MATERIAL TECHNOLOGY : CHAPTER 5
Download as PPT, PDF0 likes4,096 views

Chapter 5: alloy steel and cast iron




















































![160467414 teknologi-dalam-penyediaan-makanan[1] edit](https://cdn.slidesharecdn.com/ss_thumbnails/160467414-teknologi-dalam-penyediaan-makanan1edit-141218092857-conversion-gate02-thumbnail.jpg?width=560&fit=bounds)


More Related Content
What's hot (20)
Similar to MATERIAL TECHNOLOGY : CHAPTER 5 (10)








More from Asraf Malik (20)




















Recently uploaded (7)







MATERIAL TECHNOLOGY : CHAPTER 5
- 1. LOGO ┬® Mechanical Engineering Department
- 2. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 Contents 1 Alloy Steel 6 Types of Cast Iron 2 Classification of Steel 7 Advantages of Cast Iron 3 Cast Iron 4 Properties of Cast Iron 5 Formation of Carbon in Cast Iron
- 3. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 KELULI ALOI ’üČ memberikan sifat-sifat kekuatan, kemuluran dan keliatan yang lebih baik berbanding dengan keluli karbon ’üČ hampir semua jenis keluli aloi mempunyai struktur bijian yang halus ’üČ merupakan keluli yang mengandungi lebih daripada 1.0% elemen-elemen lain selain daripada karbon dan besi seperti kromium, mangenese, molydebnum, nikel, plumbum, kobalt, phosphoros, silikon, sulfur, kuprum, aluminium, tungsten dan vanadium
- 4. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 KELULI ALOI ’üČ bertujuaan untuk mempertingkatkan mutu dan sifat-sifat keluli seperti : i. Menambahkan kekuatan tegangan. ii. Menambahkan kekerasan dan keliatan bahan. iii. Pengubahsuaian suhu kritikal bagi keluli tersebut. iv. Menambahkan rintangan terhadap kehausan lelasan. v. Mengekalkan kekerasan keluli sewaktu ianya merah (red hardness). vi. Meningkatkan rintangan terhadap kakisan. vii. Membolehkan pembajaan dilakukan pada suhu yang lebih tinggi di samping mengekalkan sifat kekuatan dan kemuluran.
- 5. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 KESAN UNSUR-UNSUR PENGALOIAN Element Percentage Primary Function Aluminum 0.95ŌĆō1.30 Bismuth - Boron Chromium Alloying element in nitriding steels Improves machinability 0.001ŌĆō0.003 A powerful hardenability agent 0.5ŌĆō2 Increases hardenability 4ŌĆō18 Increases corrosion resistance 0.25ŌĆō0.40 Manganese >1 Combines with sulfur and with phosphorus to reduce the brittleness. Also helps to remove excess oxygen from molten steel. Increases hardenability by lowering transformation points and causing transformations to be sluggish
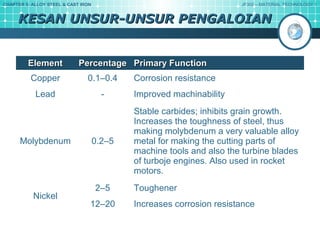
- 6. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 KESAN UNSUR-UNSUR PENGALOIAN Element Percentage Primary Function Copper 0.1ŌĆō0.4 Lead - Molybdenum Nickel 0.2ŌĆō5 2ŌĆō5 12ŌĆō20 Corrosion resistance Improved machinability Stable carbides; inhibits grain growth. Increases the toughness of steel, thus making molybdenum a very valuable alloy metal for making the cutting parts of machine tools and also the turbine blades of turboje engines. Also used in rocket motors. Toughener Increases corrosion resistance
- 7. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 KESAN UNSUR-UNSUR PENGALOIAN Element Percentage Primary Function 0.2ŌĆō0.7 Silicon Increases strength 2.0 Spring steels Higher Improves magnetic properties percentages Sulfur 0.08ŌĆō0.15 Free-machining properties Titanium - Fixes carbon in inert particles; reduces martensitic hardness in chromium steels Tungsten - Also increases the melting point. 0.15 Stable carbides; increases strength while retaining ductility; promotes fine grain structure. Increases the toughness at high temperatures Vanadium
- 8. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 PENGKELASAN KELULI ALOI Keluli Aloi Rendah (Low Alloy Steels) ’üČMempunyai struktur yang menyerupai keluli karbon setelah ianya menjalani rawatan haba. ’üČMengandungi 3-4% aloi dan satu atau lebih unsur aloi. ’üČmengandungi nikel, molibdenum, dan kromium ’üČPenggunaannya seperti membuat badan kapal, kapal selam, jambatan, lebuhraya dan sebagainya.
