HÞcresel Þretim
Download as pptx, pdf1 like14,603 views

https://www.facebook.com/osmaninan42

HÞcresel Þretim
- 1. Osman inan
- 2. SUNUM PLANI ï GiriÅ ï Grup teknolojisi ï HÞcresel Þretim ï HÞcresel Þretimin amacÄą ï BaÅarÄąlÄą hÞcresel Þretimin Ãķzellikleri ï HÞcresel Þretimin kurulma aÅamalarÄą ï HÞcresel Þretimin avantajlar-dezavantajlarÄą ï HÞcre oluÅturma yÃķntemleri ï HÞcre içi Makine YerleÅim Tipleri ï DeÄerlendirme
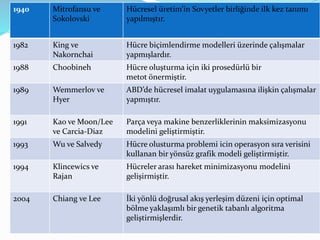
- 3. 1940 Mitrofansu ve Sokolovski HÞcresel Þretimâin Sovyetler birliÄinde ilk kez tanÄąmÄą yapÄąlmÄąÅtÄąr. 1982 King ve Nakornchai HÞcre biçimlendirme modelleri Þzerinde çalÄąÅmalar yapmÄąÅlardÄąr. 1988 Choobineh HÞcre oluÅturma için iki prosedÞrlÞ bir metot ÃķnermiÅtir. 1989 Wemmerlov ve Hyer ABDâde hÞcresel imalat uygulamasÄąna iliÅkin çalÄąÅmalar yapmÄąÅtÄąr. 1991 Kao ve Moon/Lee ve Carcia-Diaz Parça veya makine benzerliklerinin maksimizasyonu modelini geliÅtirmiÅtir. 1993 Wu ve Salvedy HÞcre olusturma problemi icin operasyon sÄąra verisini kullanan bir yÃķnsÞz grafik modeli geliÅtirmiÅtir. 1994 Klincewics ve Rajan HÞcreler arasÄą hareket minimizasyonu modelini geliÅirmiÅtir. 2004 Chiang ve Lee Ä°ki yÃķnlÞ doÄrusal akÄąÅ yerleÅim dÞzeni için optimal bÃķlme yaklaÅÄąmlÄą bir genetik tabanlÄą algoritma geliÅtirmiÅlerdir.
- 4. GiriÅ Ä°Åletmeler gÞnÞmÞzde faaliyetlerini çok dinamik çevrede ve yÞksek rekabet koÅullarÄąnda yerine getirmektedirler. Bundan dolayÄą kÞçÞk partiler halinde, ileri teknoloji gerektiren ve mÞkemmeli arayan iÅletmeler rekabet gÞcÞnÞ arttÄąrmÄąÅ ve geleneksel Þretim yÃķntemleri yetersiz kalmÄąÅtÄąr.Bu nedenle iÅletmeler yÞksek otomasyon ve yÞksek verimlilik vaat eden esnek Þretim sisteminin oluÅturulmasÄą ve baÅarÄąlÄą olunmasÄą için en Ãķnemli unsurlarÄąn baÅÄąnda Grup teknolojisi gelmektedir.
- 5. Grup teknolojisi ï Grup Teknolojisi, ÞrÞnlerin tasarÄąmÄą ve Þretimi, ÞrÞnler arasÄąndaki benzerliklerden faydalanarak, ÞrÞnleri benzerliklerine gÃķre gruplandÄąrmaya dayanan bir Þretim felsefesidir.
- 6. KÄąsaca; HÞcresel Ãretim; Grup Teknolojisi Þretiminin bir uygulama çeÅididir HÞcresel Ãretim Nedir?
- 7. HÞcresel Ãretim Buradan hareketle Grup teknolojisini kullanÄąlarak imalat makinelerinin atÃķlye ortamÄąnda gruplanmasÄą ve benzer Ãķzellikteki parça ailelerinin bu makine gruplarÄąnda Þretilmesine dayanan Þretim Åekline hÞcresel Þretim denir.
