计测计量の基础 尘别补蝉耻谤颈苍驳
Download as PPTX, PDF1 like38,307 views

计测计量の基础 尘别补蝉耻谤颈苍驳
![3.SI単位系
SI ( International System of Units) 国際単位系。度量衡の標準単位系で、旧[MKS]単位系をもとに、
次のような単位を基本として組み立てた単位系のこと。1960年に国際度衡量総会で採択された。
?SI基本単位:
量
名
記号定義
長さメー
トル
キロ
グラ
m メートルは,1/299 792 458秒の時間に光が真空中を伝わる行程の長さ
質量ムkg キログラムは質量の単位で,国際キログラム原器の質量
時間秒s 秒は,セシウム133の原子の基底状態の二つの超微細準位間の遷移に対応する放
射の9 192 631 770周期の継続時間
電流アン
ペア
A アンペアは,真空中に1m間隔で平行に置かれた,無限に小さい円形断面の無限長の2
本の直線導体のそれぞれを流れ,この導体1メートルごとに
2×10-7ニュートンの力を及ぼし合う不変電流
熱力学ケル
ビン
K ケルビンは,水の三重点の熱力学温度の1/ 273.16の温度
物質量モ
ル
mol モルは,0.012キログラムの炭素12の中に存在する原子の数と等しい数の構成要素を
含む系の物質量
光度カン
デラ
cd カンデラは,周波数540×1012ヘルツの単色放射を放出する光源の,放射強度が
1/683ワット毎ステラジアンである方向の光度](https://image.slidesharecdn.com/random-141021155953-conversion-gate02/85/measuring-11-320.jpg)
![2014年10月20日
クコクンレサイルンテティクンノグコンサルティング
Crane techno Consulting.
参考文献:
1.計測のおはなし(おはなし科学?技術シリーズ) [単行本]
矢野宏(著)
2.計測技術入門山口徹、伊林洋志その他
サイトURL:http://crane-techno.com/](https://image.slidesharecdn.com/random-141021155953-conversion-gate02/85/measuring-35-320.jpg)
计测计量の基础 尘别补蝉耻谤颈苍驳
- 1. 計測計量の基礎 2014年10月20日 クコクンレサイルンテティクンノグコンサルティング Crane techno Consulting. サイトURL:http://crane-techno.com/
- 2. 1.”はかる”とは? はかる”という言葉の意味は下記のような意味である。 言葉意味備考 はかる仕上げようと予定した作業の進捗状態を数量、重さ、長さについ て見当をつける 広辞苑より (計?量?測)物の数量、または時間の度合を一定の単位と比較 して確かめる,秤、枡(ます)、ものさし、時計などの計器で測 定する。 計量、計算する。 日本国語大辞典よ り 計測器械を使って、数、量、長さ、重さなどをはかること。 計量長さや重さなど物の数量をはかること。分量、目方をはかること。 測定計器や装置を用い、ある現象を特徴づける数量を読みとること。 度量衡どりょうこう長さと体積と重さ。
- 3. JISでは上記の言葉の定義をはっきりさせる為に下記のように定義している。 用語定義備考 計測特定の目的をもって事物を量的にとらえる為の方法、手段を研究し 実施しその結果を用い所期の目的を達成させること。 備考:公的に取り決めた測定標準を基礎とする計測を計量というこ とがある JIS Z 8103 測定ある量を基準として用いる量と比較し数値または符号を用いて表す こと。 JIS Z 8103
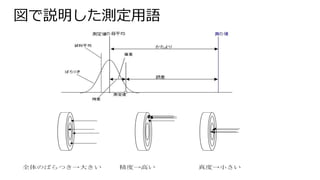
