

































More Related Content
What's hot (20)
Viewers also liked (11)









Similar to Resume_Metallurgist (20)




















Resume_Metallurgist
- 1. RESUME Krishna kumar H.no-23, Namda Basti, Jita Singh Bagan, Golmuri Jamshedpur, Jharkhand -831003 Contact No: 09300058825, 09993150669, krishna216_jsr@rediffmail.com JOB OBJECTIVES Seeking challenging position to use & apply my multi technical skills for the benefit of Organization in the area of Heat Treatment Metallurgy - Quality and Production field preferably at Automobile Manufacturing // Steel Sector. PROFILE ( HEAT TREATMENT METALLURGIST) • Entrepreneurial executive with more than 8 years experience managing Heat treatment Process // Metallurgy/ Metrology/ Supplier Q.C / Project at Automobile and steel sector. • Attend the customer complain and joint inspection on customer product give the corrective action plan on line in 8D format. • Motivational management style with record of building and retaining highly motivated quality team, production team and customer network. • Respectable acquaintance in steel destructive and non- destructive testing. • Control of various heat treatment processes of low carbon & high carbon steel for automobile industries (Normalizing, iso annealing, Case carburizing, Gas & Liquid Nitriding, Induction Hardening & Hardening, Tempering etc.) • Set heat treatment process for different steel grades according to chemical and Mechanical properties. • Perform the internal audit on frequency basis as per audit plan. • Review root cause analysis and make corrective action plan to prevent Recurrence of non conformity. • Co- ordinate with customer & suppliers and settling issues in new product Development. • Vendors develop for Machining, Forging & Heat treatment. • Exercised Metallurgy problem-solving skills in a high-pressure environment. • Constantly improve production level with production team by introduce different type of kaizen and reduce process cycle time. • Major part of my responsibilities is involved in Heat treatment, Metallographic, Process Control and testing the parts used in automotive sector, Gear, bearings etc. • Trouble Shooting, Poke-Yoke, Safety coordinator Lead & Cycle time reduction, Kaizen, 5S is the part of responsibilities held. • I got experience in the field of metallurgy under guidance of well experienced Metallurgist. ORGANIZATIONAL EXPERIENCE INDUSTERY POST PERIOD COMPANY PROFILE
- 2. RESUME VE COMMERCIAL VEHICLES LTD. An Volvo Group and Eicher Motors Joint Venture (Indore) M.P QA & Production SR.ENGINEER HEAT TREATMENT (METALLURGY) DEC 2013 TO TILL NOW VECV is an automobile manufacturing company making heavy and light commercial vehicle manufacturer. With a bull run both in domestic and export markets. Vecv boasts of a state- of- the art heat treatment shop which is recognized by MNC’s like Caterpillar (USA) as equivalent to the best in world.
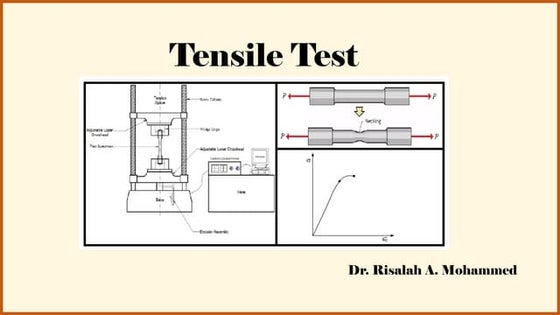
- 3. RESUME Responsibilities • INCOMING RAW MATERIAL CONTROL Spectrometer - Checking steel yard insure freedom form mixed up low alloy, Mn-Cr, Cr-Mo, Cr-Ni-Mo steel are mostly involved chemical analysis.. Hardenability: Jominy End- Quench Test. Mechanical properties: Tensile strength, Yield stress, Elongation% Reduction area, in UTM machine 400 kn use extensometer for 0.2 proof stresses. Impact Test: Charpy and Izod Test in impact machine 300 Joule use Liquid or Gases media skill set fracture specimen within 4 second. Metallographic: Inclusion Rating, Grain Size, Grain flow, Crack test. Microstructure: Analysis Annealed/ normalized materials for Bandings, Pearlite & Ferrite Distribution, micro cracks, forging defects. Hardness Testing: Rockwell, Brinell, Vickers, Knoop, Portable tester M/C ) Giving final approval for purchasing different steel grades according to their Chemical and Mechanical properties. Conducting Audit steel mill & Forger planned way. • FINAL INSPECTION OF HEAT TREATMENT MATERIALS Manage the work & Quality test in various customer that is-Drop of hardness Effective case depth measurement all heat treatment component. Hardness checking all heat treatment component in Digital Rockwell Hardness Tester m/c made by Wilson ,USA in scale 15N, 30N, 45N & HRA, HRB, HRC scale. MS TEST: Martensite stat test exercised estimate the depth of carbon concentration to the level of 0.5% and 0.8% on above in carburizing case. Nitriding: NH3 desolation & salt bath chemical analysis (CNO %) cyan ate, (CO3%) carbonate and (CN %) cyanide for reliable result. Viscometer & refactrometer: is used for 100% checking polymer & Washing solution concentration. Particle count & Millipore Analysis: Cleanliness Analysis through using Weight & Size Method and take corrective action. Grind Burn & grind crack: Grind Injury by Double Etch Method test. Salt spray test: Corrosion rust test and phasphoting titration and take corrective action. Microstructure: analysis ranging (50x-1000x) for defects like RA %, Carbide networks rating, Surface & Sub surface Bainite, Intergranular oxides, GBO, Core ferrites of case carburized materials & Hardened &Tempered material. Shot Peening & Blasting: Monitoring shot blasting & shot peening process for reliable result. Responsible for taking decision all heat treatment component & giving the final clearance of the material by the using Sap system. • DOCUMENTATION Familiar with TS-16949/ISO Requirements Preparing reports, format documents Spc, Run Chart, Fmea, R&R, Control Plan Work Instruction, Capa 8D formats, 7 qc tools and other required document. Achievements Reduced the nitro carburizing cycle 45~70 mints. By developed the external blower in nitriding furnace and reduce the cooling time which is save the cost.
