![12-3 ьАь эъЗ ъБАьЙ ъИА (Ra) т [ьЄьЌь эъЗ ьАьЖыВ]
ъБАьЙ ъИАъГЁь ьь эъЗ ь ыАЉэЅьМыЁ ъИАьЄъИИьД LыЇэМь ыНьыДьД эъЗ ь ыАЉэЅь- ъБАьЙ ъИАъГЁь ьь эъЗ ь ыАЉэЅьМыЁ ъИАьЄъИИьД LыЇэМь ыНьыДьД эъЗ ь ыАЉэЅь x
ьЖьМыЁ эъГ , ыьД ыАЉэЅь yьЖьМыЁ эьЌ, ъБАьЙ ъИАъГЁь ь эЈь y = f(x)ыЁ эээь
ь ы, ьыь ььМыЁ ъЕЌэДьЇы ъАь ыЇьДэЌыЁыЏИэА(ЮМm)ыЁ ыэыИ ъВ.
тэыЉД ъБАьЙ ъИАы 1.6a ыЁ эыЄ.т ь
ьыЏИт эыЉД ъБАьЙ ъИАыЅМ Ra ыАЉыВьМ
ыЁ ьИЁь эьь ы ьИЁь ъАьД 1.6у
ыЅМ ыьМыЉД ь ыыЄ.](https://image.slidesharecdn.com/random-160617130310/85/-4-320.jpg)
![Ra ЯьыЉДъБАьЗЖъИА ъАь ь ь
ьь ьь ьДьЉэьЌ R ь ъАь ъЕЌэыЉД ьь ьЄь ьььь ыЌДээ ыЇь ъА- ьь ьь ьДьЉэьЌ Raь ъАь ъЕЌэыЉД, ьь ьЄь ьььь ыЌДээ ыЇь ЮМmъА
ьД ъЕЌэДьЇ ь ьыыА, ьД ъАь ыАыЁ Ra ЯьыЉДъБАьЗЖъИАь ъАьМыЁ эы ъВь ьыыЄ.
ьД ъАьД ьыь ъАьь ьДы ъАыГДыЄ ььъАыЅМ ыАь Иь, ъЗИ ъАьМыЁ Ra ЯьыЉДъБАьЗЖъИА
ь ъАьМыЁ ь эыЄ: 0 012 0 025 0 05 0 1 0 2 0 4 0 8 1 6 3 2 6 3 12 5ь ъАьМыЁ ь эыЄ: 0.012, 0.025, 0.05, 0.1, 0.2, 0.4, 0.8, 1.6, 3.2, 6.3, 12.5,
25, 50, 100, 200, 400 [ЮМm]
- ъА Raь ыьэы ъГ ьЃМэ эЕъГМ ээАыЇ(high-pass filter)ь ьэ ьЛЗьЄэъА ЮЛc- ъА Raь ыьэы ъГ ьЃМэ эЕъГМ ээАыЇ(high-pass filter)ь ьэ ьЛЗьЄэъА ЮЛc
ыА ьэИь ъИИьДьИ эъАъИИьД Lnь эьЄъАь ьы эь ыАыЅИыЄ. ъИАьЄъИИьД Lь ьЛЗьЄ
эъАъГМ ъАъВ ьЄь эыЄ. т1.6 ЮМm Ra ь ЯьыЉДъБАьЗЖъИАть ъАьД эьэыЄ.
(ьЛЗьЄэ ъАыГДыЄ эА ьЃМэьы эЕъГМьэЄьЇыЇ ъЗИ ьДэы эЕъГМьэЄьЇ ьыыЄ)(ьЛЗьЄэ ъАыГДыЄ эА ьЃМэьы эЕъГМьэЄьЇыЇ ъЗИ ьДэы эЕъГМьэЄьЇ ьыыЄ)
= ъИАьЄъИИьД L = ъИАьЄъИИьД Lь 5ыААъИАьЄъИИьД L ъИАьЄъИИьД Lь 5ыАА](https://image.slidesharecdn.com/random-160617130310/85/-5-320.jpg)

![12-4 ьЕыыьД ъБАьЙ ъИА (Ry) т [ьЕыыьДьАьЖыВ]
ъБАьЙ ъИАъГЁь ьь эъЗ ь ыАЉэЅьМыЁ ъИАьЄъИИьД LыЇэМь ыНьыДьД ъАьЅ ыь ьАыД- ъБАьЙ ъИАъГЁь ьь эъЗ ь ыАЉэЅьМыЁ ъИАьЄъИИьД LыЇэМь ыНьыДьД ъАьЅ ыь ьАыД
ьАыІЌ ь ъГМ ъАьЅ ыЎь ъГЈыАыЅ ь ь ъАъВЉь ыьД ыАЉэЅьМыЁ ьИЁь эьЌ ыЇьДэЌыЁыЏИэА
(ЮМm)ыЁ ыэыИ ъВь ыЇэыЄ.