- 9. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 PENGKELASAN KELULI ALOI Keluli Perintang Haba ŌĆō High Alloy Steels ’üČmempunyai kekerasan yang sangat tinggi ’üČdigunakan untuk kerja-kerja memotong pada suhu yang tinggi. ’üČmembentuk karbida yang keras dan stabil dan boleh meninggikan suhu kritikal ’üČKandungannya adalah 18% tungsten + 4% Chromium + 1% Vanadium + 0.88% Karbon
- 10. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 PENGKELASAN KELULI ALOI Keluli Alat & Acuan (Tool Steels) ŌĆō HAS ’üČdigunakan untuk memotong, mericih, membentuk, menggolek dan menempa ’üČmengandungi 0.6 - 1.5% C ’üČmembentuk karbaid yang lebih keras dari Fe3C (cementite). ’üČdapat mengekalkan kekerasan keluli di suhu-suhu tinggi dan menambahkan kekuatan dan rintangan dari kehausan ’üČUnsur-unsur pembentukan karbaid yang stabil ialah Cr, W, Mo dan V.
- 11. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 PENGKELASAN KELULI ALOI Keluli Pembinaan (Structure Steels) - HAS ’üČbersifat liat dan kuat serta digunakan pada peralatan mesin yang bertegasan tinggi ’üČKandungan elemen aloi - Nikel, Mn, Cr, Mo
- 12. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 PENGKELASAN KELULI ALOI Keluli Tahan Karat (Stainless Steels) - HAS ’üČmempunyai sifat tahan kakisan ’üČElemen pancalogam utama ialah kromium ’üČkandungan Cr mesti lebih dari 11% ’üČSifat menahan kakisan adalah disebabkan satu lapisan nipis Cr oksida atau Nikel Oksida yang melindungi keluli dari media-media kakisan
- 13. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 PENGKELASAN KELULI ALOI Keluli Tahan Karat (Stainless Steels) - HAS
- 14. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 PENGKELASAN KELULI ALOI Keluli Magnet (Magnetic Steels) - HAS ’üČterbentuk dalam dua keadan iaitu bermagnet keras dan bermagnet lembut ’üČbermagnet keras untuk menghasilkan magnet kekal ’üČbermagnet lembut untuk menghasilkan magnet sementara
- 15. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 BESI TUANG ’üČ merupakan grid besi jongkong terpilih, yang dileburkan semula dan dituang dalam acuan pasir ’üČ mempunyai kandungan karbon antara 2 - 4 % ’üČ murah, mudah dilebur dan dituang, keboleh mesinan yang sangat baik dan muatan rendaman yang tinggi ’üČ gred nomal besi tuang tidak begitu kuat dan agak rapuh
- 16. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 BESI TUANG ’üČ merupakan grid besi jongkong terpilih, yang dileburkan semula dan dituang dalam acuan pasir ’üČ mempunyai kandungan karbon antara 2 - 4 % ’üČ murah, mudah dilebur dan dituang, keboleh mesinan yang sangat baik dan muatan rendaman yang tinggi ’üČ gred nomal besi tuang tidak begitu kuat dan agak rapuh
