SIRFrt Op Ex RCA2015b
1 like843 views

This document discusses root cause analysis (RCA) and loss elimination efforts at MMG sites from 2010-2014. It provides background on RCA processes, including: - Establishing trigger action response plans (TARP) to determine what events to investigate and at what level. - Using a standard RCA investigation process and format to facilitate sharing learnings. - Tracking RCA metrics like the number of investigations initiated and status of resulting actions. - The importance of leadership support, site champions, training, and linking RCAs to plant performance to sustain an effective RCA program over time. The goal is a proactive, timely, and cross-functional RCA process that prior



















































More Related Content
What's hot (20)
Similar to SIRFrt Op Ex RCA2015b (20)


















SIRFrt Op Ex RCA2015b
- 1. Loss Elimination Root Cause Analysis (RCA) Chris Galeotti May 2015 MMG
- 2. MMG – Our Operations 2
- 6. Schedule Compliance - Primary Maintenance (all SAP sites) 6 Average Schedule Compliance 2010 = 82.2% 2011 = 84.1% 2012 = 84.2% (+.1% on previous year) Trend is largely flat
- 7. Schedule Compliance – Secondary Maintenance (all SAP sites) 7 Average Schedule Compliance 2010 = 60.3% 2011 = 67.9% 2012 = 66.6% (-1.3% on previous year) Trend is largely flat
- 8. Schedule Work trend (all SAP sites) 8 Average Scheduled work 2010 = 53% 2011 = 60.5% 2012 = 61.9% (+1.4% on previous year) Guess Again - Trend is largely flat
- 9. AEVR – distribution by reason 9 Equip. Unavailable, 702, 18% Incomplete Planning, 685, 18% Materials Unavailabl, 102, 3% No Labour, 952, 24% Priority Change, 1270, 33% Schedule Overrun, 158, 4% SAP/BW Scheduled work not complete 2010-2012 PM01's only - Unassigned code removed The most significant reasons for not completing planned works and potential underlying causes; •  Priority change- typically breakdowns or unplanned demands displace planned works •  No Labour- either the personnel numbers or skillsets are lacking •  Incomplete planning - procedures, materials lacking resulting in more resources for each job •  Equipment Unavailable – Breakdowns impacting on planned works
- 10. Why Loss Elimination 10 •  WM metrics have remained flat over 3 year period •  Primary reasons for not completing planned work= Breakdowns?? •  To stop breakdowns we need to solve root causes •  To determine root causes we need to investigate •  We can’t & shouldn’t investigate everything •  What to investigate (need to pick our targets)
- 11. Why Loss Elimination 11 For a Loss Elimination program to be effective it must include; • Process for •  Initiating (TARP) •  Investigating (RCA2Go©) •  Managing of Actions • Training & support (coaching) • Metrics to report on performance
- 12. The Journey 12 The two definitive characteristics of higher level organisations; •  Continuous Improvement – Eliminate Defects •  Organisational Learning – Sharing experiences, knowledge expertise and practices
- 13. TARP – Trigger & Action Response Plan 13 Essential Elements •  A way of ranking losses so we know what events to investigate •  A way of deciding scale of investigation •  5Whys (can be done by individuals or small teams) •  RCA (more complex, run by Engineers) •  Allocating who is responsible and who is to be informed •  Identifying type, detail and timeliness of output
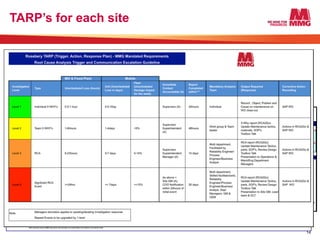
- 14. TARP’s for each site 14 TARP (Trigger, Action, Response Plan) - MMG Mandated Requirements Root Cause Analysis Trigger and Communication Escalation Guideline Loss Type/Trigger Consequence 1 2 3 4 5 6# EconomicLoss Plant Loss in Equivalent Metal Units <30 30-99 100-499 500-999 1000-4999 5000+ Development Metres, Ore/Overburden Tonnes, Metal tonnes** >10% of planned output for period >20% of planned output for period >40% of planned output for period >80% of planned output for period 100% of planned output for period 100% of planned output for period Estimated total cost impact $(MMG mandated) $5k to $24.9k $25k-$249.9k $250k-$2.49m $2.5m-$24.9m $25m-$250m >$250m Likelihood Likelihood Examples Ranking for Response Table (below) F Certain Weekly occurance E Likely Monthly occurance D Possible Yearly Occurrence C Unlikely