- 4. また、JIS 8103では計測に関した言葉についても下記の様に定義している 用語定義 かたより測定値の母平均から真の値を引いた値 ばらつき測定値のおおきさがそろっていないこと。 または不揃いの程度 測定値測定によって求めた値 正確さかたよりの小さい程度備考:推定したかたよりの限界の値 で表した値を正確度 精密さばらつきの小さい程度備考:ばらつきを標準偏差またはその指定 した倍数で表した値を正確度 精度測定値の表す値または測定結果の正確さと精密さを含めた総合的な良 さ 誤差測定値から真の値を引いた値 真度真の値からのかたよりの程度
- 5. 図で説明した测定用语
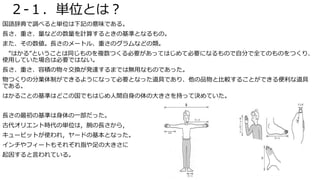
- 6. 2-1.単位とは? 国語辞典で調べると単位は下記の意味である。 長さ、重さ、量などの数量を計算するときの基準となるもの。 また、その数値。長さのメートル、重さのグラムなどの類。 ”はかる”ということは同じものを複数つくる必要があってはじめて必要になるもので自分で全てのものをつくり、 使用していた場合は必要ではない。 長さ、重さ、容積の物々交換が発達するまでは無用なものであった。 物つくりの分業体制ができるようになって必要となった道具であり、他の品物と比較することができる便利な道具 である。 はかることの基準はどこの国でもはじめ人間自身の体の大きさを持って決めていた。 長さの最初の基準は身体の一部だった。 古代オリエント時代の単位は,腕の長さから, キュービットが使われ,ヤードの基本となった。 インチやフィートもそれぞれ指や足の大きさに 起因すると言われている。
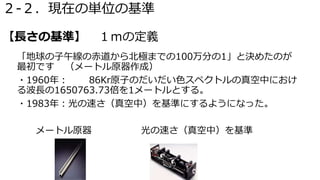
- 7. 2-2.現在の単位の基準 【長さの基準】1mの定義 「地球の子午線の赤道から北極までの100万分の1」と決めたのが 最初です(メートル原器作成) ?1960年: 86Kr原子のだいだい色スペクトルの真空中におけ る波長の1650763.73倍を1メートルとする。 ?1983年:光の速さ(真空中)を基準にするようになった。 メートル原器光の速さ(真空中)を基準
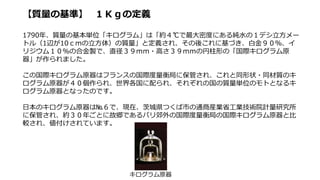
- 8. 【質量の基準】1Kgの定義 1790年、質量の基本単位「キログラム」は「約4℃で最大密度にある純水の1デシ立方メー トル(1辺が10cmの立方体)の質量」と定義され、その後これに基づき、白金90%、イ リジウム10%の合金製で、直径39mm?高さ39mmの円柱形の「国際キログラム原 器」が作られました。 この国際キログラム原器はフランスの国際度量衡局に保管され、これと同形状?同材質のキ ログラム原器が40個作られ、世界各国に配られ、それぞれの国の質量単位のモトとなるキ ログラム原器となったのです。 日本のキログラム原器は№6で、現在、茨城県つくば市の通商産業省工業技術院計量研究所 に保管され、約30年ごとに故郷であるパリ郊外の国際度量衡局の国際キログラム原器と比 較され、値付けされています。 キログラム原器
- 9. 【時間の基準】 「1日を24等分したものが1時間。1時間を60等分したものが1分。1分を60等分 したものが秒」 1967年: 「セシウム133の特定放射の9192631770周期分の時間」 画像出典先:四国電力サイト
- 10. 【温度の基準】セッ氏温度(セルシウス温度) 単位記号:℃ (「摂氏」はスウェーデン人セルシウス(A=Celsius)の中国語表記「摂爾思」から)温度を計る単位の一つ。 一気圧における水の氷点を零度、沸点を一〇〇度とし、その間を一〇〇等分した温度目盛り。 氷点以下や沸点以上の温度も同じ目盛り間隔にしてある。記号℃一七四二年、セルシウスが提唱した。 1990年に定められた温度定義では、17個の温度定点が与えそれを元に基準をきめている。 変更理由: 零点、沸点の値が不変的でないために変更を行った。 例として、1990年での「1気圧下の水の沸点は、約99.974℃であり現在の温度目盛りでは、水の沸点は 100℃ではない 絶対温度(熱力学的温度,ケルビン温度) 単位記号:K 呼び名:ケルビン摂氏マイナス二七三?一六度を零 度とし、摂氏と同じ温度単位をもつ温度系。記号/ ゼロ/の温度では物質を構成する原子分子の熱振動はすべて 静止する。従ってゼロ/以下の温度は存在しない。 華氏温度(セルシウス温度)記号:°F 「華氏」はドイツ人ファーレンハイト(G.D.Fahrenheit)の中国語表記「華倫海」から)温度をはかる単位 水の氷点を三二度、沸点を二一二度とし、その間を一八〇等分した温度目盛り。 一七一四年、ファーレンハイトが制定。ヤードポンド単位系で用いられる