- 17. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 SIFAT BESI TUANG ’üČ Mempunyai takat lebur di antara 1150┬░C -1250┬░C ’üČ mempunyai rintangan kehausan dan keupayaan kelembapan yang baik ’üČ mempunyai 5 elemen asas yang penting iaitu silikon, mangenese, sulphur, phosphorus dan karbon. ’üČ Kebiasaan dalam besi tuang mengandungi ’āś Karbon (c ) = 2.8 - 3.6% ’āś Silikon (Si) = 1.0 - 3.0% ’āś Mangenese (Mn) = 0.4 - 1.0% ’āś Sulphur (S) = 0.1 - 0.35% ’üČ Kandungan karbon di dalam besi tuang boleh terbentuk di dalam 2 keadaan. i. Dalam bentuk Cemetite (Fe3C) ii. Dalam bentuk Graphit (Fe + C ) Iaitu karbon bebas yang terhasil apabila cementite diuraikan
- 18. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 PEMBENTUKAN KARBON DALAM BESI TUANG Kadar penyejukkan ’üČKadar penyejukan yang cepat akan menjadi cementit stabil, dan akan menghasilkan besi tuang putih yang keras ’üČkadar penyejukan yang perlahan, akan menjadi graphite, dan akan menghasilkan besi tuang kelabu ’üČKadar penyejukan bergantung kepada ketebalan dan jenis acuan yang digunakan
- 19. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 PEMBENTUKAN KARBON DALAM BESI TUANG Kandungan unsur / elemen Karbon menurunkan takat lebur (rujuk rajah keseimbangan besi/karbon) dan menambahkan kandungan graphit di dalam besi tuang. Silikon membantu pembentukan graphit, lebih menghasilkan besi tuang kelabu. menstabilkan cementit, menghasilkan manganese sulphide Berpadu dengan sulphur dan menghasilkan manganese sulphide menurunkan takat lebur keluli dan menambahkan kecairan keluli tersebut. Sulphur Manganese Phosphorus
- 20. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 PEMBENTUKAN KARBON DALAM BESI TUANG Rawatan haba ’üČBesi tuang putih apabila dipanaskan dengan lama akan menyebabkan pembentukan grafit ’üČGrafit adalah kurang tumpat berbanding dengan simentit ’üČFenomena ini digunakan untuk membentuk besi tuang boleh tempa ’üČSekiranya sementit berurai kepada ferrit dan grafit semasa operasi, pertambahan dari segi ukuran berlaku ’üČKesan kandungan silikon dan karbon pada struktur besi tuang
- 21. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 Jenis-Jenis Besi Tuang BESI TUANG BESI TUANG ALOI BESI TUANG ALOI BESI TUANG KELABU KELABU PUTIH PUTIH BOLEH TEMPA BOLEH TEMPA PUTIH PUTIH BERNOD BERNOD HITAM HITAM
- 22. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 Jenis-Jenis Besi Tuang Besi Tuang Kelabu (Grey Cast Iron) ’üČMengandungi karbon dalam bentuk kepingan grafit ’üČBerwarna kekelabuan di permukaan rekahnya ’üČMudah untuk dimesin, kekuatan mampat yang tinggi dan kemuluran yang rendah ’üČDigunakan untuk menghasilkan komponen automotif mesin alat dan pelbagai barangan industri Struktur mikro bagi besi tuang kelabu x 250
- 23. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 Jenis-Jenis Besi Tuang Besi Tuang Putih (White Cast Iron) ’üČDinamakan besi tuang putih kerana apabila ia pecah, ia akan kelihatan berwarna keputihan kerana disebabkan karbon yang terdapat di dalamnya adalah berbentuk karbida Fe3C ’üČKarbida merupakan juzuk besi tuang yang paling keras dimana ia sukar untuk dimesin tetapi boleh dicanai ’üČBesi tuang putih merupakan peringkat pertama dalam penghasilan besi tuang boleh tempa ’üČantara kegunaan umunnya ialah untuk die penarikan, bebola penghancur, bahagian tuangan dalam pengeluaran besi boleh tempa Struktur mikro bagi besi tuang putih x 250
