TÃĐcniques de fabricaciÃģ
1 like1,874 views

DescripciÃģn de les principales tÃĐcnicas de fabricaciÃģn de objectos a la industria.














TÃĐcniques de fabricaciÃģ
- 1. TÃCNIQUES DETÃCNIQUES DE FABRICACIÃFABRICACIÃ GLÃRIA GARCÃA GARCÃAGLÃRIA GARCÃA GARCÃA
- 2. 2 SISTEMES DE FABRICACIà Artesanal Producte en poques quantitats Eines i mà quines senzilles (de tipus manual) Industrial Producte en gran quantitat i varietat Moltes mà quines automà tiques OrganitzaciÃģ eficient de la producciÃģ Sistemes de fabricaciÃģ: conjunt de tÃĻcniques i operacions destinades a la transformaciÃģ de materials mitjançant processos tecnolÃēgics.
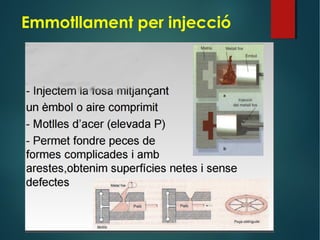
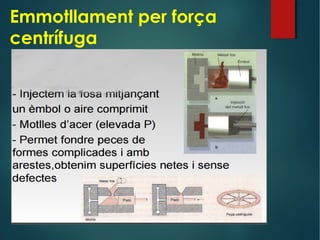
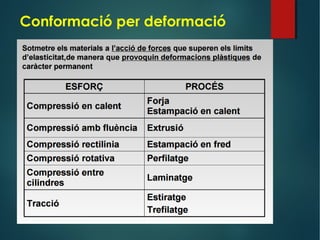
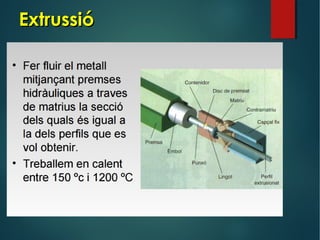
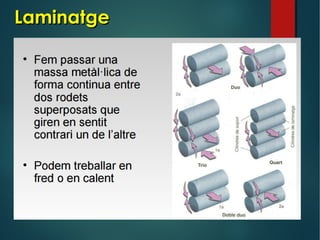
- 4. PROCESSOS DE CONFORMACIà SENSE PÃRDUA DE MATERIAL ï§ Per fusiÃģ i emmotllament:Per fusiÃģ i emmotllament: ï§ Gravetat:Gravetat: ï§ En conquillaEn conquilla ï§ En sorraEn sorra ï§ A la cera perdudaA la cera perduda ï§ PressiÃģ:PressiÃģ: ï§ Per injecciÃģPer injecciÃģ ï§ Per força centrÃfugaPer força centrÃfuga ï§ Per deformaciÃģ:Per deformaciÃģ: ï§ CompressiÃģ: forja, estampaciÃģ, laminatgeâĶCompressiÃģ: forja, estampaciÃģ, laminatgeâĶ ï§ TracciÃģ: estiratge o trefilatgeTracciÃģ: estiratge o trefilatge
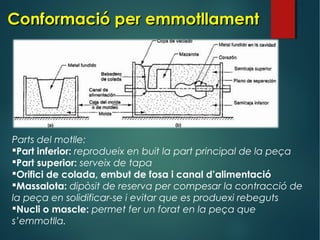
- 5. ConformaciÃģ per emmotllamentConformaciÃģ per emmotllament Parts del motlle: ï§Part inferior: reprodueix en buit la part principal de la peça ï§Part superior: serveix de tapa ï§Orifici de colada, embut de fosa i canal dâalimentaciÃģ ï§Massalota: dipÃēsit de reserva per compesar la contracciÃģ de la peça en solidificar-se i evitar que es produexi rebeguts ï§Nucli o mascle: permet fer un forat en la peça que sâemmotlla.
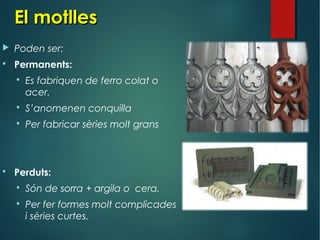
- 6. El motllesEl motlles ïĩ Poden ser: ï§ Permanents: ï§ Es fabriquen de ferro colat o acer. ï§ Sâanomenen conquilla ï§ Per fabricar sÃĻries molt grans ï§ Perduts: ï§ SÃģn de sorra + argila o cera. ï§ Per fer formes molt complicades i sÃĻries curtes.