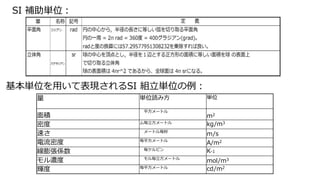
- 11. 3.SI単位系 SI ( International System of Units) 国際単位系。度量衡の標準単位系で、旧[MKS]単位系をもとに、 次のような単位を基本として組み立てた単位系のこと。1960年に国際度衡量総会で採択された。 ?SI基本単位: 量 名 記号定義 長さメー トル キロ グラ m メートルは,1/299 792 458秒の時間に光が真空中を伝わる行程の長さ 質量ムkg キログラムは質量の単位で,国際キログラム原器の質量 時間秒s 秒は,セシウム133の原子の基底状態の二つの超微細準位間の遷移に対応する放 射の9 192 631 770周期の継続時間 電流アン ペア A アンペアは,真空中に1m間隔で平行に置かれた,無限に小さい円形断面の無限長の2 本の直線導体のそれぞれを流れ,この導体1メートルごとに 2×10-7ニュートンの力を及ぼし合う不変電流 熱力学ケル ビン K ケルビンは,水の三重点の熱力学温度の1/ 273.16の温度 物質量モ ル mol モルは,0.012キログラムの炭素12の中に存在する原子の数と等しい数の構成要素を 含む系の物質量 光度カン デラ cd カンデラは,周波数540×1012ヘルツの単色放射を放出する光源の,放射強度が 1/683ワット毎ステラジアンである方向の光度
- 12. SI 補助単位: 基本単位を用いて表現されるSI 組立単位の例: 量単位読み方単位 面積 平方メートル m2 密度ム毎立方メートルkg/m3 速さメートル毎秒m/s 電流密度毎平方メートルA/m2 線膨張係数毎ケルビンK-1 モル濃度モル毎立方メートルmol/m3 輝度毎平方メートルcd/m2
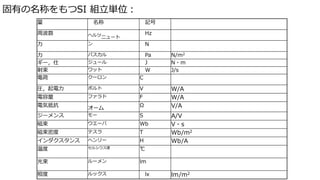
- 13. 固有の名称をもつSI 組立単位: 量名称記号 周波数ヘルツニュート Hz 力ンN 力パスカルPa N/m2 ギー,仕ジュールJ N?m 射束ワットW J/s 電荷クーロンC 圧,起電力ボルトV W/A 電容量ファラドF W/A 電気抵抗オームΩ V/A ジーメンスモーS A/V 磁束ウエーバWb V?s 磁束密度テスラT Wb/m2 インダクスタンスヘンリーH Wb/A 温度セルシウス度℃ 光束ルーメンlm 照度ルックスlx lm/m2
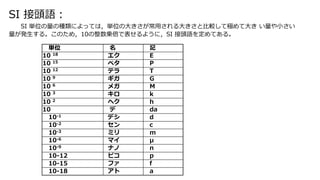
- 14. SI 接頭語: SI 単位の量の種類によっては,単位の大きさが常用される大きさと比較して極めて大きい量や小さい 量が発生する。このため,10の整数乗倍で表せるように,SI 接頭語を定めてある。 単位名記 10 18 エクE 10 15 ペタP 10 12 テラT 10 9 ギガG 10 6 メガM 10 3 キロk 10 2 ヘクh 10 デda 10-1 デシd 10-2 センc 10-3 ミリm 10-6 マイμ 10-9 ナノn 10-12 ピコp 10-15 ファf 10-18 アトa
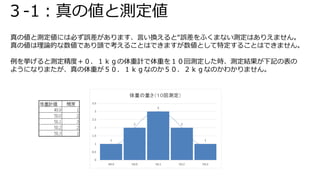
- 15. 3-1:真の値と測定値 真の値と測定値には必ず誤差があります、言い換えると“誤差をふくまない測定はありえません。 真の値は理論的な数値であり頭で考えることはできますが数値として特定することはできません。 例を挙げると測定精度+0.1kgの体重計で体重を10回測定した時、測定結果が下記の表の ようになりまたが、真の体重が50.1kgなのか50.2kgなのかわかりません。
