Screen printing in textile printing sector
Download as PPT, PDF9 likes7,887 views

Now we are in the age of printing, textile printing becomes popular day by day. Screen printing has been taken large place in textile printing sector. Trying to give a short description on it.

































More Related Content
What's hot (20)
Similar to Screen printing in textile printing sector (20)


















Recently uploaded (20)
















Screen printing in textile printing sector
- 1. Screen printing in textile sector Hasibul Haque Chowdhury B.Sc. in Textile Engineering
- 2. Printing Textile printing is the process of applying colour to fabric in definite patterns or designs. In properly printed fabrics the colour is bonded with the fiber, so as to resist washing and friction. In printing one or more colours are applied to it in certain parts only, and in sharply defined patter. In short, Printing Applying coloured patterns and designs to decorate a finished fabric is called ‘Printing’.
- 3. Screen Printing Screen printing is a printing technique whereby a mesh is used to transfer ink onto a substrate, except in areas made impermeable to the ink by a blocking stencil. Screen printing is also a stencil method of print making in which a design is imposed on a screen of polyester or other fine mesh. As the screen rebounds away from the substrate the ink remains on the substrate. One color is printed at a time, so several screens can be used to produce a multicoloured image or design.
- 4. Why Called ? Traditionally the process was called screen printing or silkscreen printing because silk was used in the process prior to the invention of polyester mesh. Currently, synthetic threads are commonly used in the screen printing process. The most popular mesh in general use is made of polyester. There are special-use mesh materials of nylon and stainless steel available to the screen printer.
- 5. Mesh The screen printing process uses a porous mesh stretched tightly over a frame made of wood or metal. Proper tension is essential for accurate color registration. The mesh is made of porous fabric or stainless steel. Screen mesh refers to the number of threads per inch of fabric. The more numerous the threads per inch the finer the screen.Finer mesh fabric should be 200-260 threads per inch. These are generally used in graphic and industrial printing.Course mesh fabric will be 160-180 threads per inch. Mesh = Thread/Inch Courser Mesh use to apply more color but not very good printing. Finer Mesh use to apply less color and for very good printing.
- 7. Chemicals The Dyes used for printing mostly include vat, reactive, naphthol and disperse colours which have good fastness properties. The pigments, which are not truly dyes, are also used extensively for printing. These colours are fixed to the fiber through resins that are very resistant to laundering or drycleaning. Pigments are among the fastest known colours and are effective for light to medium shades. For cotton printing vat and reactive dyes are generally used. Silk is usually printed with acid colours. Wool is printed with acid or chrome dyes but before printing it is treated with chlorine to make it more receptive to colours. Manmade fibers are generally printed with disperse and cationic dyes.
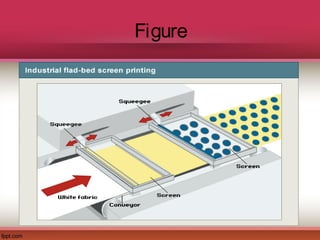
- 8. Types Screen printing is by far the most common technology today. Based on the type of the screen used. Two types exist: 1) Rotary screen printing 2) Flat (bed) screen printing. A blade (squeegee) squeezes the printing paste through openings in the screen onto the fabric. This causes the ink to wet the substrate and be pulled out of the mesh apertures as the screen springs back after the blade has passed.
- 9. Flat Screen Printing In flat bed screen printing, this process is an automated version of the older hand operated silk screen printing. For each color in the print design, a separate screen must be constructed or engraved. If the design has four colors, then four separate screens must be engraved. The flat-bed screen process is a semi-continuous, start-stop operation. Flat screen machines are used today mostly in printing terry towels. Currently, approximately 15-18% of printed fabric production worldwide is done on flat-bed screen machines.
- 10. Figure
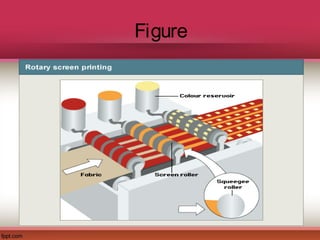
- 11. Rotary Screen Printing Rotary screen printing is so named because it uses a cylindrical screen that rotates in a fixed position rather than a flat screen that is raised and lowered over the same print location. Rotary presses place the squeegee within the screen. These machines are designed for roll-to-roll printing on fabric ranging from narrow to wide-format textiles. In rotary printing, the fabric travels at a consistent speed. By converting the screen-printing process from semi- continuous to continuous, higher production speeds are obtained than in flat bed printing. Typical speeds are from 50-120 yards per minute for rotary screen printing depending upon design complexity and fabric construction.
- 12. Figure
- 13. Thanks