- 4. RESUME PREVIOUS ORGANIZATIONAL EXPERIENCE INDUSTERY POST PERIOD COMPANY PROFILE JMT AUTO LTD. (Jamshedpur Metal treat Ltd) An Amtek Group Company Jharkhand QA SR,ENGINEER HEAT TREATMENT (METALLURGY) FEB 2010 TO DEC 2013 JMT is a fast growing automobile component manufacturer. Gears, Shaft, Pins, Bushes, Housing, Gear box assy., Oil Pump, Pipe assy., fly Wheel, Casting, Hydorlic Gears & Flanges, & Different Auto Components processing from raw material to finish stage. JMT has a big art heat treatment shop 25 Sqf furnace, 3 nitriding furnaces & 5 baths & induction furnace. This is recognized by MNC’s Client Halliburton (USA). PREVIOUS ORGANIZATIONAL EXPERIENCE INDUSTERY POST PERIOD COMPANY PROFILE SONI AUTO ALLIED INDUSTRIES LTD. DET & Supervisor (Heat treatment) NOV 2007 TO FEB 2010 Manufacturing of all types of leaf spring, (Laminated &Parabolic) Responsibilities Manage the work & Quality test of all customers & Joint inspection with customer’s product M/S Caterpillar, Halliburton, Eaton, Cnh, Hutch, Dana. Metallographic activities starting from raw material to finished stage and in between process. a) Chemical analysis b) Inclusions Rating. c) Jominy harden ability test. d) Grain Size. e) Grain Flow. f) Mechanical Testing (Hardness, Tensile, Compressive, Bend.) g) Micro structure revealing segregation, banding, Distribution of Pearlite & Ferrite structure. Review root cause analysis and make corrective action plan to prevent Recurrence of non conformity. Monitoring and planning all heat treatment process Normalizing, iso annealing, Case carburizing, Gas & liquid Nitriding, & Hardening, Tempering etc. Documentation Maintain for TS 16949 Audits. Supervising the quality inspectors and junior officers.
- 5. RESUME MACHINE // INSTRUMENT HADNLING • SQF/ Cgcf/ Pit / Boffco / Nitriding furnace and Liquid Nitriding Bath. • Micro hardness Tester Vicker / knops hardness m/c. for effective case depth measure • Image analyser with software for microphotography for Microstructure analysis // Nmtp / Gbo Measure. • Particle count analyzer with software. For Cleanness check & particle size measure • Superficial / Digital Rockwell hardness tester for Hardness measure in different scale A/ B/C & N. • Low magnification bionacular Steriozoom microscope for case depth / Pit furnace carburizing depth. • Brinell & Rockwell Egno-tip (portable) hardness tester. • Universal Testing Machine 400 Kn for Tensile / yield / bend test measure. • Imact Testing Machine 300 joule for Charpy/ Izod strength measure. EDUCATIONAL QUALIFICATION EXAMINATION UNIV./BOARD INSTITUTE PASSING - YEAR 2 Years, Diploma Tool Room operation M.S.M.E , Jamshedpur Indo Danish Tool Room, Jamshedpur 2007 Diploma Mechanical Engineering Mumbai, University Institution of Mechanical Engineers 2011 B.E in Metallurgical Engineering Delhi, University N.I.M.T, Delhi Pursuing Trainings Undertaken: Attended training at Volvo Pvt Ltd. exercised to estimate the Heat treatment process , Techniques & applications and Volvo quality system sponsored by VECV Ltd. EDUCATIONAL QUALIFICATION EXAMINATION UNIV./BOARD INSTITUTE PASSING - YEAR H.S J.S.E.B Ranchi G.N.H.S, Jamshedpur 2001 10+2 J.I.E.C Ranchi K.C.C , Jamshedpur 2003 PERSONAL INFORMATION Father Name Shoe Kumar D.O.B 25.01.1985 Gender Male Marital status Unmarried Religion Hindu Languages Known Hindi , English and Punjabi (Read, Write, Speak) Strength Sincere, Ability to work hard, Responsibility, Honesty, Positive attitude. Responsibilities Raw material inspection Hardness, strength, microstructure. Inspection 100% component and sorting out problem during inspection. Line audit conducting and controlling non conformability part at first approval. Hardness testing in Rockwell, BHN & engo tip protable Hardness tester. Checking metallurgical inspection & keeping complete information or Record. Documentation Maintain for TS 16949 Audits.
- 6. RESUME Contact No. 09300058825 , 09993150669 DECLARATION All the particulars furnished above are true to the best of my knowledge. Testimonials in support Will be presented as and when required. Thank you for pursuing my personal information. Place: Indore (M.P) Date: Krishna Kumar
- 7. RESUME Contact No. 09300058825 , 09993150669 DECLARATION All the particulars furnished above are true to the best of my knowledge. Testimonials in support Will be presented as and when required. Thank you for pursuing my personal information. Place: Indore (M.P) Date: Krishna Kumar