- 8. HÞcresel Ãretimin AmacÄą ï DÞÅÞk talep yapÄąsÄąna sahip geniŠçeÅitlilikteki ÞrÞnleri yÞksek verimle Þretmektir. ï Bir baÅka gÃķrÞÅe gÃķre temel amaç, ÞrÞn çeÅidini geniÅ tutan atÃķlye tipi Þretim sistemlerinde ÞrÞne gÃķre yerleÅtirmenin sunduÄu verimlilik avantajÄąnÄą yakalamaktÄąr
- 9. ï 1. AÅama => Her hÞcrede; hangi makinenin ve Hangi parçanÄąn yer alacaÄÄąna iliÅkin kararÄąn verilmesi ï 2. AÅama => Parça ailesini Þretecek makinelerin HÞcre içerisinde dizilmesi (sÞrekli akÄąÅÄą saÄlayacak Åekilde) ï 3. AÅama => OluÅturulan hÞcreleri, birbiri ve montaj hatlarÄą ile arasÄąndaki iliÅkilere gÃķre fabrikanÄąn genel yerleÅim planÄąna uygun Åekilde yerleÅtirilmesi HÞcresel Ãretim Kurulma AÅamalarÄą
- 10. HÞcresel Ãretimin AvantajlarÄą ï Minimum malzeme ï Ãretim maliyeti azalÄąr ï Minimum ekipman ï Minimum iÅgÞcÞ ï Minimum zaman ï Minimum alanda Þretim ÃRETÄ°M MALÄ°YETLERÄ° AZALIR
- 11. HÞcresel Ä°malatÄąn DezavantajlarÄą ï AtÃķlye tarzÄą Þretim sisteminin saÄladÄąÄÄą esneklik dÞzeyinin her zaman saÄlanamamasÄą ï HÞcrelerin yaÅam sÞrelerinin, talebe ve birtakÄąm deÄiÅimlere baÄlÄą olmasÄą ï TezgahlarÄąn makine hÞcreleri veya gruplar halinde yeniden dÞzenlenmesinde bÞyÞk masraflara girilebilmesi
- 12. HÞcresel Ä°malatÄąn DezavantajlarÄą ï Makine sayÄąlarÄąndaki artÄąÅ ve hÞcre dÄąÅÄą elemanlarÄąn elenmesi ile, makine kullanÄąmÄąnÄąn azalmasÄą ï HÞcrelerin makine duruÅlarÄąna karsÄą duyarlÄą olmalarÄą nedeniyle, bakÄąm eylemlerinin çok daha dÞzenli yapÄąlmasÄą gerekmektedir.
- 13. ï HÞcresel imalatÄąn en Ãķnemli ve zor iÅlerinden biri optimal hÞcreleri tasarlamaktÄąr. Bunun için hÞcrelerdeki parça ailelerinin ve makine gruplarÄąnÄąn çok iyi analiz edilerek belirlenmesi gerekmektedir
- 14. HÞcre OluÅturma YÃķntemleri LiteratÞrde çeÅitli hÞcre oluÅturma yÃķntemlerine rastlanmaktadÄąr. Bu yÃķntemler: 1) GÃķrsel YÃķntem 2) SÄąnÄąflandÄąrma ve Kodlama 3) Ãretim AkÄąÅ Analizi (PFA) olmak Þzere Þç ana grupta toplanabilir
- 15. GÃķrsel YÃķntem ParçalarÄąn gÃķrsel (geometrik) benzerliklerine gÃķre gruplandÄąrma ve ailelere ayÄąrma iÅlemidir
- 17. SÄąnÄąflandÄąrma Ve Kodlama YÃķntemi ï Her parçaya, Ãķzelliklerine gÃķre tasarÄąm kodlarÄą, imalat kodlarÄą ve bu ikisinin bileÅiminden oluÅan kodlar verilmektedir. ï YÃķnteme gÃķre, kodlarÄą birbirine yakÄąn olan parçalar aynÄą ailede birleÅtirilir ve bir veya daha fazla aileyi iÅleyebilecek makine hÞcreleri oluÅturulur
- 18. Ãretim akÄąÅ analizi ï Bu yÃķntem parçalarÄąn hangi makinelerde iÅlendiÄi bilgisini kullanÄąr. ï Belirli algoritmalarla yeniden dÞzenlenerek imalat hÞcreleri ve parça aileleri aynÄą anda elde edilir. AvantajÄą, kod geliÅtirmeye gerek olmamasÄą ve parça çizimlerinin gerekmemesidir.
