



































More Related Content
What's hot (20)
Viewers also liked (10)








Similar to Kel4%sentasi (bending) (20)




















Kel4%sentasi (bending)
- 2. Sheet plate Roll forming Strech forming Deep drawing Rubber forming Spinning Superplastic forming Peen forming Explosive forming Magnetic pulse forming Shearing Slitting Cutting sawing Deburring Cleaning coating Punching Blanking Fine blanking Stamping embossing Punchases, dies rolling BENDING Mechanical Metallurgy (G.E. Dieter) 2 Bending_Kel.4
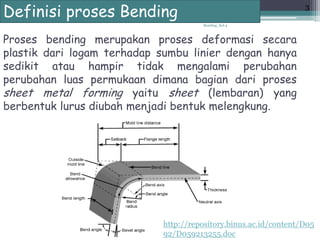
- 3. Proses bending merupakan proses deformasi secara plastik dari logam terhadap sumbu linier dengan hanya sedikit atau hampir tidak mengalami perubahan perubahan luas permukaan dimana bagian dari proses sheet metal forming yaitu sheet (lembaran) yang berbentuk lurus diubah menjadi bentuk melengkung. Definisi proses Bending http://repository.binus.ac.id/content/D05 92/D059213255.doc 3 Bending_Kel.4
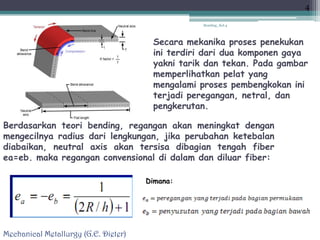
- 4. Secara mekanika proses penekukan ini terdiri dari dua komponen gaya yakni tarik dan tekan. Pada gambar memperlihatkan pelat yang mengalami proses pembengkokan ini terjadi peregangan, netral, dan pengkerutan. Berdasarkan teori bending, regangan akan meningkat dengan mengecilnya radius dari lengkungan, jika perubahan ketebalan diabaikan, neutral axis akan tersisa dibagian tengah fiber ea=eb. maka regangan convensional di dalam dan diluar fiber: Dimana: Mechanical Metallurgy (G.E. Dieter) 4 Bending_Kel.4
- 5. MATERIAL MATERIAL CONDITION SOFT HARD Aluminum alloys Beryllium copper Brass, low-leaded Magnesium Steels austenitic stainless low-carbon, low-alloy, and HSLA Titanium Titanium alloys 0 0 0 5T 0.5T 0.5T 0.7T 2.6T 6T 4T 2T 13T 6T 4T 3T 4T Minimum Bend Radius Minimum bend radius diberikan agar ketebalan dapat diprediksi. 5 Bending_Kel.4
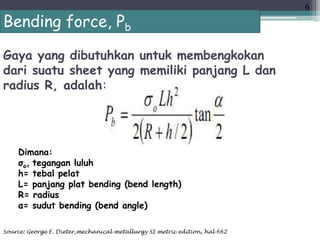
- 6. Gaya yang dibutuhkan untuk membengkokan dari suatu sheet yang memiliki panjang L dan radius R, adalah: Bending force, Pb Dimana: σo= tegangan luluh h= tebal pelat L= panjang plat bending (bend length) R= radius α= sudut bending (bend angle) Source: George E. Dieter,mechanical metallurgy SI metric edition, hal 662 6 Bending_Kel.4
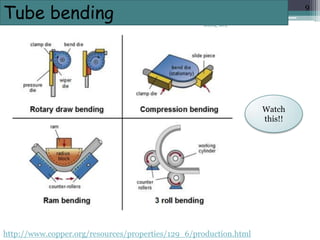
- 7. Macam-macam Proses Bending Pembengkokkan tepi, menggunakan bantalan tekan (pressure pad) untuk memegang benda kerja dengan gaya Fh, sedang ujung bendakerja yang lain ditekan dengan punch ke tepi die. Pembengkokkan V, logam lembaran dibengkokkan dengan punch dan die berbentuk V. Watch this Manufacturing processes for enggineering material, kalpakjian dan steven R. Schmid 7 Bending_Kel.4