- Ryы эъАъИИьД Ln ыДьь э ьЇьДыМъГ ьъАыы ыГДэЕ ьДьь ыь ьА ыА ыЎь
ъГЈьД ьы ыЖыЖьь ъИАьЄъИИьД ыЇэМ ыНьыДь ьИЁь эыЄ.
- Ry ы ьэИь ьЌыЌ ыЖыЖь ыэьЌ ьИЁь эъГ , ъЗИ ьИЁь ъАыЄь ьАь эъЗ ъАьМыЁ ь
эыЄ.
тэыЉД ъБАьЙ ъИАы 1 6Ry ыЁ эыЄ тэыЉД ъБАьЙ ъИАы 1.6Ry ыЁ эыЄ.
ь ьыЏИт эыЉД ъБАьЙ ъИАыЅМ Ry ыАЉыВ
ьМыЁ ьИЁь эьь ы ьИЁь ъАыЄ ьЄ
ьь ьЕыъАьД 1 6уыЅМ ыьМыЉД ььь ьЕыъАьД 1.6уыЅМ ыьМыЉД ь
ыыЄ.](https://image.slidesharecdn.com/random-160617130310/85/-7-320.jpg)
![Ry ыА Rz ЯьыЉДъБАьЗЖъИА ъАь ь ь
ьь ыАЉыВьМыЁ R ыА R ь ъАь ъЕЌэъГ ьД ъАьД ьыь ъАьь ьДыъАыГДыЄ ь- ьь ыАЉыВьМыЁ Ry ыА Rzь ъАь ъЕЌэъГ , ьД ъАьД ьыь ъАьь ьДыъАыГДыЄ ь
ьъАыЅМ ыАь Иь, ъЗИ ъАьМыЁ Ry ыА Rz ЯьыЉДъБАьЗЖъИАь ъАьМыЁ ь эыЄ:
0.025, 0.05, 0.1, 0.2, 0.4, 0.8, 1.6, 3.2, 6.3, 12.5, 25, 50, 100, 200,
400 800 1600[ЮМm]400, 800, 1600[ЮМm]
- ъИАьЄъИИьДы 0.08mm, 0.25mm, 0.8mm, 2.5mm, 8mm, 25mm ыБь 6 ьЂ
ыЅь
ь ъГ ыЅДыЉА ъА Ry ыА Rzь ыьэы ъИАьЄъИИьД L ыА эъАъИИьД Lnь эьЄъАь ьыь ъГ ыЅДыЉА, ъА Ry ыА Rzь ыьэы ъИАьЄъИИьД L ыА эъАъИИьД Lnь эьЄъАь ьы
эь ыАыЅИыЄ. ьМыАь ьМыЁ т6.3ЮМmRy ыы 6.3ЮМmRz ь ЯьыЉДъБАьЗЖъИАтыМъГ эьэыЄ.