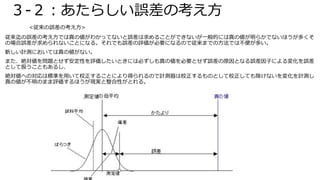
- 16. 3-2:あたらしい誤差の考え方 <従来の誤差の考え方> 従来迄の誤差の考え方では真の値がわかってないと誤差は求めることができないが一般的には真の値が明らかでないほうが多くそ の場合誤差が求められないことになる。それでも誤差の評価が必要になるので従来までの方法では不便が多い。 新しい計測においては真の値がない。 また、絶対値を問題とせず安定性を評価したいときには必ずしも真の値を必要とせず誤差の原因となる誤差因子による変化を誤差 として扱うこともあるし、 絶対値への対応は標準を用いて校正することにより得られるので計測器は校正するものとして校正しても除けないを変化を計測し 真の値が不明のまま評価するほうが現実と整合性がとれる。
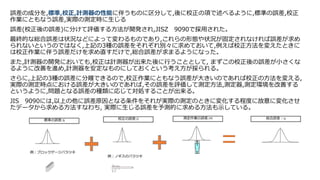
- 17. 誤差の成分を,標準,校正,計測器の性能に伴うものに区分して,後に校正の項で述べるように,標準の誤差,校正 作業にともなう誤差,実際の測定時に生じる 誤差(校正後の誤差)に分けて評価する方法が開発され,JISZ 9090で採用された。 最終的な総合誤差は状況などによって変わるものであり,これらの形態や状況が固定されなければ誤差が求め られないというのではなく,上記の3種の誤差をそれぞれ別々に求めておいて,例えば校正方法を変えたときに は校正作業に伴う誤差だけを求め直すだけで,総合誤差が求まるようになった。 また,計測器の開発においても,校正は計測器が出来た後に行うこととして, まずこの校正後の誤差が小さくな るように改善を進め,計測器を安定なものにしておくという考え方が採られる。 さらに,上記の3種の誤差に分離できるので,校正作業にともなう誤差が大きいのであれば校正の方法を変える, 実際の測定時点における誤差が大きいのであれば,その誤差を評価して測定方法,測定器,測定環境を改善する というように,問題となる誤差の種類に応じて対処することが出来る。 JIS 9090には,以上の他に誤差原因となる条件をそれが実際の測定のときに変化する程度に故意に変化させ たデータから求める方法すなわち, 実際に生じる誤差を予測的に求める方法も示している。
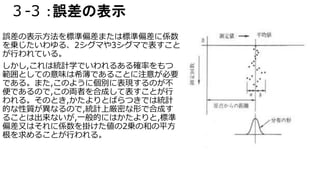
- 18. 3-3 :誤差の表示 誤差の表示方法を標準偏差または標準偏差に係数 を乗じたいわゆる、2シグマや3シグマで表すこと が行われている。 しかし,これは統計学でいわれるある確率をもつ 範囲としての意味は希薄であることに注意が必要 である。また,このように個別に表現するのが不 便であるので,この両者を合成して表すことが行 われる。そのとき,かたよりとばらつきでは統計 的な性質が異なるので,統計上厳密な形で合成す ることは出来ないが,一般的にはかたよりと,標準 偏差又はそれに係数を掛けた値の2乗の和の平方 根を求めることが行われる。
- 19. 最近,誤差ではなく計測の不確かさという概念が提唱されてい る。これは,真の値が分からなければ誤差が求まらないという 不便を避けたものとも考えられ,かたより誤差の上限と統計的 に解析して求められる誤差から,両者を合成して不確かさとす るものである。かたよりは,計測系の検討から推定し,ばらつき 誤差は標準偏差に係数を掛けた値で求める。両者の合成は,ば らつき誤差と両者の2乗和の平方根を求める方法と,単なる両者 の和の両方が用いられている。 新しい誤差の考え方では,それぞれの標準偏差の2乗和の平方根 が用いられる。
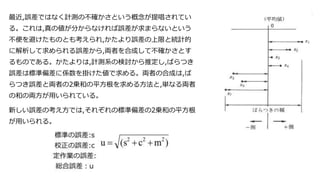
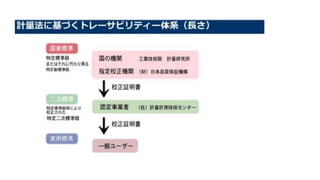