- 7. Emmotllament en conquillaEmmotllament en conquilla ï§ Avantatges: ï§ ReutilitzaciÃģ ï§ Refredament rà pid ï§ Bon acabat de les peces i ajust als nivells de tolerà ncia ï§ No hi ha pÃĻrduda de material ï§ Inconvenients: ï§ No es fa per peces complexes ï§ Elevat preu ï§ Si sâutilitzen per a aliatges fÃĻrrics vida curta
- 8. Emmotllament en sorra ï§ Avantatges: econÃēmic i peces aguantin altes T. ï§ Inconvenients: no sâaplica peces grans, acabat no perfecte, necessiten un mecanitzat posterior i peces amb resistÃĻncia mecà nica reduÃŊda.
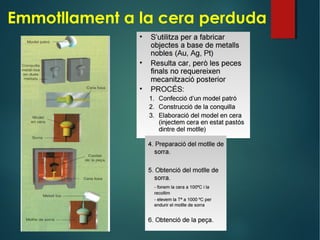
- 9. Emmotllament a la cera perduda
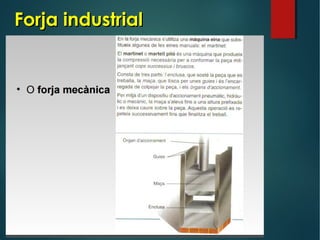
- 14. ForjaForja
- 16. La forja histÃēricaLa forja histÃērica
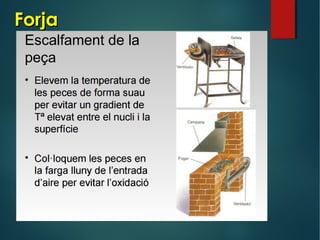
- 17. ForjaForja
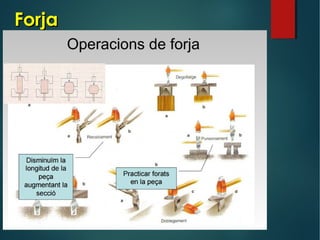
- 18. ForjaForja
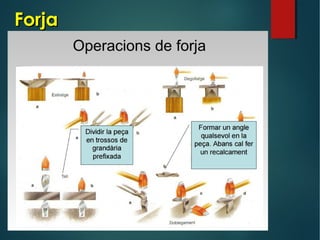
- 19. ForjaForja
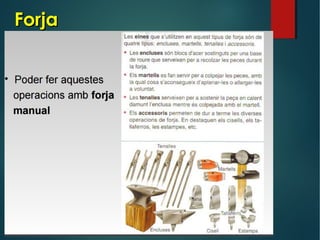
- 20. ForjaForja
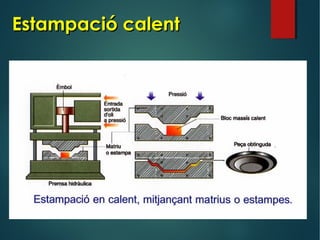
- 22. EstampaciÃģ en calentEstampaciÃģ en calent
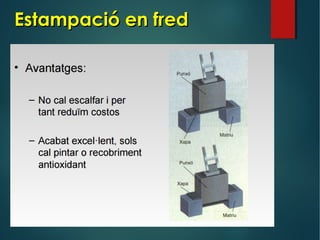
- 24. EstampaciÃģ en fredEstampaciÃģ en fred
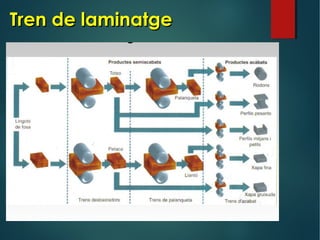
- 29. Tren de laminatgeTren de laminatge
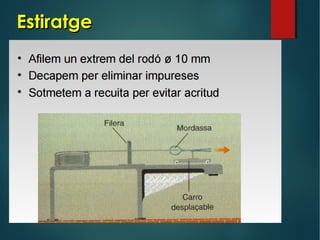
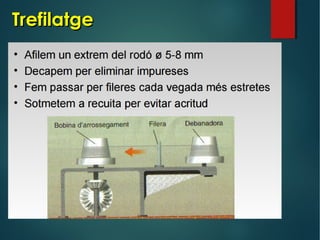
- 30. DeformaciÃģ per tracciÃģDeformaciÃģ per tracciÃģ
- 33. FABRICACIÃ AMB PÃRDUA DEFABRICACIÃ AMB PÃRDUA DE MATERIAL o MECANITZACIÃMATERIAL o MECANITZACIÃ ïĩ AMB EINES MANUALS: ïĩ LLIMADA ïĩ SERRADURA ïĩ AMB MÃQUINES-EINES: ïĩ TREPATGE ïĩ TORNEJAMENT ïĩ FRESATGE ïĩ RECTIFICACIÃ ïĩ ELECTROEROSIÃ ïĩ CONTROL NUMÃRIC DE MÃQUINES
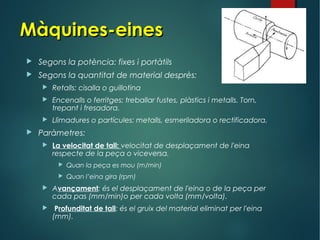
- 34. Mà quines-einesMà quines-eines ïĩ Segons la potÃĻncia: fixes i portà tils ïĩ Segons la quantitat de material desprÃĻs: ïĩ Retalls: cisalla o guillotina ïĩ Encenalls o ferritges: treballar fustes, plà stics i metalls. Torn, trepant i fresadora. ïĩ Llimadures o partÃcules: metalls, esmeriladora o rectificadora. ïĩ Parà metres: ïĩ La velocitat de tall: velocitat de desplaçament de l'eina respecte de la peça o viceversa. ïĩ Quan la peça es mou (m/min) ïĩ Quan lâeina gira (rpm) ïĩ Avançament: ÃĐs el desplaçament de l'eina o de la peça per cada pas (mm/min)o per cada volta (mm/volta). ïĩ Profunditat de tall: ÃĐs el gruix del material eliminat per l'eina (mm).
