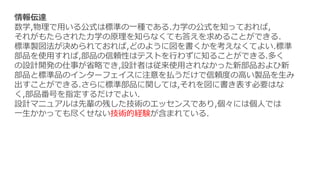
标準化について
4 likes30,055 views

品質管理の第一ステップである标準化についての教育資料 クレイン」テクノ コンサルティング http://crane-techno.com/

标準化について
- 1. 标準化について 2014年12月24日 ク コンサルティングクレイン テクノ コンサルティング Crane techno Consulting. サイト URL:http://crane-techno.com/
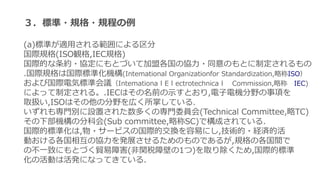
- 12. 3.標準?規格?規程の例 (a)標準が適用される範囲による区分 国際規格(ISO観格,IEC規格) 国際的な条約?協定にもとづいて加盟各国の協力?同意のもとに制定されるもの .国際規格は国際標準化機構(Intemational Organizationfor Standardization,略称ISO) および国際電気標準会議(IntemationalElectrotechnical Commission,略称 IEC) によって制定される。.IECはその名前の示すとおり,電子電機分野の事項を 取扱い,ISOはその他の分野を広く所掌している. いずれも専門別に設置された数多くの専門委員会(Technical Committee,略TC) その下部機構の分科会(Sub committee,略称SC)で構成されている. 国際的標準化は,物?サービスの国際的交換を容易にし,技術的?経済的活 動おける各国相互の協力を発展させるためのものであるが,規格の各国間で の不一致にもとづく貿易障害(非関税障壁の1つ)を取り除くため,国際的標準 化の活動は活発になってきている.
- 37. 2014年12月24日 ク コンサルティングクレイン テクノ コンサルティング Crane techno Consulting. サイト URL:http://crane-techno.com/