- 24. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 Jenis-Jenis Besi Tuang Besi Tuang Boleh Tempa (Malleable Cast Iron) ’üČDihasilkan dari besi tuang putih Pemanasan Pendinginan 900ŌŚ”C 50jam Suhu bilik perlahan2 rawatan haba ’üČMempunyai kekuatan tegangan Ōēź 380MPa dan pemanjangan 18% ’üČDigunakan untuk membuat komponen automotif, paip dan peralatan industri pertanian Struktur mikro bagi besi tuang boleh tempa
- 25. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 Jenis-Jenis Besi Tuang Besi Tuang Boleh Tempa Putih (White Malleable Cast Iron) ’üČdibungkus didalam satu bekas dengan bijih besi ’üČdipanaskan perlahan-lahan ke suhu antara 950 -1000┬░C ’üČdibiarkan selama 4ŌĆō5 hari sebelum disejukkan perlahan-lahan ’üČKarbon akan bertukar menjadi bentuk nodular/sfera seperti gambarajah Grafit (berbentuk nodular/sfera) Struktur mikro bagi besi tuang boleh tempa putih x 50
- 26. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 Jenis-Jenis Besi Tuang Besi Tuang Boleh Tempa Hitam (Black Malleable Cast Iron) ’üČProses sama seperti besi tuang boleh tempa putih ’üČtetapi pasir atau slag digunakan untuk mengantikan bijih besi ’üČKarbon akan bertukar menjadi bentuk rossetes seperti gambarajah Struktur mikro bagi besi tuang boleh tempa hitam x 50
- 27. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 Jenis-Jenis Besi Tuang Besi Tuang Bernod (Nodular Cast Iron) ’üČJuga dikenali sebagai Ductile Iron, High Duty Iron, besi grafit sferoidal dan besi sferulitik ’üČJenis besi yang mempunyai sifat kekuatan dan kemuluran yang tinggi ’üČBoleh dikimpal dan dimesin dengan mudah ’üČBoleh mencapai kekuatan sehingga 690MPa jika diberi rawatan haba ’üČVariasi besi tuang kelabu ’üČDigunakan untuk membuat komponen automotif seperti piston, kepala selinder, kotak suis dan aci engkol. Struktur mikro bagi besi tuang bernod x 250
- 28. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 Kebaikan Besi Tuang 1. Harganya murah dan senang di mesin 2. Takat lebur yang lebih rendah (1140 - 1200 oC) jika dibandingkan dengan keluli. 3. Kecairan dan kebolehan membentuk dalam penuangan. 4. Rintangan kehausan dan keupayaan kelembapan. 5. Penghasilan besi tuangan dengan rawatan tambahan/rencaman pada berbagai komposisi.
- 29. CHAPTER 5: ALLOY STEEL & CAST IRON JF302 ŌĆō MATERIAL TECHNOLOGY 1 Latihan Kendiri 1. Apakah yang dimaksudkan dengan keluli aloi? 2. Namakan 4 jenis keluli aloi yang diketahui ? 3. Terangkan secara ringkas tujuan keluli dialoikan. 4. Senaraikan 3 unsur-unsur yang biasa digunakan dalam keluli aloi 5. Nyatakan 4 jenis besi tuang yang diketahui. 6. Senaraikan 3 faktor yang mempengaruhi struktur dan sifat besi tuangan. 7. Terangkan secara ringkas mengenai Besi Tuang Kelabu dari segi pembentukannya, sifat-sifat umum dan contoh kegunaannya dalam bidang kejuruteraan. Lakarkan juga gambarajah struktur mikro bagi besi tuang kelabu tersebut.