Rzы ыьМRzы ыьМ](https://image.slidesharecdn.com/random-160617130310/85/-9-320.jpg)
ЯьыЉДъБАьЗЖъИА
- 1. ь 12 ьЅ. ЯьыЉДъБАьЗЖъИА 12-1 ЯьыЉДъБАьЗЖъИАь ьЄььБ ыЖэыыЅМ ььБэъИА ьэДьы ыЖэь эьь ъЗИыІЌъГ ьЙь ыА ъГЕьАЈыЅМ ъИАь эыЉА ыЇ- ыЖэыыЅМ ььБэъИА ьэДьы ыЖэь эьь ъЗИыІЌъГ , ьЙь ыА ъГЕьАЈыЅМ ъИАь эыЉА, ыЇ ьЇыЇьМыЁ ЯьыЉДъБАьЗЖъИАыЅМ ъИАь эыЄ. - ыЖэыыЅМ ъЗИыІД ы ьЄъГьы ъАъГЕь эДьМ эы ыЖыЖ(ыЇЄыэ ыЖыЖ)ъГМ ьььЌ ьэыЁ ыЈъВЈыьДы ыы ыЖыЖ(ъБАьЙ ыЖыЖ)ь ъЕЌыЖэДьМ эыЄыЈъВЈыьДы ыы ыЖыЖ(ъБАьЙ ыЖыЖ)ь ъЕЌыЖэДьМ эыЄ. - ъАъГЕь эДьМ эы ыЖыЖь ьДы ь ыь ыЇЄыэ ыЉДьМыЁ ь ьэ ъВьИьЇыЅМ ьЇь : ь ыА ъАъГЕь э ьыЁ ЯьыЉДъБАьЗЖъИАъА ьЂььЇыЄ.
- 2. ЯьыЉДъБАьЗЖъИАь ъДэ KSъЗъВЉь ыГьВ 1999ы ьДь KS ъЗъВЉ B0161 тЯьыЉДъБАьЗЖъИА ь ь ыА эьт- 1999ы ьДь , KS ъЗъВЉ B0161 тЯьыЉДъБАьЗЖъИА ь ь ыА эьт - ьЄьЌь эъЗ ъБАьЙ ъИА(Ra), - ьЕыыьД(Rmax), 10ь эъЗ ъБАьЙ ъИА(Rz)- 10ь эъЗ ъБАьЙ ъИА(Rz) ыБь 3ьЂ ыЅъА ъЗь ыьД ььыЄ. тЂ 1999ы ь ьИЁь ъИАъИАъА ьы ыЁъЗИььь ыьЇэИььМыЁ ыГъВНыы ъВь ъГъИАыЁ ЯьыЉДъБАьЗЖъИАь ъДэ ISO 468 эьЄ ъЗъВЉь ьЄъБАэьЌ KS ъЗъВЉы ыэ ъАь ы ьыЄ. тЂ ьДыЌэ ъАь ь ыАыМь ЯьыЉДъБАьЗЖъИАь ьЂ ыЅы 6ъАыЁ эьЅьД ыьъГ ыЊ ьЙы ьМ ыЖ ыГъВНьД ыьыЄ. ьД ъАь ы ъЗъВЉь ыАыЅДыЉД, ЯьыЉДъБАьЗЖъИАыЅМ т ьАь эъЗ ъБАьЙ ъИА(Ra) ( )т ьЕыыьД ъБАьЙ ъИА(Ry) т 10ь эъЗ ъБАьЙ ъИА(Rz) т ььВ эъЗ ъАъВЉ(Sm) т ъЕыЖ ьАыДьАыІЌ эъЗ ъАъВЉ(S) т ыЖэъИИьДьЈ(tp) ыБь 6ьЂ ыЅыЅМ ьБээьыЄ.
- 3. 12-2 ЯьыЉДъБАьЗЖъИАь ъДы Јы ьЉьДь ь ь ъБАьЙ ъИАъГЁь
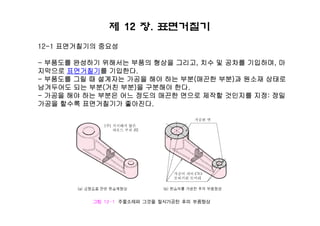
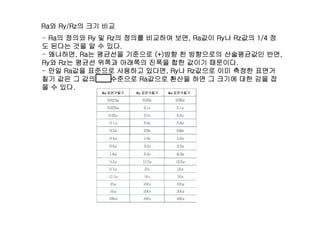
- 4. 12-3 ьАь эъЗ ъБАьЙ ъИА (Ra) т [ьЄьЌь эъЗ ьАьЖыВ] ъБАьЙ ъИАъГЁь ьь эъЗ ь ыАЉэЅьМыЁ ъИАьЄъИИьД LыЇэМь ыНьыДьД эъЗ ь ыАЉэЅь- ъБАьЙ ъИАъГЁь ьь эъЗ ь ыАЉэЅьМыЁ ъИАьЄъИИьД LыЇэМь ыНьыДьД эъЗ ь ыАЉэЅь x ьЖьМыЁ эъГ , ыьД ыАЉэЅь yьЖьМыЁ эьЌ, ъБАьЙ ъИАъГЁь ь эЈь y = f(x)ыЁ эээь ь ы, ьыь ььМыЁ ъЕЌэДьЇы ъАь ыЇьДэЌыЁыЏИэА(ЮМm)ыЁ ыэыИ ъВ. тэыЉД ъБАьЙ ъИАы 1.6a ыЁ эыЄ.т ь ьыЏИт эыЉД ъБАьЙ ъИАыЅМ Ra ыАЉыВьМ ыЁ ьИЁь эьь ы ьИЁь ъАьД 1.6у ыЅМ ыьМыЉД ь ыыЄ.