Has/potential to occur every 3-5 years B Rare Has/potential to occur every 5-10 years A Remote 1 in 100 year event Ranking/Level Minimum RCA Tool (Action) Immediate Contact Accountable (A) NOF Completed within / Investigation & report Completed within*** Mandatory Analysis Team Output Required (Response) Corrective Action Recording Level 0 Minor No action required nil n/a nil nil nil Level 1 Low Single Person 5-Whys - formal (paper forms only) Supervisor (A) 24hours / 48hours Individual NOF Form (5-Why) Update Maintenance tactics, materials, SOP's Tolbox Talk SAP PM05 WO for corrective actions with M5 activity code Level 2 Medium Team Based 5-Whys Supervisor Superintendent (A) 24hours / 48hours Work group & Team leader NOF Form (5-Why). 5-Why report (RCA2Go) Update Maintenance tactics, materials, SOP's Toolbox Talk Actions in RCA2Go SAP PM05 WO for corrective actions with M5 activity code Level 3 High RCA Fault Tree Analysis Cross Functional Supervisor Superintendent Manager (A) 48hours /14 days Multi department, Facilitated by Reliability Engineer/ Process Engineer/ Business Analyst NOF Form (issued as Reliability Alert) Formal report (RCA2Go) Update Maintenance Tactics, parts, SOP's, Review Design Toolbox Talk Presentation to Operations & Maint/Eng Department Managers Actions in RCA2Go SAP PM05 WO for corrective actions with M5 activity code Level 4 Very high RCA Fault Tree Analysis Cross Functional with Formal Report Mandatory Ops + Maint Manager participation, GM & Corp discretionary As above + Site GM (A), COO Notification within 24hours of initial event 48hours / 28 days Multi department, Skilled facilitator(ext), Reliability Engineer/Process Engineer/ Business Analyst, Dept Managers, GM & OEM NOF Form (issued as Reliability Alert) Formal report (RCA2Go) Update Maintenance Tactics, parts, SOP's, Review Design Toolbox Talk Presentation to Site GM, Lead team & OLT Actions in RCA2Go SAP PM05 WO for corrective actions with M5 activity code Notes * The value used for repeated events should be the cumulative value over a given period # Represents Corporate level whole of business risk ** Site to determine and fill in the equivalent measures suitable for the productive area concerned. ***Site to determine reporting timeframes 5-Whys worksheets to be the subject of Toolbox Presentations & team notice board display Table represents minimum MMG requirement, site manangers can request higher level analysis to suit specific needs 2 3 4 >0HR for EW Plant, Oxy Plant, Tails Line, HV power >6 HR - POX, Crushing / Mill circuit, Decant Line, CSM and EW Crane >6HR for EW Plant, Oxy Plant, Tails Line, HV Power >12HR - POX, Crushing / Mill circuit, Decant Line, CSM and EW Crane >24Hr Full Plant Outage Ranking/Level Level 1 Minor Level 2 Low Level 3 High Level 4 Very high RCA Fault Tree Analysis RCA Fault Tree Analysis with Formal Report Multi department, Facilitated by Reliability Engineer/ Process Engineer/Business Analyst Multi department, Skilled facilitator(int/ext), Reliability Engineer/Process Engineer/Business Analyst, Dept Managers, GM & OEM Minimum RCA Tool (Action) No action required Team Based 5-Whys Mandatory Analysis Team nil Work group & Team leader TARP (Trigger, Action, Response Plan) - MMG Mandated Requirements Root Cause Analysis Trigger and Communication Escalation Guideline 1 ????? Loss Type/Trigger Hours Downtime Input Values Metal Unit Development Day X Y Site $2,100 $1,000,000 Century Date TARP VALUES Investigation Level 1 2 3 4 Average Daily Cost Greater than 136.99$ 410.96$ 1,369.86$ 5,479.45$ Annual cost 50,000.00$ 150,000.00$ 500,000.00$ 2,000,000.00$ Once off incident of 20,000.00$ 50,000.00$ 250,000.00$ 1,000,000.00$ Area Unit System Mobile Equipment Incident/Oportunity Name Investigation Triger Direct Costs Metal Units Mine/Ore Stock Pile Development % X Y Mobile Equipment Downtime Hr Total Cost Period Data Frequency (one only) Estimate Known Frequency/Period Days Cost per Day Investigation DE facilitator Defect Elimination Check Sheet Comments: ** Maintenance Event Requirements Unscheduled Downtime 15mins - 4 hours Variance Tracker entry 1-4 hrs downtime: Tradesperson conducts 5 Why's with recommendations to RE or Superintendent by end of shift. Throughput at 190 - 210tph over 24 hours