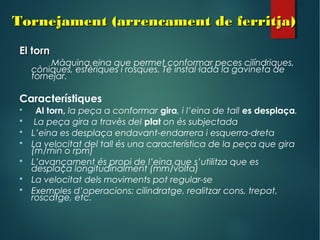
- 35. Tornejament (arrencament de ferritja)Tornejament (arrencament de ferritja) El tornEl torn Mà quina eina que permet conformar peces cilÃndriques, cÃēniques, esfÃĻriques i rosques. TÃĐ instal·lada la gavineta de tornejar. CaracterÃstiques ï§ Al torn, la peça a conformar gira, i lâeina de tall es desplaça. ï§ La peça gira a travÃĻs del plat on ÃĐs subjectada ï§ Lâeina es desplaça endavant-endarrera i esquerra-dreta ï§ La velocitat del tall ÃĐs una caracterÃstica de la peça que gira (m/min o rpm) ï§ Lâavançament ÃĐs propi de lâeina que sâutilitza que es desplaça longitudinalment (mm/volta) ï§ La velocitat dels moviments pot regular-se ï§ Exemples dâoperacions: cilindratge, realitzar cons, trepat, roscatge, etc.
- 36. Parts del tornParts del torn
- 37. TORN (arracament de ferritja)TORN (arracament de ferritja)
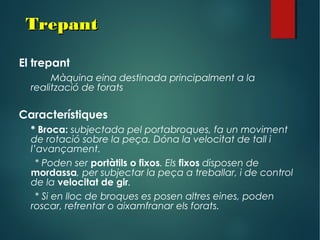
- 38. TrepantTrepant El trepant Mà quina eina destinada principalment a la realitzaciÃģ de forats CaracterÃstiques * Broca: subjectada pel portabroques, fa un moviment de rotaciÃģ sobre la peça. DÃģna la velocitat de tall i lâavançament. * Poden ser portà tils o fixos. Els fixos disposen de mordassa, per subjectar la peça a treballar, i de control de la velocitat de gir. * Si en lloc de broques es posen altres eines, poden roscar, refrentar o aixamfranar els forats.
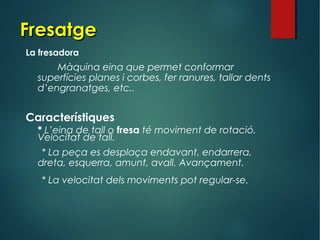
- 40. FresatgeFresatge La fresadora Mà quina eina que permet conformar superfÃcies planes i corbes, fer ranures, tallar dents dâengranatges, etc.. CaracterÃstiques * Lâeina de tall o fresa tÃĐ moviment de rotaciÃģ. Velocitat de tall. * La peça es desplaça endavant, endarrera, dreta, esquerra, amunt, avall. Avançament. * La velocitat dels moviments pot regular-se.