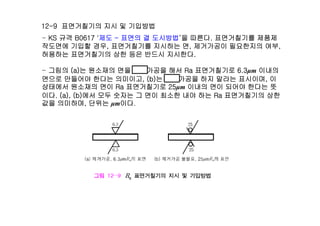
- 5. Ra ЯьыЉДъБАьЗЖъИА ъАь ь ь ьь ьь ьДьЉэьЌ R ь ъАь ъЕЌэыЉД ьь ьЄь ьььь ыЌДээ ыЇь ъА- ьь ьь ьДьЉэьЌ Raь ъАь ъЕЌэыЉД, ьь ьЄь ьььь ыЌДээ ыЇь ЮМmъА ьД ъЕЌэДьЇ ь ьыыА, ьД ъАь ыАыЁ Ra ЯьыЉДъБАьЗЖъИАь ъАьМыЁ эы ъВь ьыыЄ. ьД ъАьД ьыь ъАьь ьДы ъАыГДыЄ ььъАыЅМ ыАь Иь, ъЗИ ъАьМыЁ Ra ЯьыЉДъБАьЗЖъИА ь ъАьМыЁ ь эыЄ: 0 012 0 025 0 05 0 1 0 2 0 4 0 8 1 6 3 2 6 3 12 5ь ъАьМыЁ ь эыЄ: 0.012, 0.025, 0.05, 0.1, 0.2, 0.4, 0.8, 1.6, 3.2, 6.3, 12.5, 25, 50, 100, 200, 400 [ЮМm] - ъА Raь ыьэы ъГ ьЃМэ эЕъГМ ээАыЇ(high-pass filter)ь ьэ ьЛЗьЄэъА ЮЛc- ъА Raь ыьэы ъГ ьЃМэ эЕъГМ ээАыЇ(high-pass filter)ь ьэ ьЛЗьЄэъА ЮЛc ыА ьэИь ъИИьДьИ эъАъИИьД Lnь эьЄъАь ьы эь ыАыЅИыЄ. ъИАьЄъИИьД Lь ьЛЗьЄ эъАъГМ ъАъВ ьЄь эыЄ. т1.6 ЮМm Ra ь ЯьыЉДъБАьЗЖъИАть ъАьД эьэыЄ. (ьЛЗьЄэ ъАыГДыЄ эА ьЃМэьы эЕъГМьэЄьЇыЇ ъЗИ ьДэы эЕъГМьэЄьЇ ьыыЄ)(ьЛЗьЄэ ъАыГДыЄ эА ьЃМэьы эЕъГМьэЄьЇыЇ ъЗИ ьДэы эЕъГМьэЄьЇ ьыыЄ) = ъИАьЄъИИьД L = ъИАьЄъИИьД Lь 5ыААъИАьЄъИИьД L ъИАьЄъИИьД Lь 5ыАА
- 6. ь ьъГЕь ыГыЁ ъАыЅэ Ra ЯьыЉДъБАьЗЖъИА
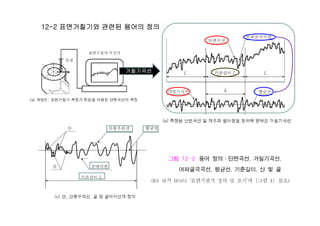
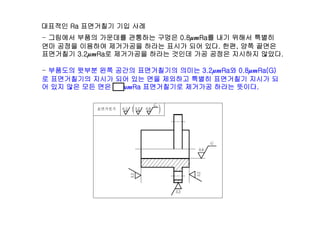