- 20. 4-1:トレーサビリティ トレーサビリティとはJISZ8103に「標準器又は計測器が,より高位の標準によって 次々と校正され,国家標準につながる経路が確立されていること」と定義されている。 トレーサブル(Traceabel)とは,由来をたどることが出来るという意味であり,製品の トレーサビリティなどと,製品の製造番号などから製造工場やロットなどを突き止め るられると言う意味で用いることもあるので,本来計測結果のトレーサビリティとい うべきであるが,計測で用いるときはときには,単にトレーサビリティという。ト レーサビリティに対して標準供給という言葉がある。 これは,国家の標準から,その値が次々と移し代えられて下位の標準に達することで あり,トレーサビリティが下位から上位へ向いているのに対して,供給は上位から下 位を向いている。 トレーサビリティは前述のとおり,計測結果の国内的な普遍性を得るために行うもの であり,全ての計測でこれを必要とするものではない。企業内の研究の中など限られ た範囲の中での比較においては,トレーサビリティは必要としない。
- 21. トレーサビリティの考え方は,1960年代に米国で宇宙開発が進められた時に生まれ たものである。 宇宙開発は多くの分野の総合技術として達成されるものであり,開発の過程における 種々の計測の結果の一貫性がないために,不具合が生じ,その損失を解消する必要か ら体制の整備が行われた。不具合を避けるようとするあまり個々の計測器に過剰な 精度を要求することになって,多大の経済的な損失が生じたからであり, これを国家 的なシステムとして位置付けたものである。 トレーサビリティは,校正に用いられる標準がさらに上位の標準によって校正されて いるというように,校正をつなげることによって実現されるのであり,当然校正の方 法や校正の問隔が適切であることが必要であるし, これらの技術が確立されている ことが要件となる。また,標準器のレベルが適切で校正の間隔の間における変化もコ ントロールされていることも重要である。適切なトレーサビリティが確保されてい ても,校正において述べられているように,実際に計測を行う計測器に誤差には校正 では除けない誤差があるからトレサビリティーが得られればそのことで直ちに誤差 の小さい測定が出来るというものではない。
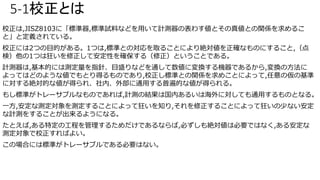
- 23. 5-1校正とは 校正は,JISZ8103に「標準器,標準試料などを用いて計測器の表わす値とその真値との関係を求めるこ と」と定義されている。 校正には2つの目的がある。1つは,標準との対応を取ることにより絶対値を正確なものにすること,(点 検)他の1つは狂いを修正して安定性を確保する(修正)ということである。 計測器は,基本的には測定量を指針、目盛りなどを通して数値に変換する機器であるから,変換の方法に よってはどのような値でもとり得るものであり,校正し標準との関係を求めことによって,任意の仮の基準 に対する絶対的な値が得られ、社内、外部に通用する普遍的な値が得られる。 もし標準がトレーサブルなものであれば,計測の結果は国内あるいは海外に対しても通用するものとなる。 一方,安定な測定対象を測定することによって狂いを知り,それを修正することによって狂いの少ない安定 な計測をすることが出来るようになる。 たとえば,ある特定の工程を管理するためだけであるならば,必ずしも絶対値は必要ではなく,ある安定な 測定対象で校正すればよい。 この場合には標準がトレーサブルである必要はない。
- 24. もし計測器が非常に安定なものであれば,計測器のメーカなどによる最初の1回の校正ですむこと になるが,一般には時問の経過や環境の変化によって表示値が狂ってくるので,これを修正するた めに,定期的に校正を行う。 校正における重要な要素は,校正に用いる標準,校正の方法(校正式,校正手順など),校正問隔および これらの相互の関係や実際の測定現場との整合,経済性も含めた全体としての合理化を図るなどの 校正方式(システム)の設計などである。