Variance Tracker entry No analysis required unless requested by Operations Recovery loss 2-3% over 24 hours Variance Tracker entry No analysis required unless requested by Operations Unscheduled Downtime 4hr - 24hrs Variance Tracker entry Fpe incident investigation 4-24 hrs downtime: Tradesperson and Supervisor conduct 5 why's with recommendations to RE or Superintendent by end of shift. Throughput at 170 - 190tph over 24 hours Variance Tracker entry Fpe incident investigation No analysis required unless requested by Operations Recovery loss 3% - 10% over 24 hours Variance Tracker entry Daily production meeting & No analysis required unless requested by Operations Unscheduled Downtime 24hrs + Variance Tracker entry Fpe incident investigation RCA carried out at Manager's discretion > 24 hrs downtime : Team based RCA conducted. Minimum : (Tradesperson or Supervisor) + (REng or Superintendent) + (Operator) + (Specialist or OEM as necessary) within 4 weeks. Also, RCA presentation to site leadership team 4 weeks. Throughput at <170tph over 24 hours Variance Tracker entry Fpe incident investigation RCA carried out at Manager's discretion No analysis required unless requested by Operations Recovery loss 10% + over 24 hours Variance Tracker entry Fpe incident investigation Daily production meeting & action plan RCA carried out at Manager's discretion No analysis required unless requested by Operations NB - 230tph for req throughput rate. Base variances from this figure. * 5Why's and RCA's to be filed by Rel Eng. using AMPLA reference. RCA to be ICAM, unless root cause already known, (ie SP rundown, scats crusher failure etc) Action plans - as more of these are done, create 'Master Action Plan', a compendium of all actions being recorded per oretype. Operational Requirements Rev 1 draft for discussion - Required Actions for Below Target Performance
- 16. Process for investigating 16 •  Use a standard investigation process – RCArt •  Paint by Numbers approach •  Standardised format – easy to share
- 17. Warning Signs •  Too many Actions •  Actions not being effective •  Actions not being completed Actions can range from; •  Change of PM task, detail, frequency •  Increase workforce skills, training, advanced tooling •  Use of ConMon for a new type of task •  Install additional detection equipment, Alarms •  Modify Equipment/ New Equipment Prioritise Actions •  Risk (probability of success) •  Timeliness •  Impact (value) Actions 17
- 18. RCA Metrics 18 •  11 investigations initiated during October 6 5 0 5 10 15 20 25 Sep Oct Nov Dec Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Jan Feb Mar Apr May Jun Jul Aug Sep Oct 2011 2012 2013 2014 RCA Inves*ga*ons by site Sepon Rosebery Kinsevere Karumba Golden Grove Century All
- 19. RCA Metrics 19 1 6 6 11 3 5 16 10 2 5 4 9 0 5 10 15 20 25 30 35 40 RCA Investigation Status by site to April 2013 Started On Track null In Progress Completed Abandoned 7 1 25 21 2 93 18 43 17 64 6 49 0 20 40 60 80 100 120 140 160 180 200 All Century Golden Grove Karumba Kinsevere Rosebery Sepon RCA Action Status Report by site 2012-April 2013 (blank) Started On Track On Hold In Progress Completed Abandoned
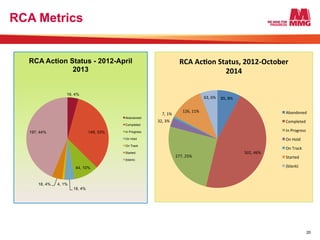
- 20. RCA Metrics 20 19, 4% 149, 33% 44, 10% 18, 4% 4, 1%18, 4% 197, 44% RCA Action Status - 2012-April 2013 Abandoned Completed In Progress On Hold On Track Started (blank) 85, 8% 502, 46% 277, 25% 32, 3% 7, 1% 126, 11% 63, 6% RCA Ac*on Status, 2012-October 2014 Abandoned Completed In Progress On Hold On Track Started (blank)
- 21. RCA Training 21 5Why training in Sepon, Laos - August 2014
- 22. The hardest part; •  Continued Leadership & Coaching •  Site Champions •  Promotion of activities via Monthly RCA report •  Mirroring KPI’s against plant performance •  If we are doing the right things in RCA, then the benefits will become apparent Sustaining the process 22
- 25. What does a successful RCA program look like? •  Proactive rather than reactive use •  Understood & Supported by Managers •  Targeted at the right type of investigations (the ones that make a difference) •  Cross functional involvement (not just Maintenance) •  Timely completion of investigations •  Active management of actions (we do what we say we will do) RCA Success 25