- 19. SÄąralÄą kÞmeleme algoritmasÄą (ROC AlgoritmasÄą) ï HÞcre oluÅturma yÃķntemleri arasÄąnda en popÞler olan algoritmadÄąr. Bu algoritma ile parça-makine matrisinin satÄąr ve sÞtunlarÄąnÄą, 2âŋ deÄerine gÃķre yeniden dÞzenleyerek diyagonal bloklar oluÅturmaya çalÄąÅÄąr.
- 20. HÞcre içi Makine YerleÅim Tipleri ï HÞcrelerdeki makineler akÄąÅ hattÄą yerleÅimi biçiminde veya U tipi yerleÅim biçiminde dizilirler.
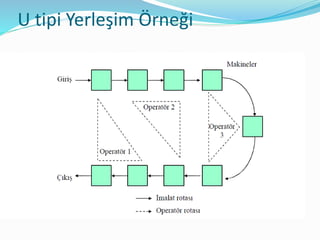
- 21. U tipi YerleÅim ðųēÔąðÄūą
- 22. U Tipi YerleÅim ï AynÄą hÞcrede iÅlem gÃķren bir veya daha fazla parça ailesinin Þretim akÄąÅlarÄą aynÄą olmadÄąÄÄą zaman U tipi yerleÅim biçimi kullanÄąlÄąr. Bu tip yerleÅimde çoÄunlukla atlamalÄą ve geriye doÄru olan taÅÄąmalar gÃķrÞlÞr.
- 23. AkÄąÅ HattÄą YerleÅim ðųēÔąðÄūą AkÄąÅ hattÄą yerleÅimi otomatik taÅÄąma hatlarÄąnÄąn kullanÄąldÄąÄÄą veya geriye dÃķnÞŠhareketinin olmadÄąÄÄą durumlarda kullanÄąlÄąr. Bu yÃķntemde ancak, ileri doÄru atlamalÄą hareketler kabul edilebilir. AkÄąÅ HattÄą YerleÅim ile kÄąsa Þretim sÞresi ve dÞÅÞk stok dÞzeyi gibi avantajlar saÄlanÄąr.
- 24. Fabrika İçerisinde HÞcrelerin YerleÅtirilmesi ï Fabrika içerisinde hÞcreler parça taÅÄąma maliyetlerini en aza indirecek biçimde yerleÅtirilmelidir. TaÅÄąma maliyetini en aza indirmek için aralarÄąnda yÞksek miktarda parça akÄąÅÄą olan hÞcrelerin yakÄąn olmasÄą gerekir
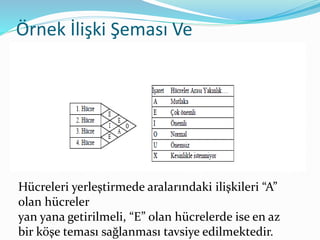
- 25. Ãrnek Ä°liÅki ÅemasÄą Ve TanÄąmlamalarÄą HÞcreleri yerleÅtirmede aralarÄąndaki iliÅkileri âAâ olan hÞcreler yan yana getirilmeli, âEâ olan hÞcrelerde ise en az bir kÃķÅe temasÄą saÄlanmasÄą tavsiye edilmektedir.
- 26. DeÄerlendirme ï HÞcresel Ä°malat Sistemleri ve Grup Teknolojisi firmalara rekabeti arttÄąrma konusunda avantajlar saÄlamaktadÄąr. HÞcresel Ä°malat Sistemi ve Grup Teknolojisi ile; ï Ä°malat SÞresinde Azalma, ï Proses İçi Stoklarda Azalma, ï Yer Ä°htiyacÄąnda Azalma, ï Kalitede Ä°yileÅme gÃķrÞlÞr. ï FirmalarÄąn pazardaki etkinlikleri ve rekabet gÞcÞ artmÄąÅ olur.