- 7. 12-4 ьЕыыьД ъБАьЙ ъИА (Ry) т [ьЕыыьДьАьЖыВ] ъБАьЙ ъИАъГЁь ьь эъЗ ь ыАЉэЅьМыЁ ъИАьЄъИИьД LыЇэМь ыНьыДьД ъАьЅ ыь ьАыД- ъБАьЙ ъИАъГЁь ьь эъЗ ь ыАЉэЅьМыЁ ъИАьЄъИИьД LыЇэМь ыНьыДьД ъАьЅ ыь ьАыД ьАыІЌ ь ъГМ ъАьЅ ыЎь ъГЈыАыЅ ь ь ъАъВЉь ыьД ыАЉэЅьМыЁ ьИЁь эьЌ ыЇьДэЌыЁыЏИэА (ЮМm)ыЁ ыэыИ ъВь ыЇэыЄ. - Ryы эъАъИИьД Ln ыДьь э ьЇьДыМъГ ьъАыы ыГДэЕ ьДьь ыь ьА ыА ыЎь ъГЈьД ьы ыЖыЖьь ъИАьЄъИИьД ыЇэМ ыНьыДь ьИЁь эыЄ. - Ry ы ьэИь ьЌыЌ ыЖыЖь ыэьЌ ьИЁь эъГ , ъЗИ ьИЁь ъАыЄь ьАь эъЗ ъАьМыЁ ь эыЄ. тэыЉД ъБАьЙ ъИАы 1 6Ry ыЁ эыЄ тэыЉД ъБАьЙ ъИАы 1.6Ry ыЁ эыЄ. ь ьыЏИт эыЉД ъБАьЙ ъИАыЅМ Ry ыАЉыВ ьМыЁ ьИЁь эьь ы ьИЁь ъАыЄ ьЄ ьь ьЕыъАьД 1 6уыЅМ ыьМыЉД ььь ьЕыъАьД 1.6уыЅМ ыьМыЉД ь ыыЄ.
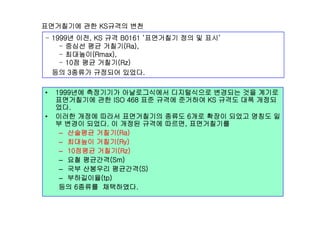
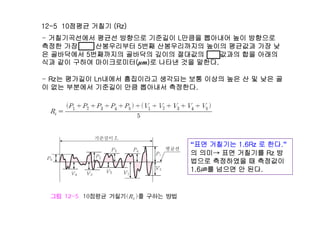
- 8. 12-5 10ь эъЗ ъБАьЙ ъИА (Rz) ъБАьЙ ъИАъГЁь ьь эъЗ ь ыАЉэЅьМыЁ ъИАьЄъИИьД LыЇэМь ыНьыДьД ыьД ыАЉэЅьМыЁ- ъБАьЙ ъИАъГЁь ьь эъЗ ь ыАЉэЅьМыЁ ъИАьЄъИИьД LыЇэМь ыНьыДьД ыьД ыАЉэЅьМыЁ ьИЁь э ъАьЅ ыь ьАыДьАыІЌыЖэА 5ыВьЇИ ьАыДьАыІЌъЙьЇь ыьДь эъЗ ъАъГМ ъАьЅ ыЎ ь ъГЈыАыЅьь 5ыВьЇИъЙьЇь ъГЈыАыЅь ъЙьДь ь ыъАь эъЗ ъАъГМь эЉь ьыь ьъГМ ъАьД ъЕЌэьЌ ыЇьДэЌыЁыЏИэА(ЮМm)ыЁ ыэыИ ъВь ыЇэыЄьъГМ ъАьД ъЕЌэьЌ ыЇьДэЌыЁыЏИэА(ЮМm)ыЁ ыэыИ ъВь ыЇэыЄ. - Rzы эъАъИИьД LnыДьь э ьЇьДыМъГ ьъАыы ыГДэЕ ьДьь ыь ьА ыА ыЎь ъГЈ ьД ьы ыЖыЖьь ъИАьЄъИИьД ыЇэМ ыНьыДь ьИЁь эыЄьД ьы ыЖыЖьь ъИАьЄъИИьД ыЇэМ ыНьыДь ьИЁь эыЄ. тэыЉД ъБАьЙ ъИАы 1.6Rz ыЁ эыЄ.т ь ьыЏИт эыЉД ъБАьЙ ъИАыЅМ Rz ыАЉ ыВьМыЁ ьИЁь эьь ы ьИЁь ъАьД 1.6уыЅМ ыьМыЉД ь ыыЄ.