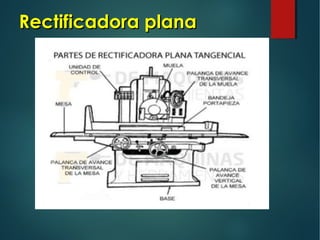
- 43. RectificaciÃģRectificaciÃģ ïĩ Consisteix en ajustar a la tolerà ncia (fins centÃĻsimes de mm) precisa fent passar moles que tenen grans abrasius. ïĩ OperaciÃģ que sâaplica tambÃĐ per tenir un bon acabat o afinament de les superfÃcies de les peces. ïĩ El gruix de material arrencat ÃĐs de lâordre de centÃĻsimes de mm. ïĩ Sâutilitza tambÃĐ en peces molt dures difÃcils de treballar i mecanitzar amb altres mà quines-eines. ïĩ Moviment de gir de la mola i dÃģna la velocitat de tall. ïĩ Avançament depÃĻn de la peça i de la mola.
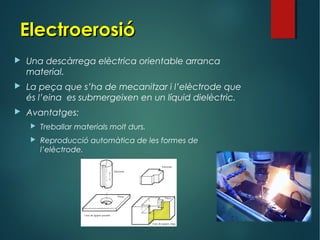
- 45. ElectroerosiÃģElectroerosiÃģ ïĩ Una descà rrega elÃĻctrica orientable arranca material. ïĩ La peça que sâha de mecanitzar i lâelÃĻctrode que ÃĐs lâeina es submergeixen en un lÃquid dielÃĻctric. ïĩ Avantatges: ïĩ Treballar materials molt durs. ïĩ ReproducciÃģ automà tica de les formes de lâelÃĻctrode.
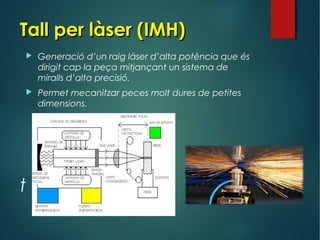
- 46. Tall per là ser (IMH)Tall per là ser (IMH) t ïĩ GeneraciÃģ dâun raig là ser dâalta potÃĻncia que ÃĐs dirigit cap la peça mitjançant un sistema de miralls dâalta precisiÃģ. ïĩ Permet mecanitzar peces molt dures de petites dimensions.
- 47. SinteritzaciÃģSinteritzaciÃģ (Pulverimetal·lÚrgia(Pulverimetal·lÚrgia)) 1. Barreja de pols metà l·lica+lubrificants +additius. 2. CompactaciÃģ dintre del motlle amb prensa (200-1500 MPa). 3. ExtracciÃģ de la peça i procÃĐs deprocÃĐs de sinteritzaciÃģsinteritzaciÃģ: cicle tÃĻrmic a T inferior al punt de fusiÃģ que permet la soldadura de les partÃcules.
- 48. Avantatges SinteritzaciÃģAvantatges SinteritzaciÃģ ïĩ Formes complexes ïĩ Elevada precisiÃģ dimensional ïĩ La pulverimetal·lÚrgia minimitza les costoses operacions de mecanitzaciÃģ i minimitza tambÃĐ les pÃĻrdues de material. ïĩ Excel·lent acabat superficial ïĩ Fiabilitat i repetibilitat en grans sÃĻries ïĩ AutolubricaciÃģ ïĩ Materials Únics i isotrÃēpics ïĩ ReducciÃģ de pes ïĩ AmortiguaciÃģ de vibracions ïĩ Materials compÃēsits. Se sinteritzen partÃcules de diferents materials per tal dâobtenir propietats superiors.
