












































More Related Content
What's hot (20)
Similar to Pengecoran Logam (20)


















Recently uploaded (20)
















Pengecoran Logam
- 1. DASAR TEORI PL 4 ALVIN RAHARDIANSYAH (185060200111039)
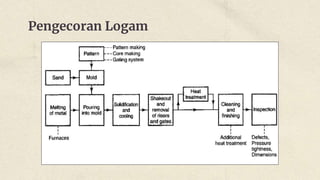
- 2. Pengecoran Logam Pengecoran logam adalah salah satu teknik pembuatan produk dimana logam dicairkan dalam tungku peleburan kemudian dituangkan ke dalam rongga cetakan dari produk cor yang akan dibuat. Kelebihan dari proses pengecoran logam yaitu: âĒ Dapat menghasilkan bentuk yang rumit âĒ Karena sifat metalurginya, beberapa jenis logam hanya bisa dibentuk dengan proses pengecoran âĒ Dapat dibuat dalam produksi masal âĒ Bisa membuat benda yang besar âĒ Mampu menghasilkan sifat mekanik yang baik
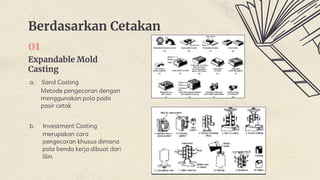
- 4. Berdasarkan Cetakan Expandable Mold Casting 01 a. Sand Casting b. Investment Casting merupakan cara pengecoran khusus dimana pola benda kerja dibuat dari lilin. Metode pengecoran dengan menggunakan pola pada pasir cetak
- 5. c. Evaporative Pattern Casting Pola menggunakan Polyesterene yang akan menguap saat logam dituang
- 6. Permanent Mold Casting 02 a. Die Casting Logam cair diinjeksikan ke dalam rongga cetakan dengan tekanan tinggi.
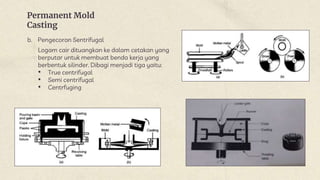
- 7. Permanent Mold Casting b. Pengecoran Sentrifugal Logam cair dituangkan ke dalam cetakan yang berputar untuk membuat benda kerja yang berbentuk silinder. Dibagi menjadi tiga yaitu: âĒ True centrifugal âĒ Semi centrifugal âĒ Centrfuging
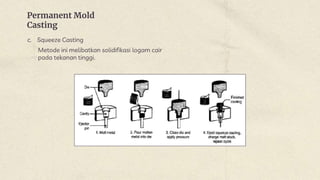
- 8. Permanent Mold Casting c. Squeeze Casting Metode ini melibatkan solidifikasi logam cair pada tekanan tinggi.
- 9. Peleburan Hidrogen Solubility Kelarutan hidrogen dalam logam cair Tungku Peleburan Tempat proses pencairan logam hingga titik leleh
- 10. Jenis Tungku Peleburan Dapur Induksi Panas berasal dari arus yang melewati coil Crucible Furnace Menggunakan bahan bakar fossil 01 02 03 Dapur Busur Listrik Panas Berasal dari busur listrik
- 11. Jenis Tungku Peleburan Cupola Furnace menggunakan conveyor untuk memasukkan logam. Bahan bakar yang digunakan adalah batu bara. Open Hearth Furnace didasarkan pada prinsip pemanasan regeneratif dan memperoleh suhu sangat tinggi 04 05
- 12. Solidifikasi
- 13. Proses Solidifikasi 1. Tahapan dalam pembentukan logam: âĒ Pengintian homogen : Terjadi pada logam murni, undercooling beberapa ratus derajat dibawah âĒ Pengintian heterogen : Terjadi pada logam paduan, undercooling antara 0,1 â 10 derajat celsius
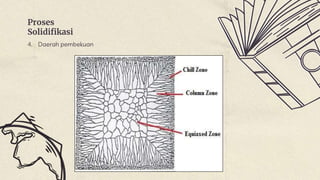
- 14. Proses Solidifikasi 2. Pembentukan kristal dalam logam cair dan struktur butir Saat inti stabil, kristal terbentuk, setelah pembekuan total terjadi, kristal membentuk batas butir
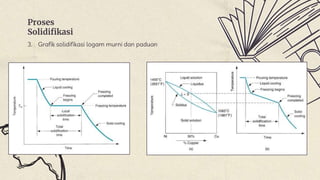
- 15. Proses Solidifikasi 3. Grafik solidifikasi logam murni dan paduan
- 17. Fluiditas kemampuan suatu logam cair untuk mengalir masuk ke dalam rongga cetakan sebelum membeku.