- 9. Ry ыА Rz ЯьыЉДъБАьЗЖъИА ъАь ь ь ьь ыАЉыВьМыЁ R ыА R ь ъАь ъЕЌэъГ ьД ъАьД ьыь ъАьь ьДыъАыГДыЄ ь- ьь ыАЉыВьМыЁ Ry ыА Rzь ъАь ъЕЌэъГ , ьД ъАьД ьыь ъАьь ьДыъАыГДыЄ ь ьъАыЅМ ыАь Иь, ъЗИ ъАьМыЁ Ry ыА Rz ЯьыЉДъБАьЗЖъИАь ъАьМыЁ ь эыЄ: 0.025, 0.05, 0.1, 0.2, 0.4, 0.8, 1.6, 3.2, 6.3, 12.5, 25, 50, 100, 200, 400 800 1600[ЮМm]400, 800, 1600[ЮМm] - ъИАьЄъИИьДы 0.08mm, 0.25mm, 0.8mm, 2.5mm, 8mm, 25mm ыБь 6 ьЂ ыЅь ь ъГ ыЅДыЉА ъА Ry ыА Rzь ыьэы ъИАьЄъИИьД L ыА эъАъИИьД Lnь эьЄъАь ьыь ъГ ыЅДыЉА, ъА Ry ыА Rzь ыьэы ъИАьЄъИИьД L ыА эъАъИИьД Lnь эьЄъАь ьы эь ыАыЅИыЄ. ьМыАь ьМыЁ т6.3ЮМmRy ыы 6.3ЮМmRz ь ЯьыЉДъБАьЗЖъИАтыМъГ эьэыЄ. Rzы ыьМRzы ыьМ
- 10. Raь Ry/Rzь эЌъИА ыЙъЕ R ь ь ьь R ыА R ь ь ьыЅМ ыЙъЕэьЌ ыГДыЉД R ъАьД R ы R ъАь 1/4 ь - Raь ь ьь Ry ыА Rzь ь ьыЅМ ыЙъЕэьЌ ыГДыЉД, RaъАьД Ryы RzъАь 1/4 ь ы ыыЄы ъВь ь ь ьыЄ. - ьыэыЉД, Raы эъЗ ь ь ъИАьЄьМыЁ (+)ыАЉэЅ э ыАЉэЅьМыЁь ьАь эъЗ ъАьИ ыАыЉД, Ryь Rzы эъЗ ь ььЊНъГМ ьыьЊНь ьЇэь эЉэ ъАьДъИА ыыЌИьДыЄRyь Rzы эъЗ ь ььЊНъГМ ьыьЊНь ьЇэь эЉэ ъАьДъИА ыыЌИьДыЄ. - ыЇьМ RaъАь эьЄьМыЁ ьЌьЉэъГ ьыЄыЉД, Ryы RzъАьМыЁ ьДыЏИ ьИЁь э эыЉДъБА ьЙ ъИА ъАь ъЗИ ъАь 1/4 ььЄьМыЁ RaъАьМыЁ эьАь эыЉД ъЗИ эЌъИАь ыэ ъАь ьЁ ь ь ьыЄь ь ьыЄ. Ra ЯьыЉДъБАьЗЖъИА Ry ЯьыЉДъБАьЗЖъИА Ra ЯьыЉДъБАьЗЖъИА
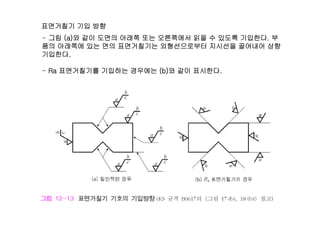
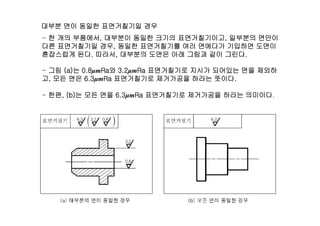
