM_ BELT CENTERLESS GRINDING MACHINE For round pieces.mp4