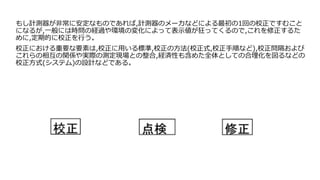
- 25. 5-2:校正式 計測器の読み値と真値との関係を表す方法として,様々な数式が用いられる。 例えば,読み値をy,標準の値M(真の値とみなされる値)との関係が y=M+α 式(2.1) という式で表されるものとして,1個または多数個の標準を測定した値からα の値を推定する。αが求まると,実際に測定して得られた読み値yから真の値M を次式で推定することが出来る。 M=y-α この式を校正式という。最初に仮定した式(2.1)は,対象とする計測器が一定のかたよりαを持つ傾向 があると判断して採用したものである。 読み値をこの式ではなく,例えばy=βMという式で表されると仮定することも出来る。
- 26. この仮定は,計測器や計測の性質を考慮して決定されるのが通常であるが,適用する校正式よって, 校正された値の持つ誤差が変わる。 したがって誤差の観点からは,誤差が最も小さい校正式を選択するのがよいことになるが,校正式 によって,校正のための手間も変わって来る。(2.1)式の場合は標準1個を測定すれば校正式が求 められ,もしその1個を零点とすれば特に標準を必要としないことにもなるので,校正の手間もそ れだけ小さいことになる。 一方この式では感度に狂いが出てもそれを校正することが出来ないので,校正してもまだ大きな 狂いが残ってしまう場合がある。比例式では2個以上の標準を測定することになり,校正式を求め る計算も手間がかかる。 すなわち,適用する校正式によって校正後の誤差や校正の手間が変わって来るので校正の選択は 校正の効果と校正に必要なコストを考慮して決定するのが合理的である。
- 27. 5-3:校正周期 一般に,校正は1回行えばそれでよいというものではなく,定期的に行わなければならない。 頻繁に校正を行うほど,校正後の誤差は小さくなる。しかし,それだけ年間当りの校正のコストが 大きくなるので,おのずと最適な校正間隔が定まって来る。すなわち,適正な校正間隔を決定する ためには,校正しないとどの程度の狂いが生じるか,校正によって誤差がどの程度小さくなるか,計 測の誤差によってどの程度の損失が生じるか,校正のコストはいくらかなどを知り,これらをバラ ンスさせることが必要である。校正のコストはその費用として金額で推定することができる。 一方,校正後の誤差による損失を金額に換算する損失関数の方法があるので,これを用いれば適正 な校正問隔を求めることができる。 従来,校正の問隔は経験的に決められている場合が多く,分析機器では測定の都度校正(検量線を求 める)を行う方法が取られる場合が多かったが,このような,誤差や費用による損失から決定するの が合理的である。
- 28. 5-4:校正と誤差 前述のように,校正の目的の1つは誤差の低減である。これは,計測器の読み値 のなかの系統的なかたよりを修正するものであり,誤差の中にはこれ以外のも のもあるので,校正によって除かれる誤差と除くことの出来ない誤差があるこ とになる。 繰り返し測定の中で生じるような偶然性による誤差は除くことが出来ないし, 校正周期内の諸々の条件による変動も修正することは出来ない。 また誤差の程度は小さい場合が多いと思われるが,標準の誤差もやはり除くこ とは出来ない。校正の観点からの計測の誤差の分類では,校正後の誤差,標準の 誤差の他に,校正の作業による誤差がある。 校正は,校正の対象の計測器で標準を測定した結果から修正するのであり,測定 したデータに含まれる誤差の一部は,校正式に誤差を与える。これらを校正作 業による誤差といい,計測に新たな誤差を与えるものとなる。
- 29. 5-5:校正システム 校正においては,上記のような校正式や校正問隔を適切に決定するだけ ではなく,計測を測定対象,標準,校正,計測器の使用条件や使用方法など を1つのシステムとして捉え,これらを系統的に一貫性のあるものにす る必要がある。 読み値は,計測の対象,計測条件,計測の手順などによって変わってくる ので,これらの条件を限定したり標準化した上でないと校正の初期の目 的は達せられないことがある。場合によっては知りたい真値の定義を 明確にする必要さえ生じてくる。 たとえば測定対象が金属であるかプラスチックであるかであるかで異 なるしもマイクロメーターによるプラスチック製品寸法の場合どの温 度における寸法を測るべきか、決めておく必要がある。