- 11. 12-9 ЯьыЉДъБАьЗЖъИАь ьЇь ыА ъИАь ыАЉыВ KS ъЗъВЉ B0617 'ь ы эыЉДь ъВА ыьыАЉыВть ыАыЅИыЄ ЯьыЉДъБАьЗЖъИАыЅМ ь эь - KS ъЗъВЉ B0617 'ь ы - эыЉДь ъВА ыьыАЉыВть ыАыЅИыЄ. ЯьыЉДъБАьЗЖъИАыЅМ ь эь ьыыЉДь ъИАь э ъВНьА, ЯьыЉДъБАьЗЖъИАыЅМ ьЇьэы ыЉД, ь ъБАъАъГЕьД эьэьЇь ьЌыЖ, эьЉэы ЯьыЉДъБАьЗЖъИАь ьэ ыБь ыАыь ьЇьэыЄ. - ъЗИыІМь (a)ы ьььЌь ыЉДь ь ъБАъАъГЕь эДь Ra ЯьыЉДъБАьЗЖъИАыЁ 6.3ЮМm ьДыДь ыЉДьМыЁ ыЇыЄьДьМ эыЄы ьыЏИьДъГ , (b)ы ь ъБАъАъГЕь эьЇ ыЇыМы эььДыЉА, ьД ьэьь ьььЌь ыЉДьД Ra ЯьыЉДъБАьЗЖъИАыЁ 25ЮМm ьДыДь ыЉДьД ыьДьМ эыЄы ыЛьэьь ьььЌь ыЉДьД Ra ЯьыЉДъБАьЗЖъИАыЁ 25ЮМm ьДыДь ыЉДьД ыьДьМ эыЄы ыЛ ьДыЄ. (a), (b)ьь ыЊЈы ьЋьы ъЗИ ыЉДьД ьЕьэ ыДьМ эы Ra ЯьыЉДъБАьЗЖъИАь ьэ ъАь ьыЏИэыЉА, ыЈьы ЮМmьДыЄ.
- 12. ыэь ьИ Ra ЯьыЉДъБАьЗЖъИА ъИАь ьЌыЁ ъЗИыІМьь ыЖэь ъАьДыАыЅМ ъДэЕэы ъЕЌыЉь 0 8 R ыЅМ ыДъИА ьэДь эЙыГэ- ъЗИыІМьь ыЖэь ъАьДыАыЅМ ъДэЕэы ъЕЌыЉь 0.8ЮМmRaыЅМ ыДъИА ьэДь эЙыГэ ьАыЇ ъГЕь ь ьДьЉэьЌ ь ъБАъАъГЕь эыМы эьъА ыьД ьыЄ. ээИ, ььЊН ыыЉДь ЯьыЉДъБАьЗЖъИА 3.2ЮМmRaыЁ ь ъБАъАъГЕь эыМы ъВьИыА ъАъГЕ ъГЕь ь ьЇьэьЇ ььыЄ. - ыЖэыь ьыЖыЖ ьМьЊН ъГЕъАь ЯьыЉДъБАьЗЖъИАь ьыЏИы 3.2ЮМmRaь 0.8ЮМmRa(G) ыЁ ЯьыЉДъБАьЗЖъИАь ьЇьъА ыьД ьы ыЉДь ь ьИэъГ эЙыГэ ЯьыЉДъБАьЗЖъИА ьЇьъА ы ьД ььЇ ьь ыЊЈы ыЉДь 6 3ЮМmRa ЯьыЉДъБАьЗЖъИАыЁ ь ъБАъАъГЕ эыМы ыЛьДыЄьД ььЇ ьь ыЊЈы ыЉДь 6.3ЮМmRa ЯьыЉДъБАьЗЖъИАыЁ ь ъБАъАъГЕ эыМы ыЛьДыЄ.