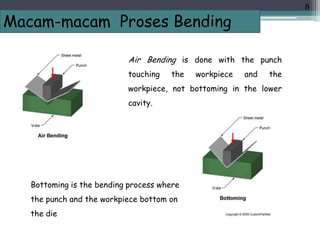
- 8. Macam-macam Proses Bending Air Bending is done with the punch touching the workpiece and the workpiece, not bottoming in the lower cavity. Bottoming is the bending process where the punch and the workpiece bottom on the die 8 Bending_Kel.4
- 10. Defect of bending Crack (retak) Crack(retak) dibagian luar lekukan1 Penyebab: radius yang digunakan terlalu kecil Solusi: radius diperbesar dengan menghitung radius bending yang disesuaikan dengan jenis material Penyebab: solusi: Penyebab: Solusi: Proses bending yang searah dengan arah rolling menyebabkan inklusi ikut terelongasi Proses bending yang dilakukan seharusnya searah dengan arah pengerolan Proses bending yang dilakukan tidak searah dengan arah pengerolan Inklusi yang terelongasi2 Inklusi harus dihilangkan Dieter 10 Bending_Kel.4
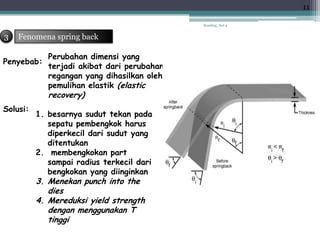
- 11. Fenomena spring back3 Penyebab: Perubahan dimensi yang terjadi akibat dari perubahan regangan yang dihasilkan oleh pemulihan elastik (elastic recovery) Solusi: 1. besarnya sudut tekan pada sepatu pembengkok harus diperkecil dari sudut yang ditentukan 2. membengkokan part sampai radius terkecil dari bengkokan yang diinginkan 3. Menekan punch into the dies 4. Mereduksi yield strength dengan menggunakan T tinggi 11 Bending_Kel.4
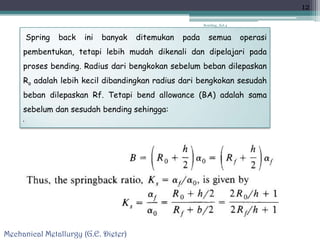
- 12. Spring back ini banyak ditemukan pada semua operasi pembentukan, tetapi lebih mudah dikenali dan dipelajari pada proses bending. Radius dari bengkokan sebelum beban dilepaskan Ro adalah lebih kecil dibandingkan radius dari bengkokan sesudah beban dilepaskan Rf. Tetapi bend allowance (BA) adalah sama sebelum dan sesudah bending sehingga: ‘ Mechanical Metallurgy (G.E. Dieter) 12 Bending_Kel.4
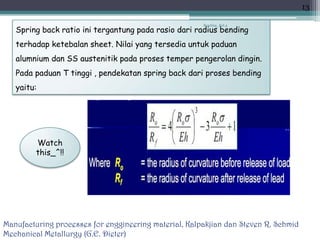
- 13. Spring back ratio ini tergantung pada rasio dari radius bending terhadap ketebalan sheet. Nilai yang tersedia untuk paduan alumnium dan SS austenitik pada proses temper pengerolan dingin. Pada paduan T tinggi , pendekatan spring back dari proses bending yaitu: Watch this_^!! Manufacturing processes for enggineering material, Kalpakjian dan Steven R. Schmid Mechanical Metallurgy (G.E. Dieter) 13 Bending_Kel.4
- 14. Aplikasi Proses bending ini banyak dilakukan pada pembuatan : Knalpot Motor 14 Bending_Kel.4
- 15. 15 Bending_Kel.4
- 16. 16 Bending_Kel.4