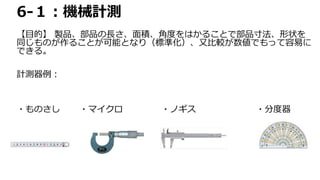
- 30. 6-1:機械計測 【目的】製品、部品の長さ、面積、角度をはかることで部品寸法、形状を 同じものが作ることが可能となり(標準化)、又比較が数値でもって容易に できる。 計測器例: ?ものさし?マイクロ?ノギス?分度器
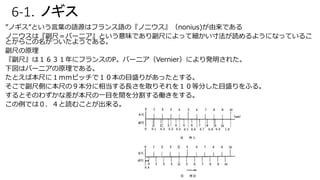
- 31. 6-1.ノギス ”ノギス”という言葉の語源はフランス語の『ノニウス』(nonius)が由来である ノニウスは『副尺=バーニア』という意味であり副尺によって細かい寸法が読めるようになっているこ とからこの名がついたようである。 副尺の原理 『副尺』は1631年にフランスのP。バーニア(Vernier)により発明された。 下図はバーニアの原理である。 たとえば本尺に1mmピッチで10本の目盛りがあったとする。 そこで副尺側に本尺の9本分に相当する長さを取りそれを10等分した目盛りをふる。 するとそのわずかな差が本尺の一目を間を分割する働きをする。 この例では0.4と読むことが出来る。
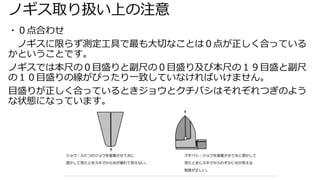
- 32. ノギス取り扱い上の注意 ?0点合わせ ノギスに限らず測定工具で最も大切なことは0点が正しく合っている かということです。 ノギスでは本尺の0目盛りと副尺の0目盛り及び本尺の19目盛と副尺 の10目盛りの線がぴったり一致していなければいけません。 目盛りが正しく合っているときジョウとクチバシはそれぞれつぎのよう な状態になっています。
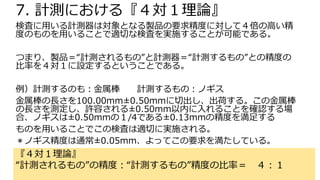
- 33. 7. 計測における『4対1理論』 検査に用いる計測器は対象となる製品の要求精度に対して4倍の高い精 度のものを用いることで適切な検査を実施することが可能である。 つまり、製品=“計測されるもの”と計測器=“計測するもの”との精度の 比率を4対1に設定するということである。 例)計測するのも:金属棒計測するもの:ノギス 金属棒の長さを100.00mm±0.50mmに切出し、出荷する。この金属棒 の長さを測定し、許容される±0.50mm以内に入れることを確認する場 合、ノギスは±0.50mmの1/4である±0.13mmの精度を満足する ものを用いることでこの検査は適切に実施される。 *ノギス精度は通常±0.05mm、よってこの要求を満たしている。 『4対1理論』 “計測されるもの”の精度:“計測するもの”精度の比率= 4:1
- 34. 8. 品質管理の原点は計測にあり! 品質を維持管理するためには“計測”はなくてはならない活動である。 部品メーカーは規格部品を生産する為に規格どうりであることを 測定によって確認し、その結果をして出荷する。 部品を購入する側も受入で部品が規格どうりであることを測定に よって確認する。部品を生産する側も購入する側も測定が正しく行 われていなければ、両者が確認した測定値に差が生じ、クレーム等 に発展しかねない。 正しい“計測”を実施する為には計測にかかわる技術、環境、計測器 精度維持が適切に行われていることが不可欠であり、これはISO 9001などの国際規格でも要求されていることである。
- 35. 2014年10月20日 クコクンレサイルンテティクンノグコンサルティング Crane techno Consulting. 参考文献: 1.計測のおはなし(おはなし科学?技術シリーズ) [単行本] 矢野宏(著) 2.計測技術入門山口徹、伊林洋志その他 サイトURL:http://crane-techno.com/