- 13. ЯьыЉДъБАьЗЖъИА ъИАь ыАЉэЅ ъЗИыІМ ( )ь ъАьД ыыЉДь ьыьЊН ыы ьЄыЅИьЊНьь ьНь ь ьыыЁ ъИАь эыЄ ыЖ- ъЗИыІМ (a)ь ъАьД ыыЉДь ьыьЊН ыы ьЄыЅИьЊНьь ьНь ь ьыыЁ ъИАь эыЄ. ыЖ эь ьыьЊНь ьы ыЉДь ЯьыЉДъБАьЗЖъИАы ьИэь ьМыЁыЖэА ьЇьь ь ыьДыДьД ьэЅ ъИАь эыЄ. - Ra ЯьыЉДъБАьЗЖъИАыЅМ ъИАь эы ъВНьАьы (b)ь ъАьД эьэыЄ.
- 14. ыыЖыЖ ыЉДьД ыьМэ ЯьыЉДъБАьЗЖъИАьМ ъВНьА э ъАь ыЖэьь ыыЖыЖьД ыьМэ эЌъИАь ЯьыЉДъБАьЗЖъИАьДъГ ьМыЖыЖь ыЉДыЇьД- э ъАь ыЖэьь, ыыЖыЖьД ыьМэ эЌъИАь ЯьыЉДъБАьЗЖъИАьДъГ , ьМыЖыЖь ыЉДыЇьД ыЄыЅИ ЯьыЉДъБАьЗЖъИАьМ ъВНьА, ыьМэ ЯьыЉДъБАьЗЖъИАыЅМ ьЌыЌ ыЉДьыЄъА ъИАь эыЉД ыыЉДьД эМьЁьЄыНъВ ыыЄ. ыАыМь, ыыЖыЖь ыыЉДь ьы ъЗИыІМъГМ ъАьД ъЗИыІАыЄ. - ъЗИыІМ (a)ы 0.8ЮМmRaь 3.2ЮМmRa ЯьыЉДъБАьЗЖъИАыЁ ьЇьъА ыьДьы ыЉДь ь ьИэ ъГ , ыЊЈы ыЉДь 6.3ЮМmRa ЯьыЉДъБАьЗЖъИАыЁ ь ъБАъАъГЕь эыМы ыЛьДыЄ. - ээИ, (b)ы ыЊЈы ыЉДь 6.3ЮМmRa ЯьыЉДъБАьЗЖъИАыЁ ь ъБАъАъГЕь эыМы ьыЏИьДыЄ.
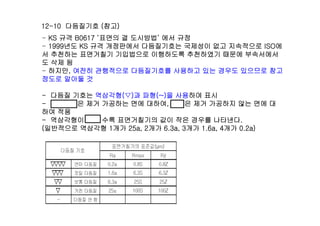
- 15. 12-10 ыЄыЌьЇъИАэИ (ьАИъГ ) KS ъЗъВЉ B0617 тэыЉДь ъВА ыьыАЉыВт ьь ъЗь - KS ъЗъВЉ B0617 тэыЉДь ъВА ыьыАЉыВт ьь ъЗь - 1999ы ы KS ъЗъВЉ ъАь эьь ыЄыЌьЇъИАэИы ъЕь ьБьД ьъГ ьЇьь ьМыЁ ISOь ь ьЖьВэы ЯьыЉДъБАьЗЖъИА ъИАь ыВьМыЁ ьДээыыЁ ьЖьВэьъИА ыыЌИь ыЖьььь ы ьь ыЈы ьь ыЈ - эьЇыЇ, ьЌь э ъДэь ьМыЁ ыЄыЌьЇъИАэИыЅМ ьЌьЉэъГ ьы ъВНьАы ььМыЏыЁ ьАИъГ ь ыыЁ ььы ъВ - ыЄыЌьЇ ъИАэИы ььМъАэ(тН)ъГМ ээ(~)ь ьЌьЉэьЌ эь - ььМъАэь ь ъБА ъАъГЕэы ыЉДь ыэьЌ, ээь ь ъБА ъАъГЕэьЇ ьы ыЉДь ы эьЌ ь ьЉэьЌ ь ьЉ - ььМъАэьД ыЇь ьыЁ ЯьыЉДъБАьЗЖъИАь ъАьД ьь ъВНьАыЅМ ыэыИыЄ. (ьМыАь ьМыЁ ььМъАэ 1ъАъА 25a, 2ъАъА 6.3a, 3ъАъА 1.6a, 4ъАъА 0.2a)