- 49. SoldaduraSoldadura ïĩElÃĻctrica per arc voltaic ïĩOxiacetilÃĻnica ïĩPer punts
- 50. Soldadura per arc voltaic ï§ Per quÃĻ es produeix?Per quÃĻ es produeix? ï§ Es fon un elÃĻctrode metà l·lic damunt de les arestes per on cal unir les peces a travÃĻs dâun arc o espurna elÃĻctrica que es forma entre les peces i lâelÃĻctrode. ï§ Lâescalfor arriba a mÃĐs de 3000 šC ï§ Es fonen lâelectrode i les arestes, i formaran un cordÃģ de soldadura, que ho deixarà tot unit en solidificar
- 52. ï§ QuÃĻ ÃĐs lâelÃĻctrode?QuÃĻ ÃĐs lâelÃĻctrode? Ãs una vareta amb un recobriment desoxidant que dirigeix el metall fos a la soldadura. ï§ Com es produeix lâespurna que genera calor?Com es produeix lâespurna que genera calor? Amb la mà quina de soldar: transformador de 220 o 380V dâentrada i 48V de sortida. El circuit de sortida tÃĐ una pinça a lâelÃĻctrode i una altra (massa) a la peça a soldar. En contactar peça i elÃĻctrode es produeix lâarc voltaic Soldadura arc voltaic
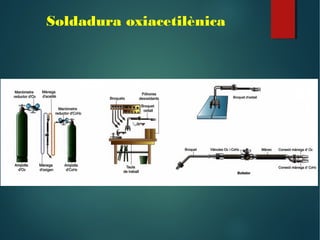
- 53. ï§ Com es produeix el calor?Com es produeix el calor? Amb la barreja de 2 gasos,Amb la barreja de 2 gasos, oxÃgen i acetilÃĻ, que es conserven en ampolles dâacer independents amb manÃēmetre (regulador de pressiÃģ). La barreja es fa sortir per un bufador, i en encendreâls a la sortida es produeix la combustiÃģ. ï§ Com es treballa?Com es treballa? Amb la flama sâescalfen les peces a unir fins fondre les arestes, llavors, amb vareta de metall dâaportaciÃģ, es fa el cordÃģ de soldadura Soldadura oxiacetilÃĻnica
- 54. Altres aspectes a destacarAltres aspectes a destacar ï§ La vareta de metall pot aportar pÃēlvores desoxidants (el metall que ha estat fos, desprÃĐs tÃĐ alt risc dâoxidar- se). ï§ Normalment sâuneixen peces del mateix metall, perÃē tambÃĐ poden ser diferents (llavors, la vareta serà de llautÃģ) ï§ Aquesta tÃĻcnica sâusa en peces de poc gruix, que no poden soldar-se amb elÃĻctrica. Ãs mÃĐs car i menys resistent. ï§ Una aplicaciÃģ relacionada ÃĐs lâoxitall, que incorpora un broquet especial al bufador que permet tallar aprofitant el calor. Soldadura oxiacetilÃĻnica
- 56. ï§ Com es produeix el calor?Com es produeix el calor? Mitjançant el corrent elÃĻctric (com lâarc voltaic), amb 2 elÃĻctrodes que fan contacte tenint entremig els 2 elements metà l·lics a unir. Es produeix calor quan els elÃĻctrodes fan pressiÃģ. ï§ Aquesta tÃĻcnica ÃĐs usada per xapes estretes. Es va sequint tota la uniÃģ entre planxes i es fan punts dâuniÃģ, on sâhan fos les xapes i desprÃĐs, en solificar, queden unides. ï§ Ãs molt adequat pel treball robotitzat Soldadura per punts
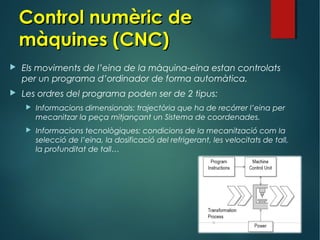
- 58. Control numÃĻric deControl numÃĻric de mà quines (CNC)mà quines (CNC) Vocabulari: ï§CAD: Disseny Assitit per Ordinador ï§CAM: FabricaciÃģ Assitida per Ordinador ï§CNC: Control numÃĻric per Ordinador ï§MHCN: Mà quina Eina de control numÃĻric
- 59. ïĩ Els moviments de lâeina de la mà quina-eina estan controlats per un programa dâordinador de forma automà tica. ïĩ Les ordres del programa poden ser de 2 tipus: ïĩ Informacions dimensionals: trajectÃēria que ha de recÃģrrer lâeina per mecanitzar la peça mitjançant un Sistema de coordenades. ïĩ Informacions tecnolÃēgiques: condicions de la mecanitzaciÃģ com la selecciÃģ de lâeina, la dosificaciÃģ del refrigerant, les velocitats de tall, la profunditat de tallâĶ Control numÃĻric deControl numÃĻric de mà quines (CNC)mà quines (CNC)