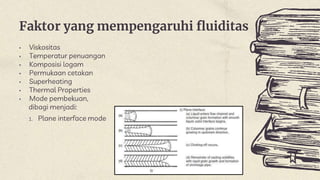
- 18. Faktor yang mempengaruhi fluiditas âĒ Viskositas âĒ Temperatur penuangan âĒ Komposisi logam âĒ Permukaan cetakan âĒ Superheating âĒ Thermal Properties âĒ Mode pembekuan, dibagi menjadi: 1. Plane interface mode
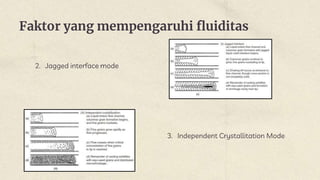
- 19. Faktor yang mempengaruhi fluiditas 2. Jagged interface mode 3. Independent Crystallitation Mode
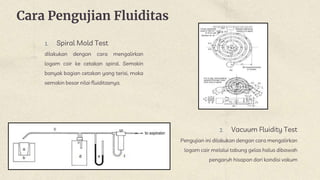
- 20. Cara Pengujian Fluiditas 1. Spiral Mold Test dilakukan dengan cara mengalirkan logam cair ke cetakan spiral. Semakin banyak bagian cetakan yang terisi, maka semakin besar nilai fluiditasnya. 2. Vacuum Fluidity Test Pengujian ini dilakukan dengan cara mengalirkan logam cair melalui tabung gelas halus dibawah pengaruh hisapan dari kondisi vakum
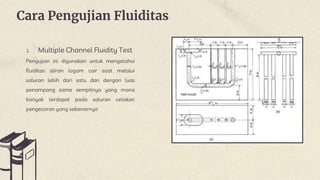
- 21. Cara Pengujian Fluiditas 1. Multiple Channel Fluidity Test Pengujian ini digunakan untuk mengetahui fluiditas aliran logam cair saat melalui saluran lebih dari satu dan dengan luas penampang sama sempitnya yang mana banyak terdapat pada saluran cetakan pengecoran yang sebenarnya
- 22. Cacat Coran
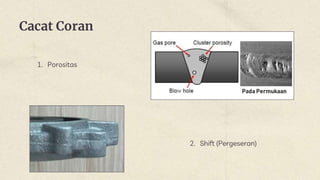
- 23. Cacat Coran 1. Porositas 2. Shift (Pergeseran)
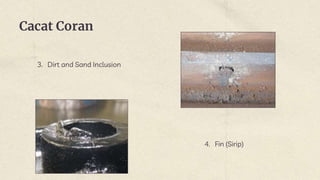
- 24. Cacat Coran 3. Dirt and Sand Inclusion 4. Fin (Sirip)
- 25. Cacat Coran 5. Shrinkage (Penyusutan) 6. Hot Tears
- 26. Cacat Coran 7. Gas Defect 8. Metal Penetration
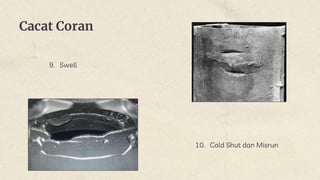
- 27. Cacat Coran 9. Swell 10. Cold Shut dan Misrun
- 28. Inspeksi pemeriksaan terhadap produk coran untuk mengetahui ada tidaknya cacat pada produk coran tersebut.
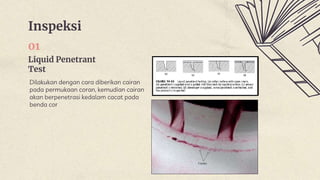
- 29. Inspeksi Liquid Penetrant Test 01 Dilakukan dengan cara diberikan cairan pada permukaan coran, kemudian cairan akan berpenetrasi kedalam cacat pada benda cor
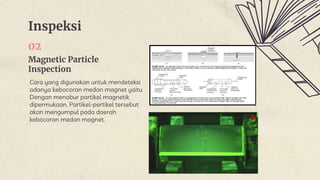
- 30. Inspeksi Magnetic Particle Inspection 02 Cara yang digunakan untuk mendeteksi adanya kebocoran medan magnet yaitu Dengan menabur partikel magnetik dipermukaan. Partikel-pertikel tersebut akan mengumpul pada daerah kebocoran medan magnet.
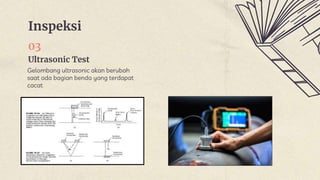
- 31. Inspeksi Ultrasonic Test 03 Gelombang ultrasonic akan berubah saat ada bagian benda yang terdapat cacat
- 32. Inspeksi Eddy Current Test 04 arus listrik dialirkan pada kumparan untuk membangkitkan medan magnet didalamnya. Jika medan magnet dikenakan pada benda logam yang akan diinspeksi, akan terbangkit arus Eddy
- 33. Inspeksi Radiographic Inspectiom 05 arus listrik dialirkan pada kumparan untuk membangkitkan medan magnet didalamnya. Jika medan magnet dikenakan pada benda logam yang akan diinspeksi, akan terbangkit arus Eddy
- 34. Inspeksi Uji Piknometri 06 Pengujian dilakukan dengan cara mencari densitas teoritis (True density) dan actual (Apparent density), kemudian dilakukan perbandingan untuk mencari persentase porositas. Persentase Porositas: % P = 1 â ðð ððĄâ à 100%
- 35. Terimakasih